 There are many methods to anneal plastics, but the process has some similar characteristics. Below is a brief description of the three stages about how to anneal plastic.
There are many methods to anneal plastics, but the process has some similar characteristics. Below is a brief description of the three stages about how to anneal plastic.
Stage 1: The parts are placed inside a heating chamber or an oven where constant heat is provided. The temperature differs for different plastics because the glass transition temperature for polymers is different. For example, the glass transition temperature of ABS ranges from a minimum of 90°C to a maximum of 102°C. For polycarbonate, it is from 160 to 200°C, for polyethylene terephthalate, it is 73 to 78°C, for PVC, it is 60 to 100°C.
Stage 2: The operator shall make sure the conditions are set correctly for a particular plastic before starting the annealing. This includes adjusting the right annealing temperature, adjusting the holding time, and ensuring the plastic parts are secured in the chamber. This is because different plastics have different compositions and requirements. Thick-walled plastics may need a longer time than thin-walled plastics, hence the importance of securing the material.
Stage 3: The product is allowed to cool by leaving it at room temperature. Again, the operator should ensure that the cooling rate does not exceed 0.5°C to ensure that the crystalline structure of the plastic remains stable.
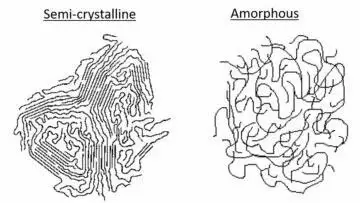
During annealing, the crystal structure within the material undergoes some important changes.
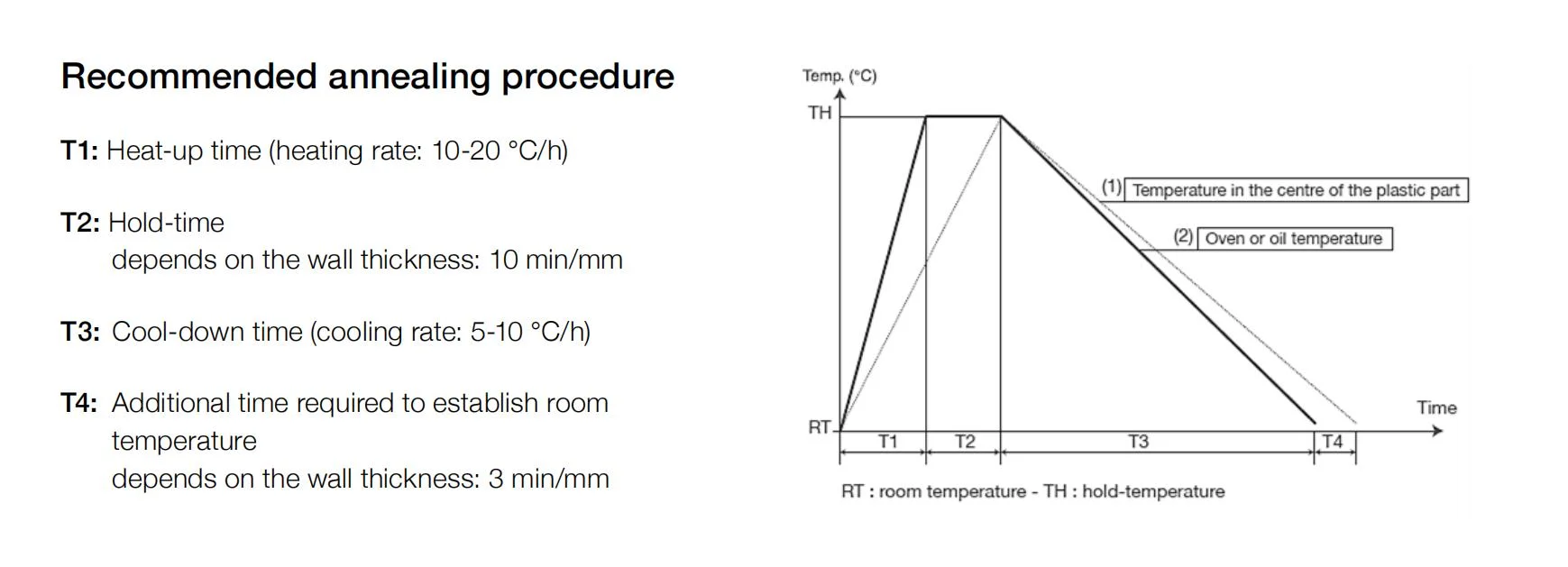
T1: Recovery stage: This process uses an oven or other robust heating device to raise the temperature to a specific value, to release its internal stresses.
T2: Recrystallization stage: This stage involves heating the material above its recrystallization temperature but below the melting temperature. This process results in the formation of new grains but no new stresses.
T3: Grain growth stage: The grain growth stage leverages a range of methods to develop new grains fully. Engineers control this growth by allowing the material to cool at the recommended rate.
After these three stages, plastics will have unmatched ductility and hardness.
Though annealing is not a must for CNC machining plastics, for the occasions that need annealing, there are many benefits including reducing stress, improving dimensional stability, or increasing crystalline degree.
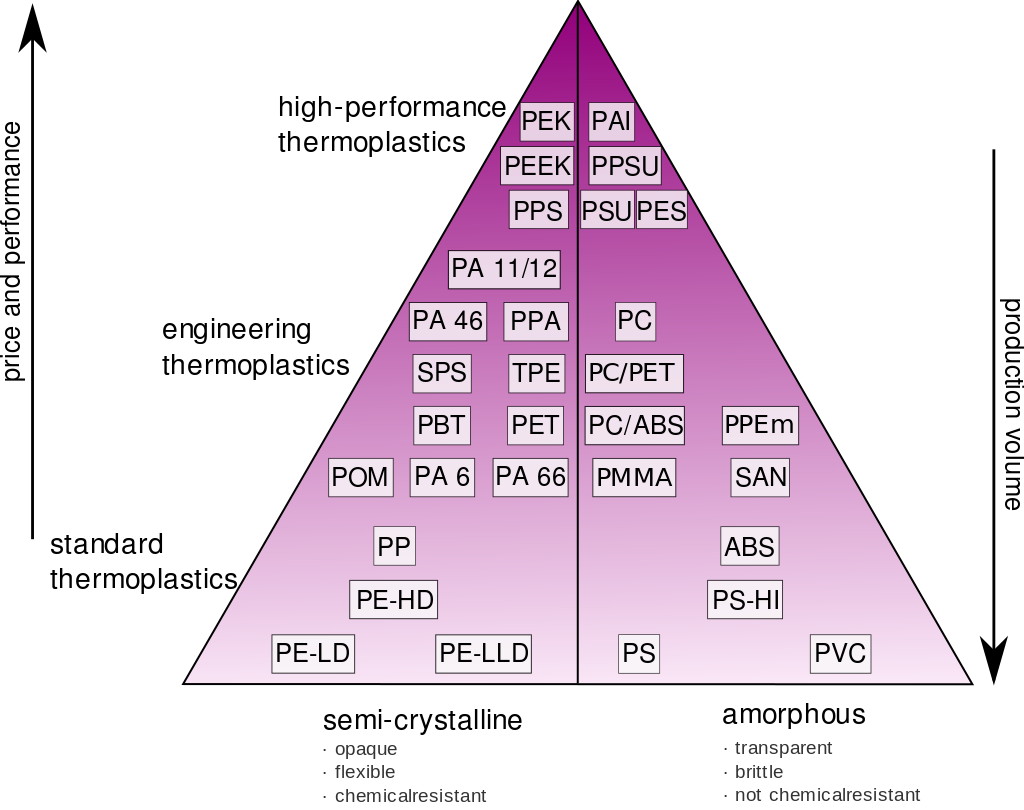
Reduce tension for amorphous polymers
The main objective of annealing amorphous polymers is to relieve internal stresses and improve dimensional stability. The process involves heating the polymer below the glass transition temperature (Tg), allowing the polymer chains to rearrange themselves in a more relaxed state without significant changes in overall molecular orientation. This may lead to improved transparency, reduced brittleness and enhanced mechanical properties. However, since amorphous polymers lack a crystalline structure, annealing does not lead to crystallization but rather improves the existing amorphous structure.
Improve the degree of crystallinity for crystalline polymers
For crystalline polymers, annealing can lead to an increase in crystallinity. The process involves heating the polymer to a temperature close to or above its glass transition temperature but below its melting point. This aids in the movement of the polymer chains, allowing them to become more ordered and crystallize into a crystalline structure. The increase in crystallinity usually results in higher strength, stiffness and chemical resistance, but may reduce transparency and impact resistance.
Reduce stress and improve degree of crystallinity for semi-crystalline polymers
Semi-crystalline polymers contain both amorphous and crystalline regions and therefore can also benefit from annealing. This process enhances crystallinity and reduces internal stresses in the amorphous regions. Increased crystallinity enhances properties such as tensile strength and chemical resistance, while stress relief in the amorphous region improves ductility and reduces brittleness.
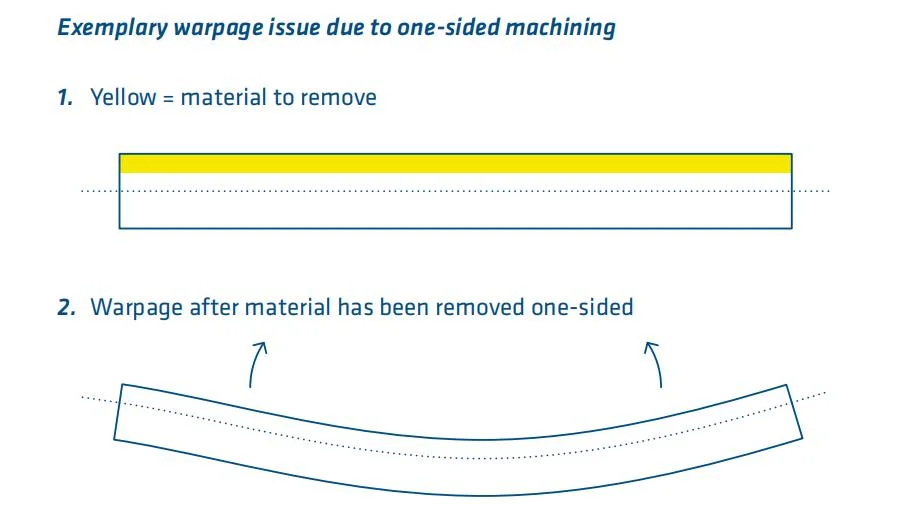
From the above discussion, we can see that annealing of plastics improves component properties such as strength and chemical resistance, and increases dimensional stability over a wide range of temperatures. Materials can be annealed prior to extensive processing to ensure that tight tolerances are met without distorting the product.
Annealing of thermoplastics involves heating the material to a specific temperature below its melting point and then cooling it slowly. Precise temperature control is important to prevent melting or distortion and to ensure adequate relief of internal stresses.
There are many methods to anneal plastics. Some of the most common annealing methods for plastic include:
This process involves using an oil bath to anneal engineering plastic components. While oil annealing was once considered the most effective heat treatment, it can be expensive to operate and maintain. Additionally, further machining of the oil-stained material is necessary before the parts can be brought to market. Although still prevalent in Europe, oil annealing is prohibited in the U.S. by OSHA and the EPA.
Air annealing entails placing the workpiece in a nitrogen atmosphere to minimize the risk of surface oxidation. This method, also known as browning, utilizes both added pressure and a free state. It is the most common annealing method in use in many American mills today.
This method is employed to quickly anneal extruded plastic materials right after the extrusion process. It optimizes the annealing process by utilizing the residual heat in the material from extrusion. During inline annealing, the workpiece passes through a slow cooling zone while heaters, in line with extruders, add calories. While not as effective as air annealing, this process provides quicker speeds and lower costs.
At ECOREPRAP, we use annealing oven for annealing plastic parts. With rich annealing plastic experience, we know how to machine your parts with tight tolerance.
We have discussed the situations that need plastic anneal. Some plastics for CNC machining may need to anneal more frequently than others.
Most manufacturers of stock shapes anneal their products to alleviate stress. However, additional annealing may be necessary during the machining of parts with tight tolerances to relieve machined-in stresses, particularly after significant machining cuts. Typically, annealing of machined parts occurs before the final light finishing or polishing cuts.

Air Annealing:
For DELRIN®, air annealing is best carried out in ovens with circulating air, capable of maintaining a uniform air temperature controllable to within +2°C. In air, achieving the same degree of annealing takes one hour at 160°C, as compared to 30 minutes in oil at the same temperature. This is because heat transfer occurs more slowly in air than in oil. The recommended annealing time is 30 minutes for part heat-up to 160 + 2°C, and then an additional 5 minutes for each 1 mm of wall thickness.
Oil Annealing:
Recommended oils include “Primol” 342 and “Ondina” 33 or other refined annealing oils. Parts can be annealed at a “part” temperature of 160° + 2°C. The annealing time at 160°C is 5 minutes per 1 mm of wall thickness after the parts reach the annealing bath temperature (15-20 min). Adequate agitation is essential to ensure a uniform bath temperature and prevent localized overheating of the oil, which could lead to deformation or melting of the parts.
During annealed parts’ removal from the annealing chamber, they should be gradually cooled to room temperature without disturbance. Stacking or piling, which might deform the still-hot parts, should be postponed until the parts are cool to the touch.
Below are steps to anneal or stress-relieve Delrin with air annealing.
1 Place parts in an air-circulating oven to ensure proper air circulation around them.
2 Heat the oven to 300°F with a maximum heating rate of 20°F per hour.
3 Maintain the oven temperature at 300°F for 30 minutes plus an additional 15 minutes for every 1/8” of cross-section.
4 Cool the oven to 150°F over 15 hours, with a maximum cooling rate of 10°F per hour.
5 Turn off the oven and allow it to cool to room temperature before removing parts.
PEEK plastic machining poses challenges due to the necessary preparations the material must undergo before the machining process can take place. Given the specific properties of PEEK plastic, it requires annealing before it can be shaped and sized according to requirements. Annealing involves the application of heat to the plastic to soften it and relieve internal stresses. This crucial step enhances PEEK machinability, preventing the development of surface cracks, imperfections, and weak points.
The challenge lies in achieving the right temperature to soften the PEEK without reaching its melting point (649.4°F). Annealing in PEEK machining is not a one-time procedure; for longer processes, multiple annealing instances may be required to ensure the absence of cracks and stress damage. Below are steps to anneal or stress-relieve PEEK.
1 Place parts in an air-circulating oven to allow air circulation around them.
2 Heat the oven to 300°F with a maximum heating rate of 20°F per hour.
3 Hold the oven temperature at 300°F for 120 minutes, adding 30 minutes for every 1/8″ of cross-section.
4 Heat the oven to 390°F with a maximum heating rate of 20°F per hour.
5 Hold the oven temperature at 390°F for 2 hours, adding 3 minutes for every 1/8″ of cross-section.
6 Cool the oven to 150°F over 25 hours with a maximum cooling rate of 10 per hour.
7 Turn off the oven and allow it to cool to room temperature before removing parts.
Annealing polycarbonate parts involves heating the part to just below its glass transition (Tg) temperature to alleviate internal stress generated during CNC machining. Below are steps to anneal or stress relieve Polycarbonate.
1 Place parts in an air-circulating oven to ensure proper air circulation around them.
2 Heat the oven to 250°F with a maximum heating rate of 20°F per hour.
3 Maintain the oven temperature at 250°F for 30 minutes plus an additional 15 minutes for every 1/8” of cross-section.
4 Cool the oven to 150°F over 10 hours, with a maximum cooling rate of 10°F per hour.
5 Turn off the oven and allow it to cool to room temperature before removing parts.
Annealing acrylic is a stress-relieving process involving heating followed by slow cooling. Here are the steps:
1 Anneal sheets and fabricated parts in a forced air-circulating oven to ensure uniform heating and proper ventilation. Maintain an air velocity of approximately 1 m/s. Temperature control should be within ±6°C.
2 Preheat the oven to 80°C, just below the deflection temperature of ACRYLITE®. Avoid higher temperatures to reduce the risk of warpage.
3 Place the part in the oven, considering the use of jigs to support thermoformed parts in case of relaxation.
4 Maintain the annealing temperature for 2 hours for parts 6.0 mm and thinner. For thicknesses above 6.0 mm, divide the millimeter thickness by 3 (refer to the annealing chart for details).
5 Turn off the oven or run a ramped cooling cycle down to at least 60°C. Avoid removing the part too soon, as it can offset the positive effects of annealing. Cool for at least 2 hours. For thicknesses above 8.0 mm, divide the millimeter thickness by 4.
Annealing/Stress Relieving Procedures for Nylon:
1 Place parts in an air-circulating oven to ensure proper air circulation around them.
2 Heat the oven to 320°F with a maximum heating rate of 20°F per hour.
3 Maintain the oven temperature at 320°F for 30 minutes plus an additional 15 minutes for every 1/8 of the cross-section.
4 Cool the oven to 150°F over 15 hours, with a maximum cooling rate of 10°F per hour.
5 Turn off the oven and allow it to cool to room temperature before removing parts.
Thermoplastics are susceptible to stress cracking and premature part failure when subjected to high heat and tensile load. Hence, annealing is a crucial step to achieve a quality, precision-machined part from the stock shape. This process significantly minimizes the risk of stress-related issues caused by the heat generated during machining HDPE/UHMWPE and other polymers. Our machinists utilize computer-controlled annealing ovens to ensure the highest quality precision machining.
In general, HDPE/UHMWPE should undergo the following annealing process:
1 Heat the material between 135°C to 138°C in an oven or a liquid bath of silicone oil or glycerine.
2 Cool it down at a rate of 5°C per hour to at least 65°C.
3 Wrap it in an insulating blanket for 24 hours to bring it to room temperature.
This annealing procedure is essential for achieving optimal mechanical properties and preventing stress-related issues in the final precision-machined UHMWPE parts.