
Below are the advantages of CNC polycarbonate parts.
The refractive index of a transparent PC is 1.548, which is high.
A higher refractive index indicates that PC has pronounced optical effects. This makes polycarbonate widely used in optical transparent components and devices.
PC still maintains its transparency after it’s colored.
For a transparent PC, it can transmit approximately 88% of the light through it.
High transmittance properties make PC suitable for applications where optical clarity and transparency are crucial such as optical lenses, windows, and other transparent components in different industries.

Polycarbonate is renowned for its exceptional impact resistance and toughness, allowing it to effectively withstand external impacts, cracks, and fractures.
It maintains its toughness consistently across a broad temperature range, from -20°C to 140°C. Consequently, polycarbonate is ideal for machined parts that demand superior reliability and durability.
It is a highly impact-resistant thermoplastic, meaning it can withstand significant external forces and impacts without breaking or shattering easily.
PC sheets do not break when bent at 90 degrees, while acrylic sheets break quickly when bent. Watch this video(min.2-min.3) to get a comparison experiment between PC and acrylic bending and drilling.
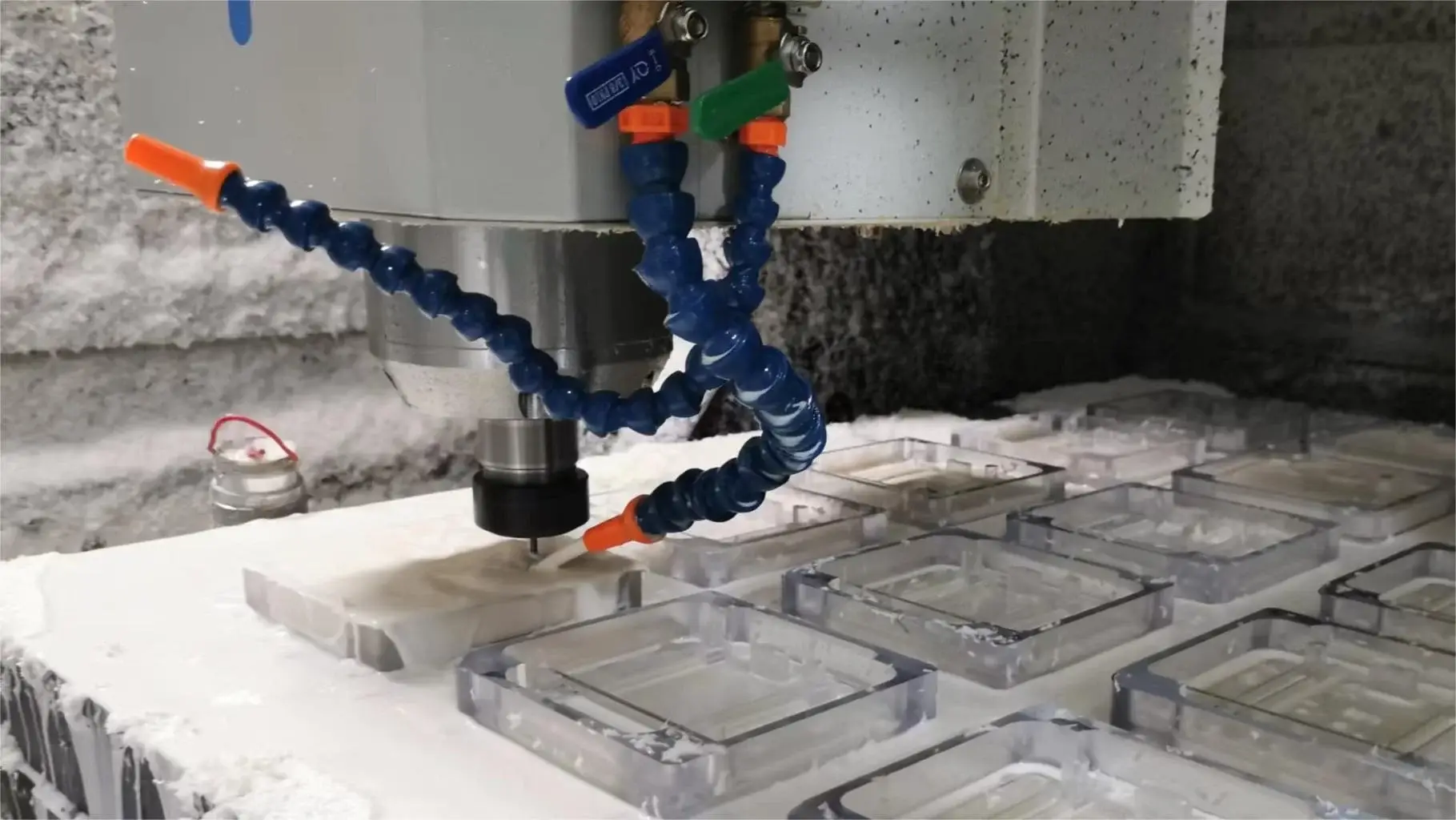
Polycarbonate can be cut, drilled, milled, turned, and engraved easily. Due to its heat resistance and durability, PC is considered to be a highly machinable material.
Due to PC’s low shrinkage of 0.6%-0.9%, PC is dimension stable and shrinkage resistant.

The density of PC is about 1.2g/cm³, which makes PC a lightweight material.
Though CNC polycarbonate parts have many advantages, there are also some limitations.
Compared with other plastics, PC is softer and more susceptible to scratches. Coating or other surface treatments can be applied to enhance scratch resistance.
When exposed to prolonged sunlight or UV radiation, PC will degrade. This can lead to yellowing or loss of transparency over time.
PC can be sensitive to certain chemicals, such as some cleaning agents with abrasive components or solvents. Exposure to incompatible chemicals may result in surface damage or degradation.
PC is more expensive than most of general plastics. However, its durability and impact resistance often justify the cost in applications where these properties are crucial.
Thanks to the high clarity, excellent impact resistance and good strength, polycarbonate machined parts have a wide application in different industries like medical devices, automotive, aerospace, and electronics. Below are some typical parts applications.
Car lighting systems
Shatter-proof windows
Military fighter jet canopies
Laboratory lenses
Covers and housings
Mechanical Components
Face Shields
Safety helmets

Polycarbonate is a highly machinable plastic. It is suitable for CNC milling, CN turning, CNC drilling, CNC engraving and bending.
PC materials are suitable for CNC milling, which means that they can be cut, engraved, and machined with high precision using computer numerical control (CNC) technology. This allows PC to be used in a wide range of applications when manufacturing complex-shaped parts or products.
PC is also suitable for CNC turning, where various shapes of parts can be produced by rotating the workpiece and cutting with a tool.CNC turning is very effective in producing axisymmetric parts.
PC materials can be accurately drilled by CNC drilling. This is useful for manufacturing parts or assemblies with complex hole structures.
Using CNC engraving technology, fine patterns, text or markings can be realized on PC surfaces. This is important for customized products or applications that require marking.
PC is flexible when heated, so it can be bent into desired shapes through the thermal bending process for applications that require curved designs.

As machined, anti-scratch coatings and vapor polishing treatment are three common surface treatments for cnc polycarbonate parts.
The surface of the CNC-machined transparent PC is matte and tool marks can be seen. Usually Ra is 3.2.

PC are relatively prone to scratches. We can apply some coating on the CNC machined parts to improve its scratch resistance.
Many of the applications of CNC machined PC parts are closely related to their high transparency and light transmission.
For optically clear components application, CNC machined polycarbonate must be buffed, manually polished and vapor polished to get high transparency.
Buffing and manually polishing the basic jobs before vapor polishing.
Buffing:
Buffing is a mechanical method that utilizes the force of a cotton polishing wheel rotating at high speed to polish a surface. It is highly efficient and particularly suitable for polishing large parts with simple external surfaces.
Manual Polishing:
Manual polishing is traditional and more dependent on the experience of the worker.
Sandpaper is a commonly used tool in manual polishing.
At first, the surface is polished with sandpaper with larger particles, and then gradually changed to sandpaper with smaller particles. The mesh was reduced from 100 mesh to 1800 mesh.
The purpose of buffing and manual polishing is to remove tool marks or blemishes.
After buffing and manual polishing, the PC surface can get a higher gloss.
To get better transparency, we need to clean the polished PC parts carefully with soapy water and pure water, leave them in the air to dry naturally and prepare for vapor polishing.
Vapor Polishing:
CNC-machined polycarbonate vapor polishing is a surface treatment process by exposing the PC parts surface to a specific solvent steam environment.
The surface is treated with the chemical steams to further eliminate surface defects, improve transparency, and provide a more uniform and smooth overall outer and inner surface.
Vapor polishing is used when highly transparent polycarbonate parts are required, especially those with complex features.
Learn vapor polishing of polycarbonate and acrylic step-by-step.

CNC milling and CNC turning are the two common processes of creating precise CNC parts.
Below are 7 useful tips to get an accurate component.
Due to the contentious tool-to-substrate rubbing during CNC machining, there will be heat generated. When drilling deep holes and cuts, there will more more heat.
To improve the machined parts’ surface finish and keep the tolerance within limit, the frictional heat shall be reduced by coolants.
There are three types of coolants for plastic machining: air, misting system and flood coolants.
For polycarbonate CNC machining, non-aromatic, water-soluble flood coolant is recommended, because they are most suitable for ideal surface finishes and close tolerances.
For plastics CNC machining, Trim 9106CS and Polycut coolants are always suitable.
Learn more about materials achievable CNC machining tolerance in this blog.
To achieve high-quality polycarbonate CNC machining, the right cutter and keeping it sharp is the priority.
Use a single-edged carbide(HSS) cutter and choose the right diameter.
Below the table is the cutter diameter suggestion for different PC sheet thickness milling.
| PC Sheet Thickness | Cutter Diameter |
|---|---|
| 5mm | Max. 4mm |
| 5-10mm | 6mm |
| >10mm | 8-10mm |
During polycarbonate milling, there will be chips generated which may leave scratches on the surface, affecting the finish of the machined parts.
Always use the air gun or vacuum cleaner to blow the chips away.
An effective chip removal mechanism is also important to get high-quality CNC machining of polycarbonate parts.
Suitable feed rate and cutting speed are the keys to getting precise polycarbonate CNC parts.
Cutting speed is the feet per minute that the tool bit passes over the workpiece.
Feed rate is the rate a milling tool moves through the material being cut.
Blunt tools, deep cuts, and a lack of coolants will reduce the feed rate.
Polycarbonate are best routed with lower spindle speeds ranging from 12,000 rpm to 18,000 rpm along with a high feed speed.
Read more about PC milling speed talk here.
Machining Polycarbonate in Practicalmachinist
Machining Polycarbonate in CNCZone

During CNC machining, chatter may occur unexpectedly.
Chatter usually occurs at high cutting speeds, in unstable cutting conditions, or when the tool is worn out.
For a thicker PC sheet, you may have to mill it in several steps to get a clean edge finish.
In one go, you can mill 5mm at maximum.
To give a cleaner milling edge, always mill against the direction of rotation of the cutter.
Mill 10mm in two steps and larger panel thickness in four steps.
Reduce the cutter speed at the fourth time to get a better edge finish.
Polymers like polycarbonate (PC) are susceptible to stress cracking and premature part failure under high temperatures and tensile loads.
Therefore, the annealing process is critical if you want quality, precision-machined parts from the original shape.
The annealing process greatly reduces the possibility of these stresses being caused by the heat generated when processing PC and other polymers.
By following the above 7 tips, you can get polycarbonate CNC milling easily. Some companies machine metals and plastics on the same CNC machines, which has bad outcomes for machined plastics, because the coolant and cutter are different.
Plastic parts may develop surface cracks and warp over time due to exposure to metal machine shop fluids.
To get polycarbonate CNC service, be sure to use a facility that produces polymers and metals with different CNC machines.


5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.
Below are some advantages of CNC polycarbonate parts.
1 Optical clarity
The refractive index of a transparent PC is 1.548, which is high. A higher refractive index indicates that PC has pronounced optical effects. This makes polycarbonate widely used in optical transparent components and devices. PC still maintains its transparency after it’s colored.
2 High transmittance
For a transparent PC, it can transmit approximately 88% of the light through it. High transmittance properties make PC suitable for applications where optical clarity and transparency are crucial such as optical lenses, windows, and other transparent components in different industries.
3 High strength and hardness
Polycarbonate is renowned for its exceptional impact resistance and toughness, allowing it to effectively withstand external impacts, cracks, and fractures. It maintains its toughness consistently across a broad temperature range, from -20°C to 140°C. Consequently, polycarbonate is ideal for machined parts that demand superior reliability and durability.
4 Excellent toughness
It is a highly impact-resistant thermoplastic, meaning it can withstand significant external forces and impacts without breaking or shattering easily. PC sheets do not break when bent at 90 degrees, while acrylic sheets break quickly when bent. Watch this video(min.2-min.3) to get a comparison experiment between PC and acrylic bending and drilling.
5 High machinability and dimensional stability
Polycarbonate can be cut, drilled, milled, turned, and engraved easily. Due to its heat resistance and durability, PC is considered to be a highly machinable material.
Due to PC’s low shrinkage of 0.6%-0.9%, PC is dimension stable and shrinkage resistant.
6 Lightweight
The density of PC is about 1.2g/cm³, which makes PC a lightweight material.
Though CNC polycarbonate parts have many advantages, there are also some limitations.
1 Scratch susceptibility
Compared with other plastics, PC is softer and more susceptible to scratches. Coating or other surface treatments can be applied to enhance scratch resistance.
2 UV sensitivity
When exposed to prolonged sunlight or UV radiation, PC will degrade. This can lead to yellowing or loss of transparency over time.
3 Chemical Sensitivity
PC can be sensitive to certain chemicals, such as some cleaning agents with abrasive components or solvents. Exposure to incompatible chemicals may result in surface damage or degradation.
4 Cost
PC is more expensive than most of general plastics. However, its durability and impact resistance often justify the cost in applications where these properties are crucial.
Thanks to the high clarity, excellent impact resistance and good strength, polycarbonate machined parts have a wide application in different industries like medical devices, automotive, aerospace, and electronics. Below are some typical parts applications.
Car lighting systems
Shatter-proof windows
Military fighter jet canopies
Laboratory lenses
Covers and housings
Mechanical Components
Face Shields
Safety helmets
Polycarbonate is a highly machinable plastic. It is suitable for CNC milling, CN turning, CNC drilling, CNC engraving and bending.
CNC Milling: PC materials are suitable for CNC milling, which means that they can be cut, engraved, and machined with high precision using computer numerical control (CNC) technology. This allows PC to be used in a wide range of applications when manufacturing complex-shaped parts or products.
CNC Turning: PC is also suitable for CNC turning, where various shapes of parts can be produced by rotating the workpiece and cutting with a tool.CNC turning is very effective in producing axisymmetric parts.
CNC Drilling: PC materials can be accurately drilled by CNC drilling. This is useful for manufacturing parts or assemblies with complex hole structures.
CNC Engraving: Using CNC engraving technology, fine patterns, text or markings can be realized on PC surfaces. This is important for customized products or applications that require marking.
Bending: PC is flexible when heated, so it can be bent into desired shapes through the thermal bending process for applications that require curved designs.
As machined, anti-scratch coatings and vapor polishing are three common surface treatments for cnc polycarbonate parts.
As machined: The surface of the CNC-machined transparent PC is matte and tool marks can be seen.
Scratch-resistant coating: PC are relatively prone to scratches. We can apply some coating on the CNC machined parts to improve its scratch resistance.
Vapor polishing: Many of the applications of CNC machined PC parts are closely related to their high transparency and light transmission. For optically clear components application, CNC machined polycarbonate must be buffed, manually polished and vapor polished to get high transparency. Buffing and manually polishing the basic jobs before vapor polishing.
Buffing is a mechanical method that utilizes the force of a cotton polishing wheel rotating at high speed to polish a surface. It is highly efficient and particularly suitable for polishing large parts with simple external surfaces.
Manual polishing is traditional and more dependent on the experience of the worker. Sandpaper is a commonly used tool in manual polishing. At first, the surface is polished with sandpaper with larger particles, and then gradually changed to sandpaper with smaller particles. The mesh was reduced from 100 mesh to 1800 mesh.
The purpose of buffing and manual polishing is to remove tool marks or blemishes. After buffing and manual polishing, the PC surface can get a higher gloss. To get better transparency, we need to clean the polished PC parts carefully with soapy water and pure water, leave them in the air to dry naturally and prepare for vapor polishing.
CNC machined polycarbonate vapor polishing is a surface treatment process by exposing the PC parts surface to a specific solvent steam environment. The surface is treated with the chemical steams to further eliminate surface defects, improve transparency, and provide a more uniform and smooth overall outer and inner surface. Vapor polishing is used when highly transparent polycarbonate parts are required, especially those with complex features.
CNC milling and CNC turning are the two common forms to create precise CNC parts. Below are 7 useful tips to get an accurate component.
Due to the contentious tool-to-substrate rubbing during CNC machining, there will be heat generated. When drilling deep holes and cuts, there will more more heat. To improve the machined parts’ surface finish and keep the tolerance within limit, the frictional heat shall be reduced by coolants.
There are three types of coolants for plastic machining, air, misting system and flood coolants. For polycarbonate CNC machining, non-aromatic, water-soluble flood coolant is recommended, because they are most suitable for ideal surface finishes and close tolerances.
For plastics CNC machining, Trim 9106CS and Polycut are always suitable.
To achieve high-quality polycarbonate CNC machining, the right cutter and keeping it sharp is the priority. Use a single-edged carbide(HSS) cutter and choose the right diameter.
Below the table is the cutter diameter suggestion for different PC sheet thickness milling.
PC sheet thickness | 5mm | 5-10mm | >10mm |
Cutter diameter | Max.4mm | 6mm | 8-10mm |
During polycarbonate milling, there will be chips generated which may leave scratches on the surface, affecting the finish of the machined parts. Always use the air gun or vacuum cleaner to blow the chips away. An effective chip removal mechanism is also important to get high-quality CNC machining of polycarbonate parts.
Suitable feed rate and cutting speed are the keys to getting precise polycarbonate CNC parts.
Cutting speed is the feet per minute that the tool bit passes over the workpiece. Feed rate is the rate a milling tool moves through the material being cut. Blunt tools, deep cuts, and a lack of coolants will reduce the feed rate.
Polycarbonate are best routed with lower spindle speeds ranging from 12,000 rpm to 18,000 rpm along with a high feed speed.
Read more about PC milling speed talk here.
Machining Polycarbonate in Practicalmachinist
Machining Polycarbonate in CNCZone
During CNC machining, chatter may occur unexpectedly. Chatter is a vibration where the machine or the workpiece vibrates. Sometimes, it will generate a distinctive loud noise.
The vibration can lead to unsteady contact between the tool and the workpiece, generating irregular cutting forces, and affecting the machining quality and the machined parts’ surface smoothness.
Chatter usually occurs at high cutting speeds, in unstable cutting conditions, or when the tool is worn out. The following are some of the reasons why chatter may occur:
Unstable cutting parameters: Chatter can occur if the cutting speed, feed rate or depth of cut are not set correctly.
Inadequate machine stiffness: Inadequate machine stiffness can cause the machine to vibrate under cutting loads, which in turn can cause chatter.
Tool wear: Tool wear changes the distribution of cutting forces and can cause chatter.
Poor workpiece holding: If the workpiece is not held securely, this can also cause vibration problems.
Effective management and control of chatter is an important task in CNC machining. The following measures are usually taken:
Optimize cutting parameters to ensure they are within reasonable limits.
Use more rigid tools and tool-holding systems.
Regularly inspect and replace worn tools.
Improve the machine tool’s rigidity and stability.
Ensure that the workpiece is clamped securely and firmly.
For a thicker PC sheet, you may have to mill it in several steps to get a clean edge finish. In one go, you can mill 5mm at maximum. To give a cleaner milling edge, always mill against the direction of rotation of the cutter. Mill 10mm in two steps and larger panel thickness in four steps. Reduce the cutter speed at the fourth time to get a better edge finish.
Polymers like polycarbonate (PC) are susceptible to stress cracking and premature part failure under high temperatures and tensile loads. Therefore, the annealing process is critical if you want quality, precision-machined parts from the original shape.
At ECOREPRAP, the annealing process greatly reduces the possibility of these stresses being caused by the heat generated when processing PC and other polymers. Our machinists use computer-controlled annealing furnaces for the highest quality precision machining.
By following the above 7 tips, you can get polycarbonate CNC milling easily. Some companies machine metals and plastics on the same CNC machines, which has bad outcomes for machined plastics, because the coolant and cutter are different. Plastic parts may develop surface cracks and warp over time due to exposure to metal machine shop fluids.
To get polycarbonate CNC service, be sure to use a facility that produces polymers and metals with different CNC machines.






