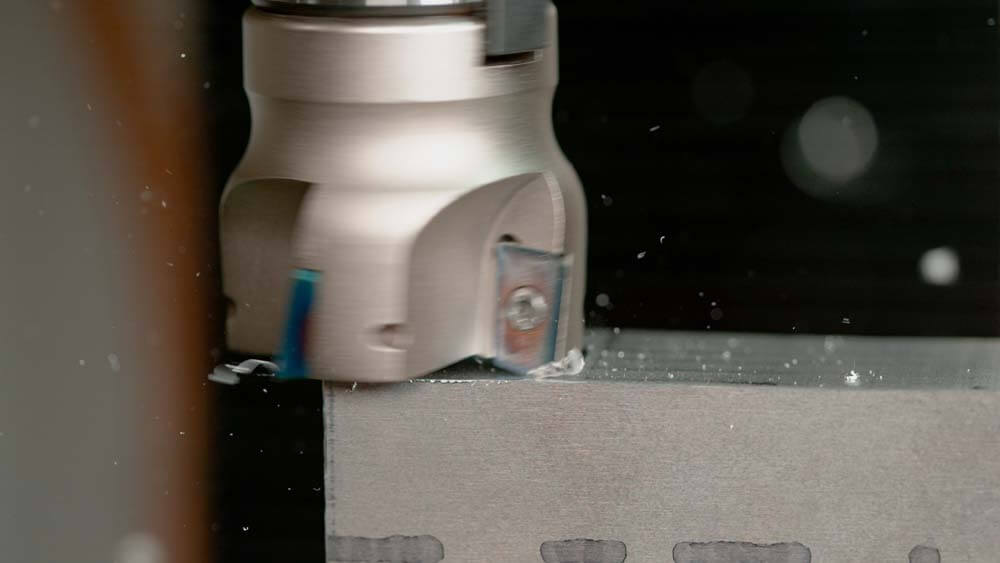
CNC face milling is a machining process in which a cutter is placed perpendicular to a workpiece – a “face down” position. When a mill is launched, the cutting edges remove material off the workpiece’s external surface.
Manufacturers use a rotating milling cutter to perform face milling. The working principle is moving a spindle in a horizontal direction from the outside of the stock. So, a cutter removes all the material at a specified depth.
The selection of tooling for face milling is probably, the most interesting aspect of the entire process and has some nuances to consider. Let’s review common types of cutters and entering angles.
Here are the cutting tools you may choose from:
Among the mentioned tools, end mills, face mills, and fly cutters are used for face milling conventionally. Other types of tooling can be adapted to suit such purposes but only as complementary tooling.

The second vital consideration after choosing a cutter is an entering angle, i.e., the angle between a leading cutting edge and the workpiece surface. It is also called a direction of cutting forces, and it majorly affects chip thickness and tooling life. You can see what cutters with different entering angles look like in the image below and the comparison of the angles in the table.
Since there are multiple options to combine particular tools and face milling operations, you may need some explanations on how to choose one. Here are some factors to pay attention to while making a decision:
You can decide on the choice of a face milling process alone. But do not forget to select an appropriate cutter with a sufficient entering angle as well as per the characteristics above.
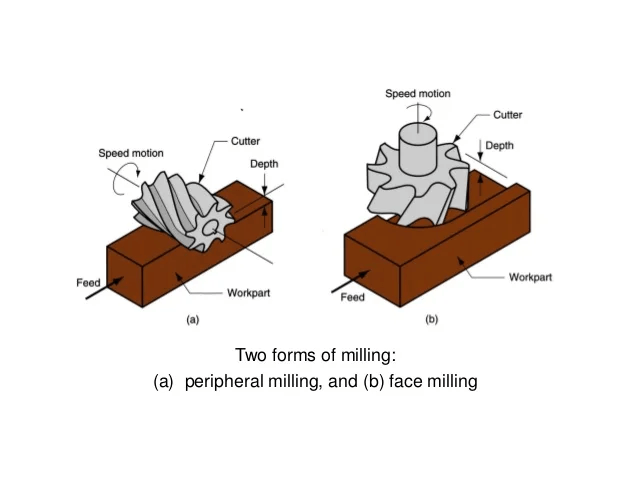
Peripheral milling is another machining process that can produce wide, flat surfaces. Unlike face milling, it requires a parallel tool positioning to grind material away at the top of a workpiece’s surface. The main difference is that peripheral milling engages the sides of a cutter rather than just its tip. So, peripheral milling is more effective for heavy-duty types of work due to a deeper level of material removal.
Here is a comparison of the face and peripheral milling based on several factors:
| Factor | Face milling | Peripheral milling |
|---|---|---|
| Placing of a cutter | cutter is positioned perpendicular to a workpiece | cutter is positioned parallel to a workpiece |
| Versatility | Superior, with the support of intricate designs | Moderate, as extremely limited in creation of designs |
| Productivity | Moderate to high level of efficiency | Superior level of efficiency |
| Precision | Can achieve a superior level of accuracy in some processes | Is rather a rough process, but still offers a good smoothness of flat surfaces made |
| Suitability for heavy-duty machining | Suitable enough | Extremely suitable |
| Suitability for machining thin-walled components | Suitable | Cannot be used for this purpose in the vast majority of cases |
| Compatible milling machines | Both horizontal and vertical spindle centers | Horizontal spindle centers only |
The point here is that these operations can hardly replace each other. So, you most likely will need to apply both procedures. Take a look at what they may look like in the image below.