3. Common Types of Tolerances in CNC Machining
The next point to discuss is common types of tolerances in computer-controlled machining. Their understanding is vital not to be confused when someone’s beginning to speak about acceptance criteria and tolerance bands in a manner you are not used to.
1. Standard Tolerances
Standard tolerance is also referred to as engineering tolerance. It is a variation with which an equipment unit can operate in a broad sense. In CNC machining, it is an error in a workpiece’s dimensions.
An International Tolerance grade provides a general classification of CNC machines, or their tooling, by the tolerance they are designed for. Here is the list of tolerances that can define the grade of a CNC machine (equipped with cutting tools or without).
- ±0.2″ or ± 5,08 mm.
- ±0.01″ or 0,254 mm.
- ±0.005″ or 0,127 mm.
- ±0.0005″ or 0,0127 mm.
As such, a supplier may claim that its automated machine has an accuracy of 0.1 mm. It is a typical variance that most CNC machine types, such as mills, lathes, etc., operate with. As you can observe, 0.1 mm. suits grade 3, based on the above scale.
Specifications regarding the basis of tolerances, deviations, and fits, are detailed in the normative international guide called ISO 286-1:2010.
Alternatively, you may use the scale detailed below that considers machine variances and the linear dimension. Linear dimension range is basically the dimensions of a part being machined.

2. Bilateral Tolerances
This one is simple. Bilateral tolerance is the zone formed by equal distribution of the acceptable variance in both dimensions. In other words, it is the permitted error or deviance, which can be accepted regardless of the direction in which the error occurred. You can see the way it works in the infographics below.
 In the basic example, the manufacturer may give a workpiece to cut a hole. Dimension of the hole, i.e., diameter, is, for instance, equal to 30 mm. Criteria of acceptance is 0.1 mm. It means that according to bilateral tolerances, any diameters between 29.95 and 30.05 are acceptable.
In the basic example, the manufacturer may give a workpiece to cut a hole. Dimension of the hole, i.e., diameter, is, for instance, equal to 30 mm. Criteria of acceptance is 0.1 mm. It means that according to bilateral tolerances, any diameters between 29.95 and 30.05 are acceptable.
The crucial point is that upper and lower limits are distributed from given dimensions equally.
3. Unequally Disposed Tolerances
Typically, limits for each direction are indicated in specifications for a particular component. For instance, the diameter of a hole to be drilled is 30.0 mm. and the tolerance required is 0.1 again. Upper and lower limits may look like 29.99 and 30.09, or 29.93 and 30,03, respectively, or anything like this.
The crucial point is that the upper and lower limits are not distributed from given dimensions equally.
4. Unilateral Tolerances
Unilateral tolerances also should be mentioned in the specifications for a component, as any manufacturer sticks to bilateral tolerances within an equipment unit’s standard errors. Unless otherwise is not mentioned.
A respective example is the 30 mm. diameter hole. Tolerance is 0.1 mm one more time. In this case, upper and lower limits would be either 29.9 mm. and 30.0 mm., or 30.0 mm. and 30.1 mm., respectively.
The crucial point is that the entire distribution is allowed in one direction only, while in the other one any error is not acceptable et al.

5. Limit Tolerances
You may have heard of limit tolerances as of hole & shaft tolerances. Basically, this system divides standard errors into two categories: hole and shaft. They are given particular labels, with which you can familiarize yourself from the infographics below.
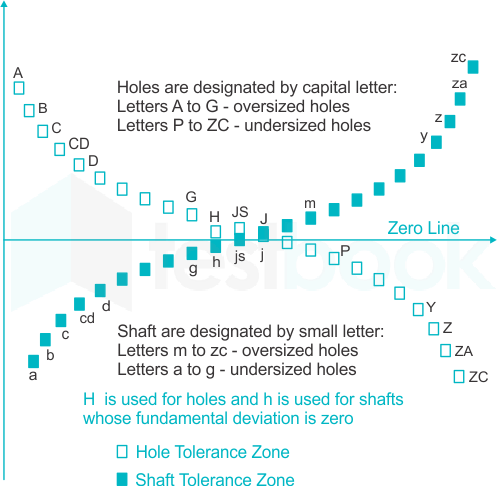
The thing is, these standards needed to fit parts in each other. For this purpose, the dimensions of a hole are always larger than the ones of shafts. For instance, it may be requested that the base dimension of a hole is 30.0 mm., and upper and lower limits are 30.0 mm. and 30.1 mm. only.
At the same time, a shaft required may be 30 mm. in diameter, and its upper and lower limits would be 29.9 and 30.0 mm only. It is done for the purpose that a shaft is always smaller than a hole because any machine unit is mistaken to a defined extent. But, this mistake will only help fit the shaft in a hole.
The crucial point is that a hole is always permitted to be slightly higher in size than basic requirements demand, while a shaft is slightly lower in size.
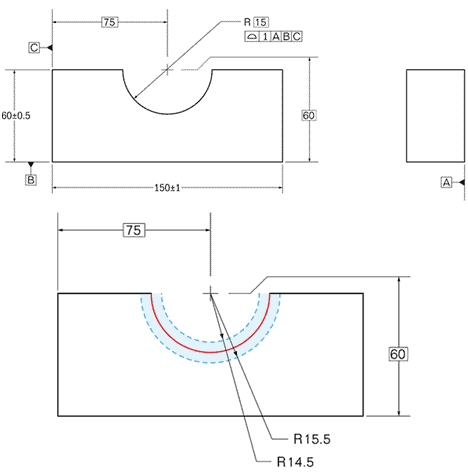
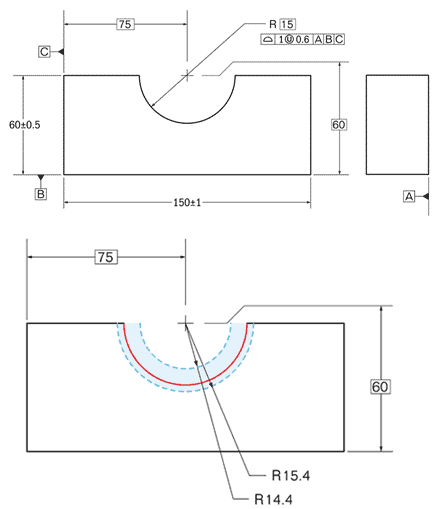
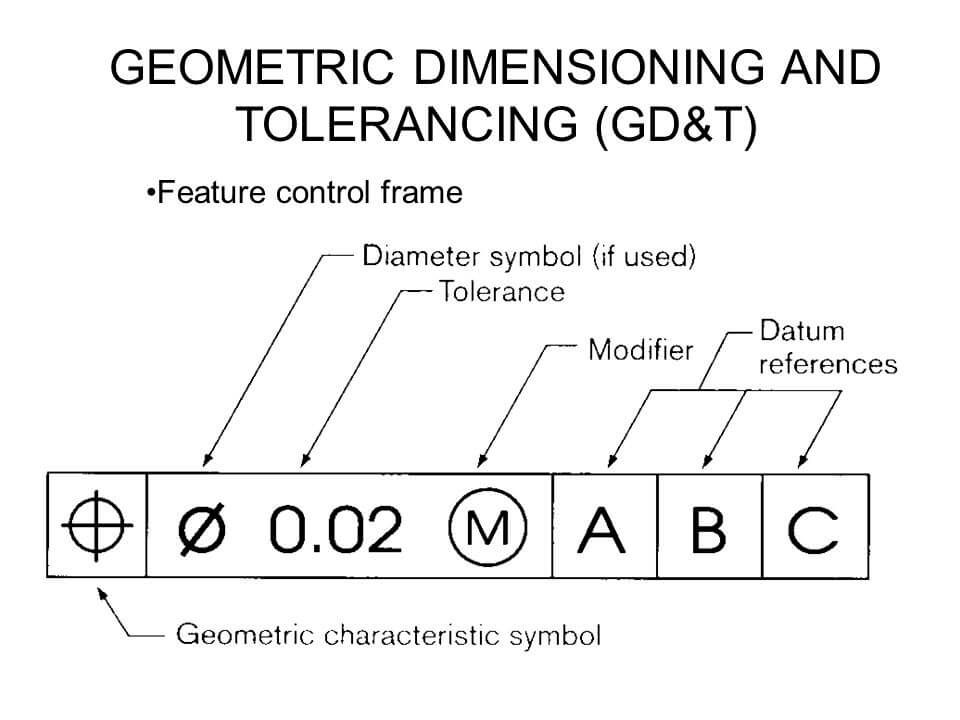
6. Geometric Dimensioning and Tolerancing
In common sense, geometric dimensioning and tolerancing (GD&T) do not define particular variances from the base dimension. It rather assists in indicating such tolerances in specifications.
GD&T is a system that incorporates symbols that define geometric characteristics of a component, its modifiers, tolerances, and datum references (a particular line, point, or axis). You can see an example of a coded requirement for a component to be manufactured in the infographics below.
Reference Post: 4 Types of CNC Machining Offset You Need to Know