Titanium alloys offer exceptional specific strength, enabling CNC titanium parts to achieve steel-level strength at nearly half the weight—ideal for aerospace, motorsports, and high-performance applications.

Titanium is not one material—grade selection matters. Titanium alloys vary significantly by microstructure (α, α+β, β). Ti-6Al-4V (Grade 5 / TC4) is the safest and most versatile choice for CNC machining.

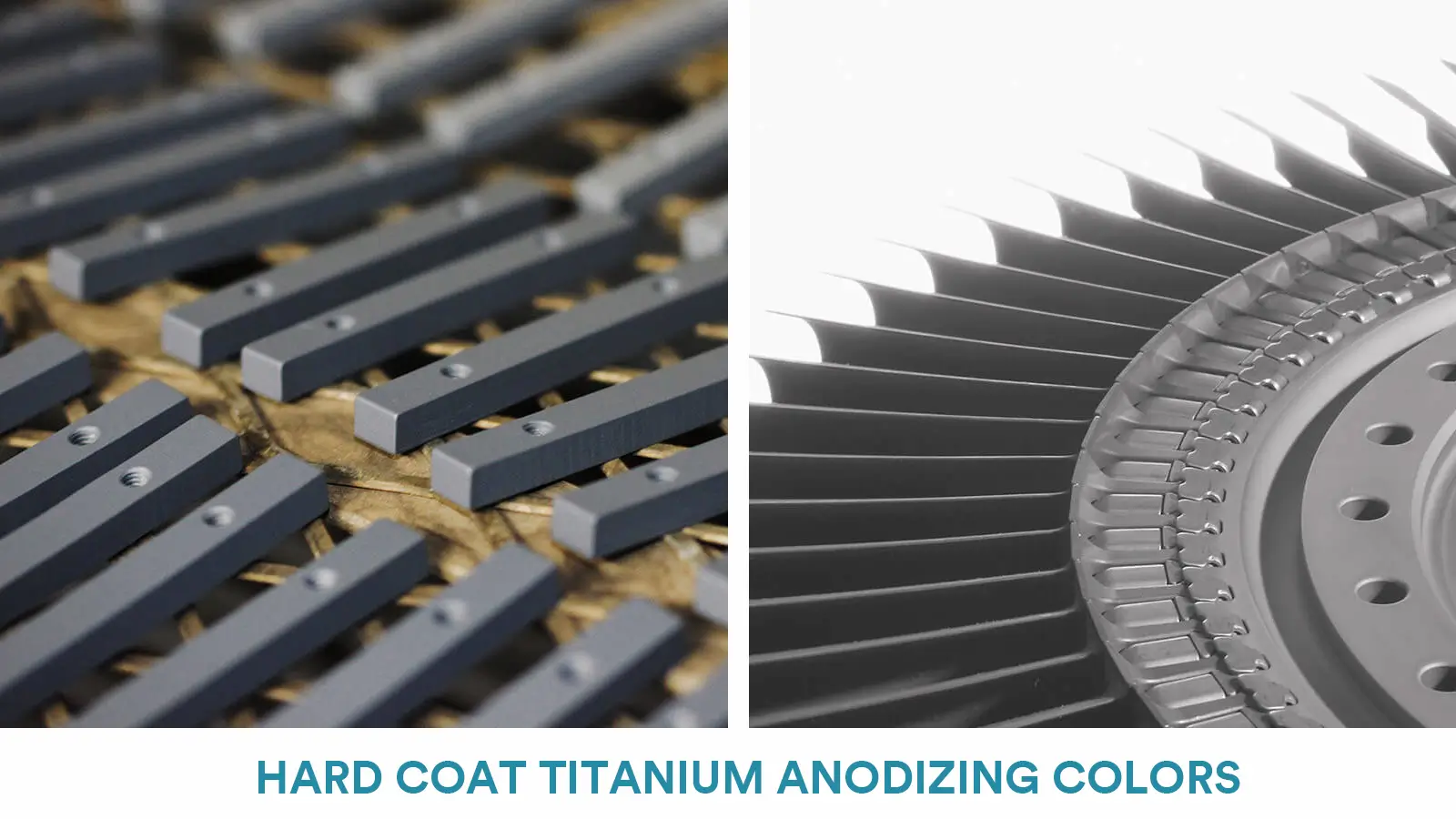
Titanium anodizing is classified into Type I, Type II and Type III, each serving distinct purposes. The anodizing process grows a dense TiO₂ layer on titanium surfaces, with thickness controlled by voltage, determining both color and surface stability.

The main surface treatment options for CNC titanium parts include bead blasting, anodizing, micro-arc oxidation (MAO), polishing, and physical vapor deposition (PVD).

From aerospace and deep-sea applications to medical devices and advanced robotics, titanium continues to solve material challenges that conventional metals cannot.
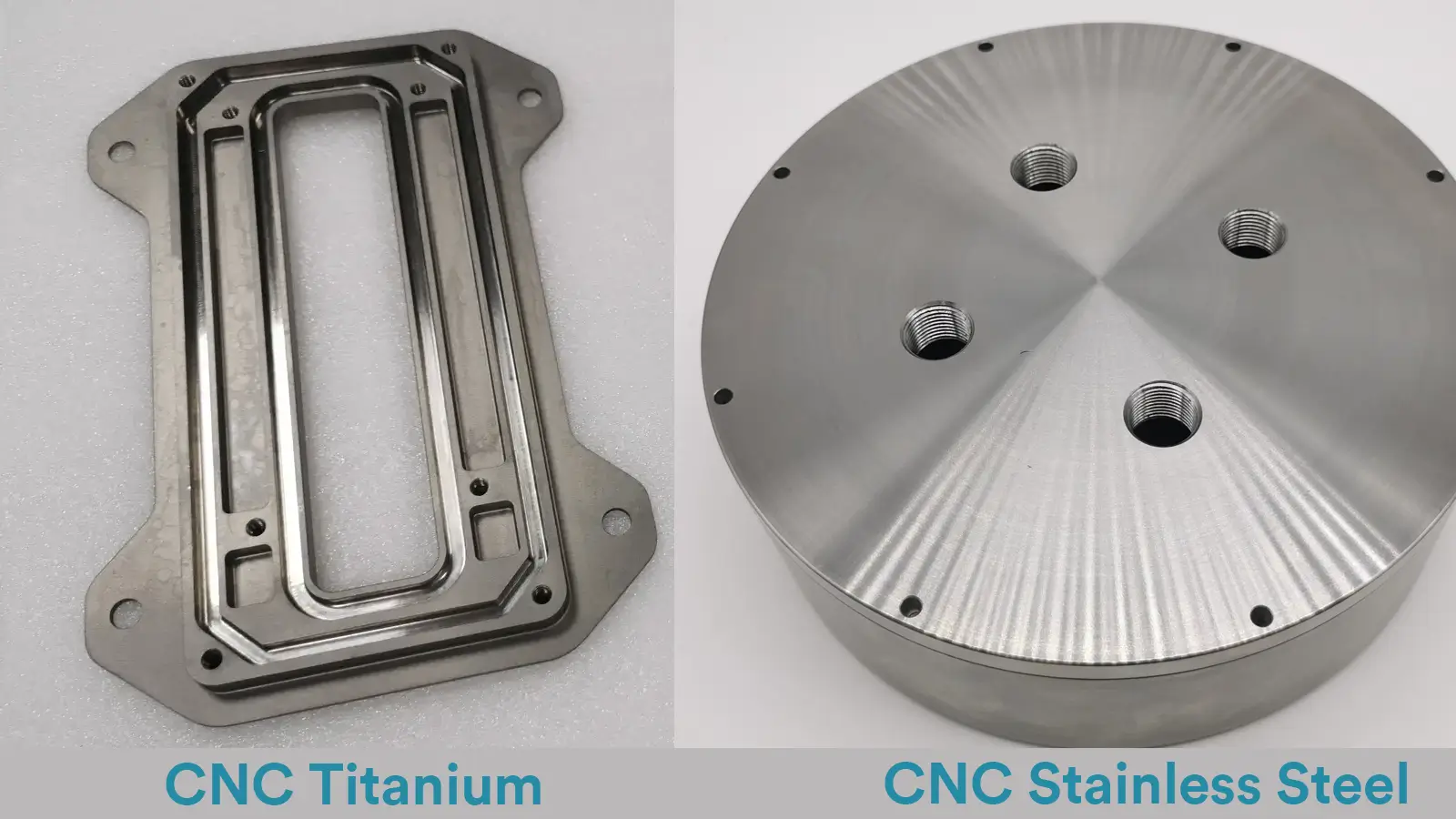
Titanium is ideal for weight-critical, corrosive, and long-life applications, while stainless steel remains the most economical and robust choice.
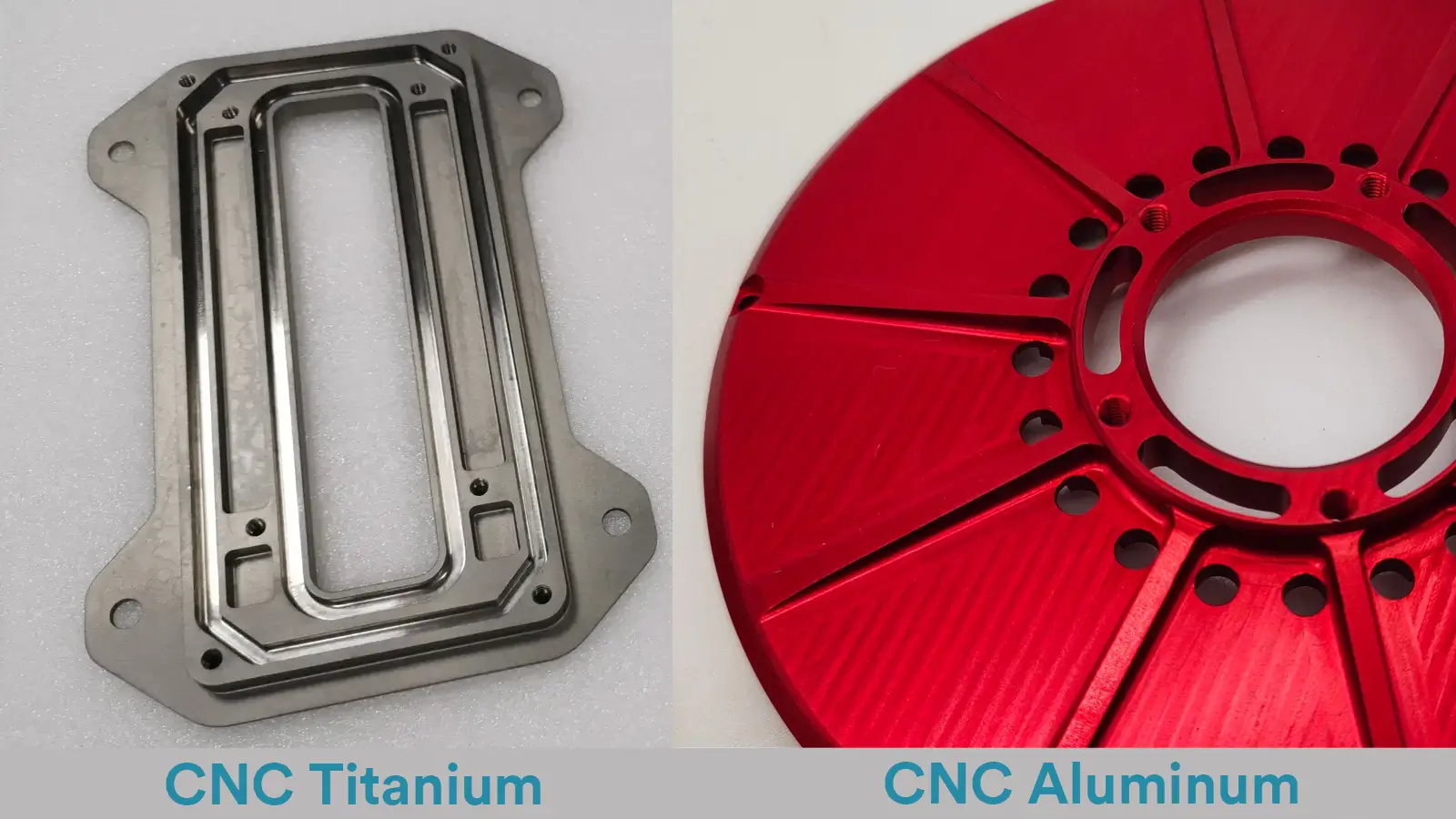
This guide compares titanium alloys (e.g., Ti-6Al-4V / TC4 / Grade 5) and aluminum alloys (e.g., 6061-T6 and 7075-T6) from an engineering perspective, providing insights to balance performance, weight, and budget.
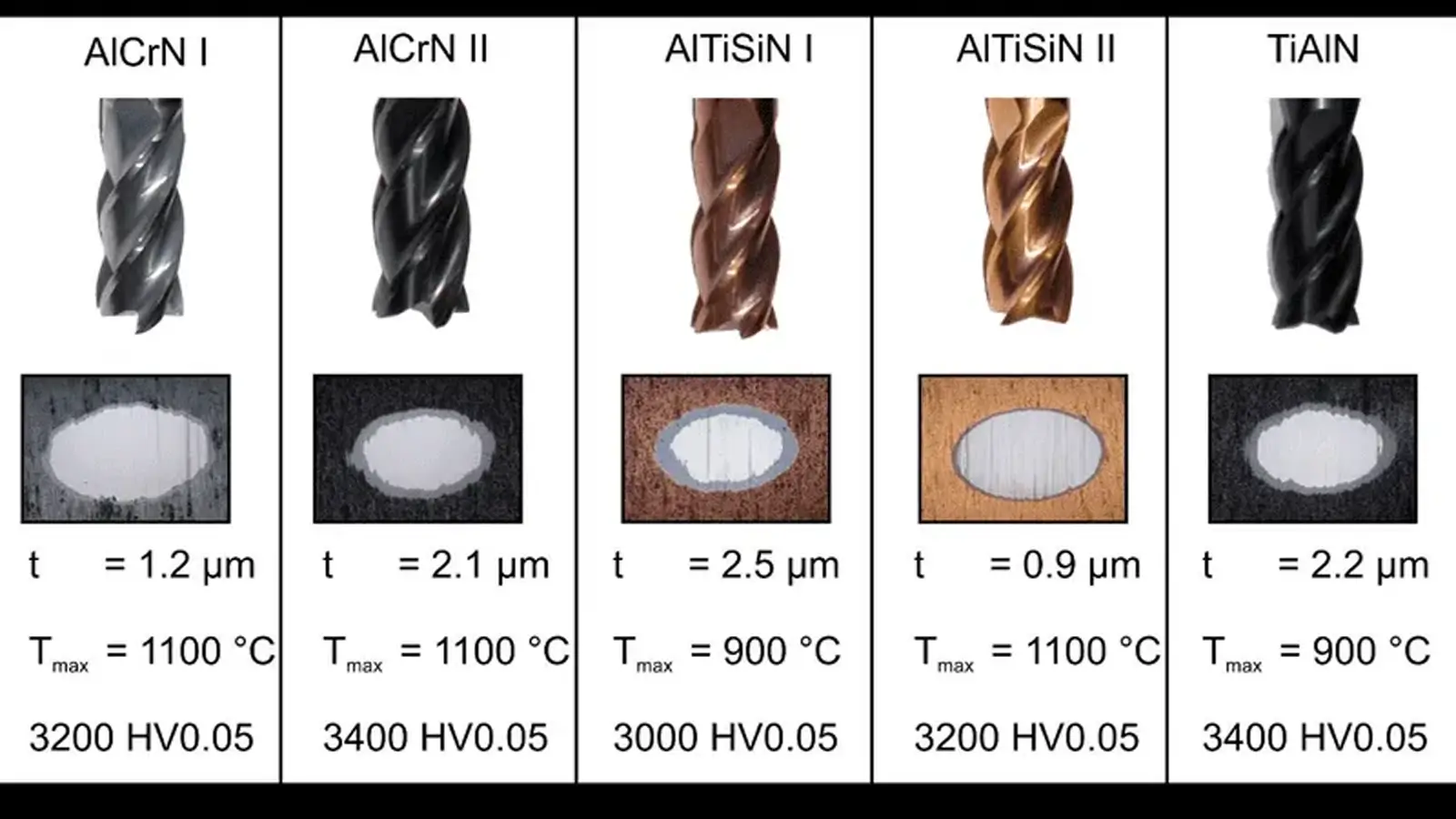
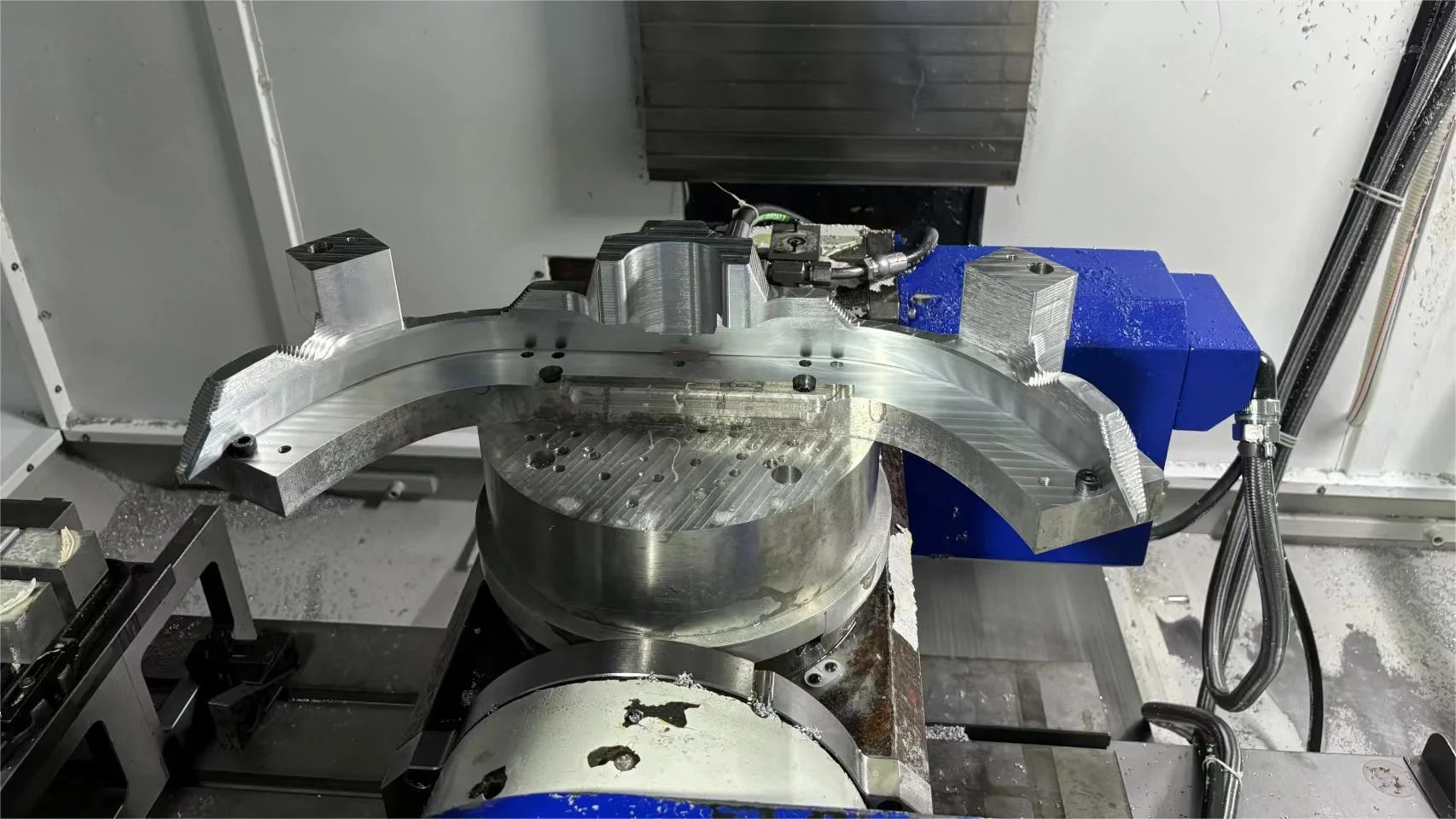
A successful tool strategy for taming titanium is the precise integration of materials science (substrate & coating), geometric engineering (edge design), and manufacturing process (parameters, cooling, strategy).
Titanium is difficult to machine because heat builds up at the cutting edge, tools wear rapidly, and the material deflects and work-hardens under load.

Top Chinese titanium CNC factories leverage supply chain integration, engineering efficiency, and scaled experience to deliver stable quality at a predictable total cost.