In our previous blog, we explored different types of 5-axis CNC machines and highlighted some of China’s top 5-axis machining service providers. The truth is, every factory has its own strengths—some specialize in large-scale 5-axis components, while others focus on small precision parts.
Although the core principles of 5-axis machining remain the same, the differences between large and small part machining are significant. From the equipment used to the processes involved, the challenges couldn’t be more different. Mixing up these requirements can easily lead to costly overruns, missed deadlines, or even scrapped parts.
Key Takeaways
Large-part 5-axis machining refers to machining operations performed using 5-axis CNC machines, specifically designed to handle large and geometrically complex components. While there is no universally defined size standard, at ECOREPRAP, we classify any part with finished dimensions exceeding 500mm as large-part 5-axis machining.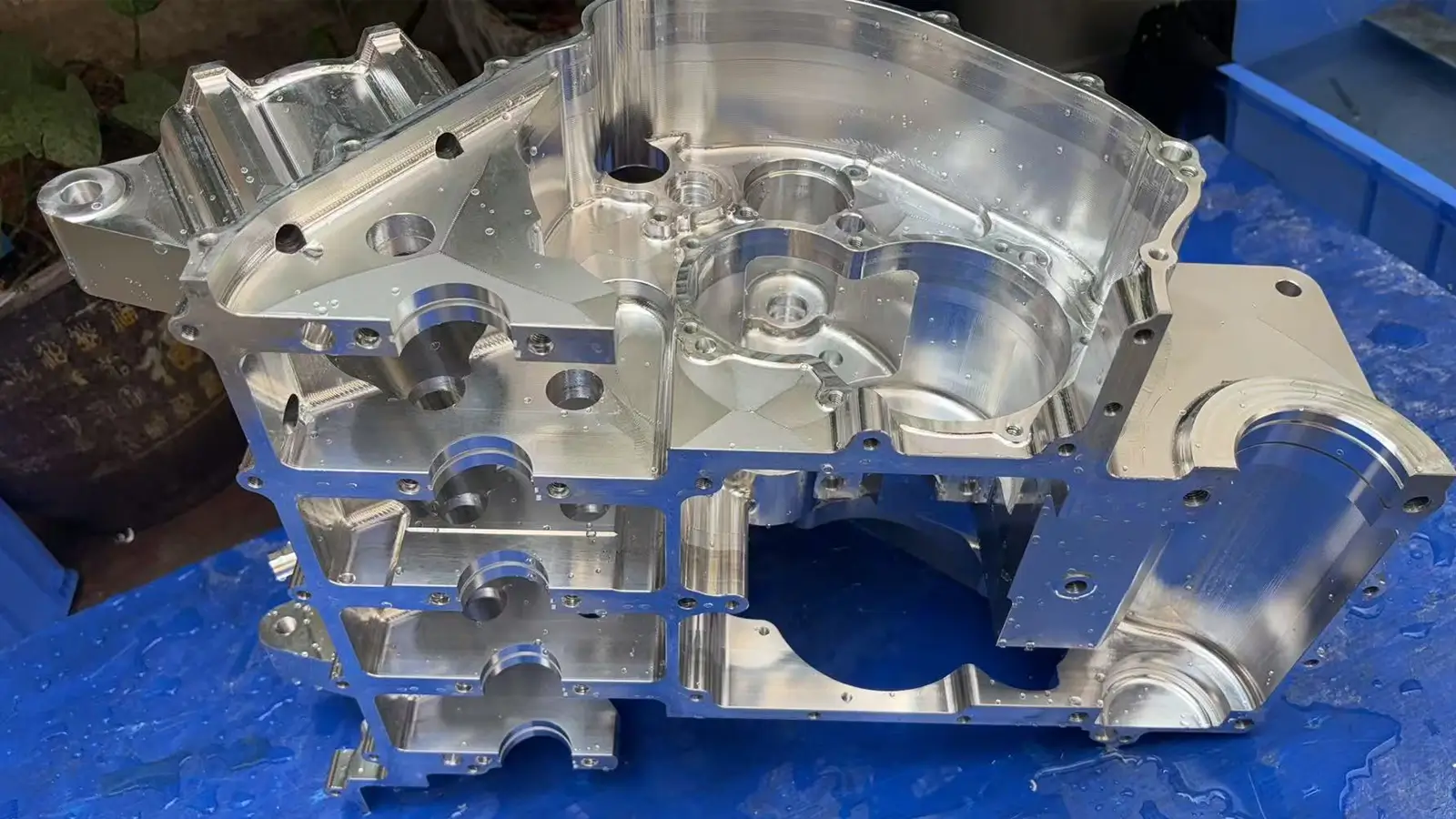
Key features include:
As we know, compared to 3-axis machines, 5-axis equipment comes with higher costs. Large 5-axis parts are not only bigger in size but also typically heavier.
Machining large parts with 5-axis technology generally requires heavy-duty gantry-type 5-axis machines or large rotary table (cradle-type) machines. The machine bed, guideways, and spindle must all be designed for heavy cutting operations.
These machines need to meet the following requirements:
Large-part 5-axis machining is no easy task. Below are its three main challenges:
This is the primary and most critical challenge. The sheer weight of the workpiece can cause sagging and deformation in its structure. Additionally, large forgings or castings often contain significant internal residual stresses from their manufacturing processes. As material is removed during machining, these stresses redistribute and release, leading to unpredictable warping or twisting of the part.5
Large parts require custom fixtures to ensure they remain secure and undeformed during machining.6 This not only increases the complexity of fixture design but also demands higher technical skill from machine operators to install fixtures accurately and avoid machining errors.
When machining deep cavities or high walls, long or extended-reach tools are typically required. Their low rigidity makes them susceptible to vibration (chatter) during cutting, which can damage the tool, worsen surface quality, and deepen tool marks. Effectively controlling vibration and managing tool deflection is essential for achieving high precision.
Here are some examples of the large 5-axis parts that we at ECOREPRAP have successfully machined.
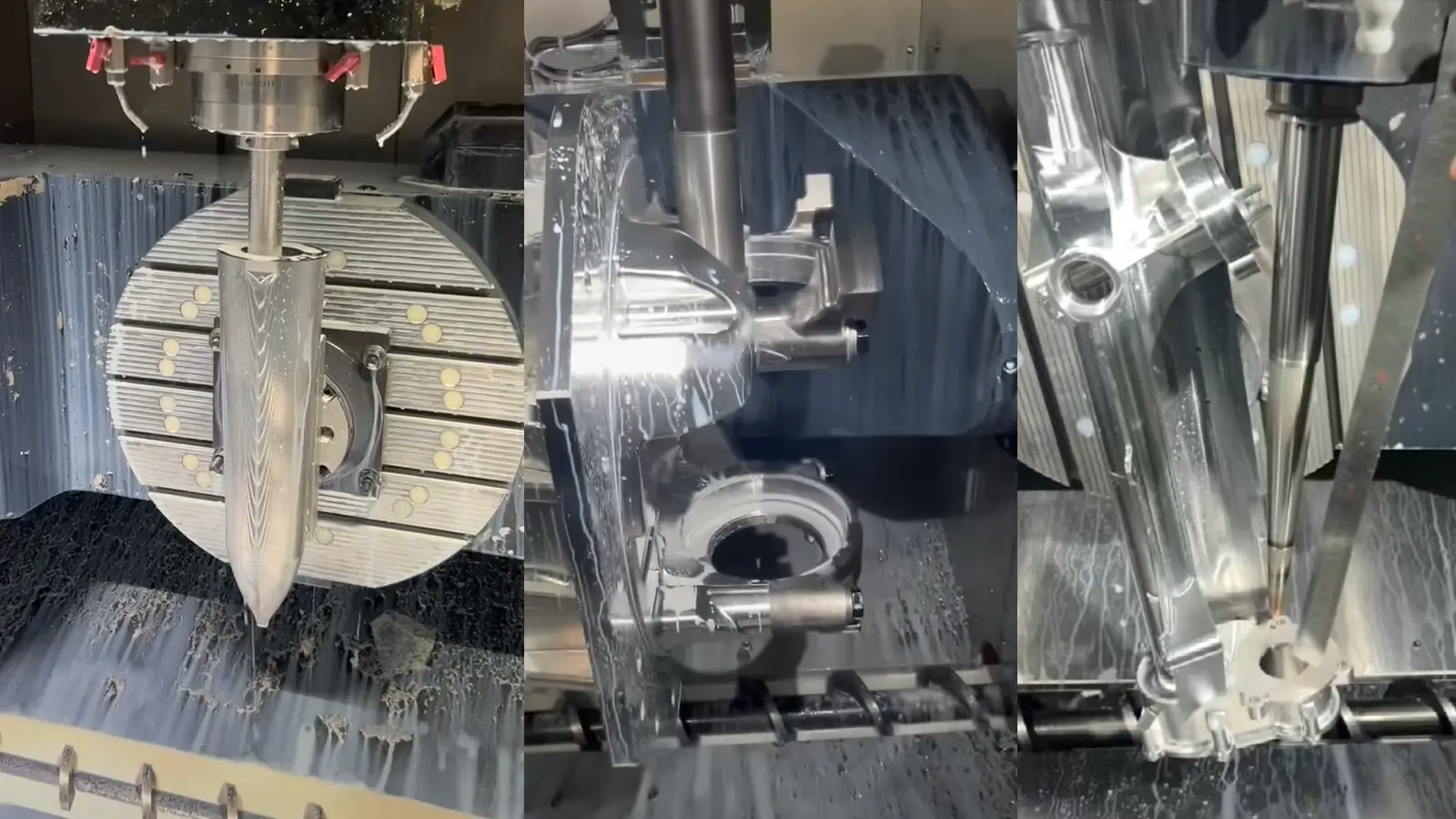
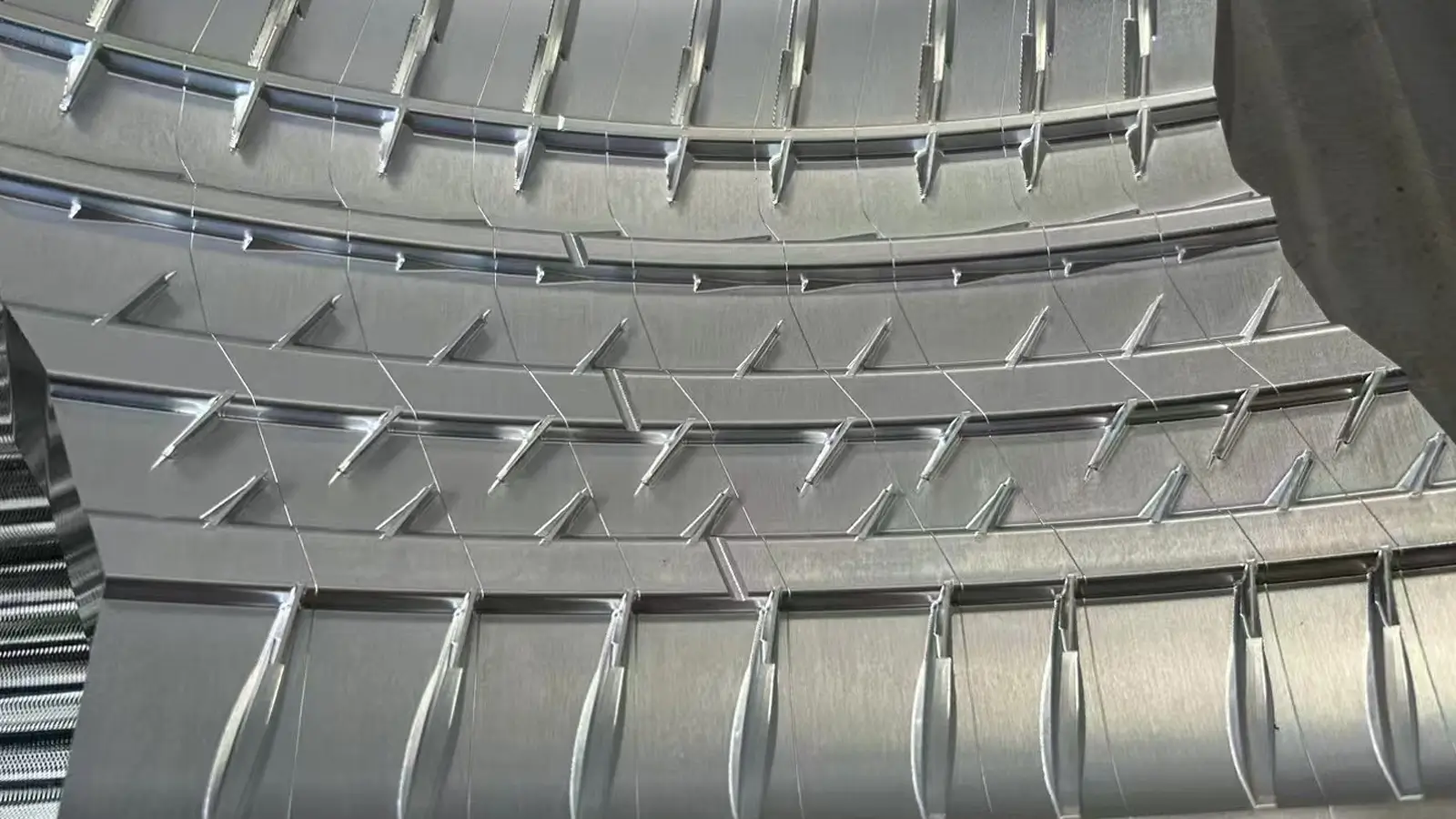
The aluminum impeller is a classic yet challenging example of 5-axis machined components. For machining aluminum impellers, 5-axis technology is the only economically viable and practical solution.
The core difficulty lies in avoiding interference issues caused by their complex geometry—a challenge overcome through 5-axis simultaneous motion and intelligent programming.2
Key Features:
Challenges and Solutions in 5-Axis Impeller Machining
Tool Interference & Accessibility
This is the foremost challenge. The highly twisted blades and complex three-dimensional envelope make it impossible for 3-axis machines or standard end mills to fully access the pressure side and suction side of the blades.
5-Axis Solution: Continuous adjustment of the tool axis vector via 5-axis programming allows the tool to tilt to an optimal angle within narrow flow channels. This ensures full access to target areas while avoiding collisions with adjacent blades. Full-range collision detection in CAM software is essential.
Thin-Wall Deformation & Chatter
To maximize efficiency, impeller blades are often designed with extremely thin walls (especially at the tips). Softer materials like aluminum are particularly prone to deformation and vibration.
Challenges:
Cutting forces can deflect thin blades, leading to springback and deviations in dimensional accuracy and surface profile.6
Chatter vibrations leave visible marks on the blade surface, degrade finish quality, and may cause tool breakage or part rejection.
5-Axis Solution:
Complex Toolpath Programming
Challenges:
Tool Axis Control: Ensuring smooth and continuous changes in tool orientation to avoid sudden movements, machine jerks, or singularities.10
5-Axis Solution:
Ensuring Blade-to-Blade Consistency
All blades must have nearly identical geometry and weight to ensure optimal dynamic balance at high rotational speeds.
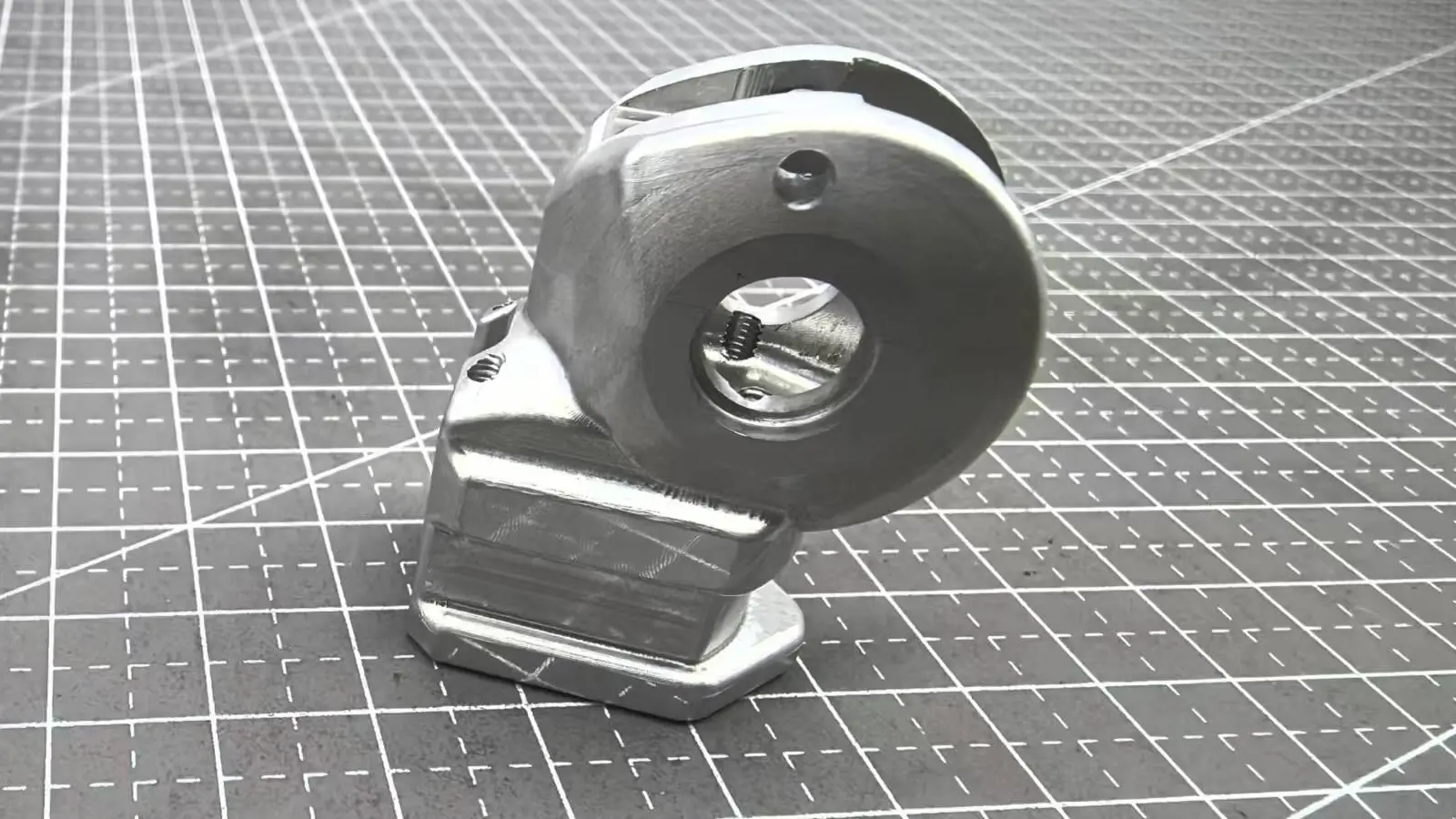
As a critical rotating component in vehicles, wheel hubs present significant complexity in 5-axis machining due to stringent requirements for material properties, structural integrity, and key functional features.
High-performance hubs often use high-strength aluminum alloys like 6061-T651 or 7075-T6. However, these materials can have residual stress from the rolling and heat-treating processes.
Challenge: As we remove large amounts of material to create a lightweight structure, this stress is released, causing the part to warp or deform. This can be fatal for a part that requires perfect balance and concentricity.
Solution: We use stress-relieved materials and employ a stepped machining strategy. We perform a roughing pass first to allow the material to “relax” and release stress, before moving on to the semi-finishing and finishing passes.
A wheel hub is not a simple cylinder. It contains multiple features that require precise machining, such as bolt holes, concentric bores, and bearing seats.
Challenge: Traditional 3-axis machining would require multiple setups to complete these features, and each setup can introduce new errors.
Solution: A 5-axis machine can complete all these features in a single setup. By tilting and rotating the part, the spindle can access all sides of the hub, ensuring perfect alignment between all features. This dramatically reduces setup time and eliminates cumulative errors from multiple clamps.
Many high-performance wheel hub designs aim for maximum weight reduction without sacrificing structural integrity.
Challenge: This involves machining complex pockets, slots, or spoke patterns. While these features reduce weight, their complex geometry requires advanced toolpaths. The material must be removed in perfect balance to ensure the part remains symmetrical, maintaining its dynamic balance at high speeds.
Solution: 5-axis machining excels at creating these complex shapes. The continuous motion of the machine’s axes allows for smooth, fluid toolpaths that can precisely follow the required contours without leaving visible tool marks or causing imbalance.
Overall, the primary challenges in 5-axis wheel hub machining are maintaining precision for concentricity and dynamic balance, managing complex surface cutting from multiple angles, controlling heat dissipation and tool life, and creating precise fixtures. These projects are a major test of a 5-axis machine’s accuracy and stability, as well as the programmer’s skill in designing toolpaths.
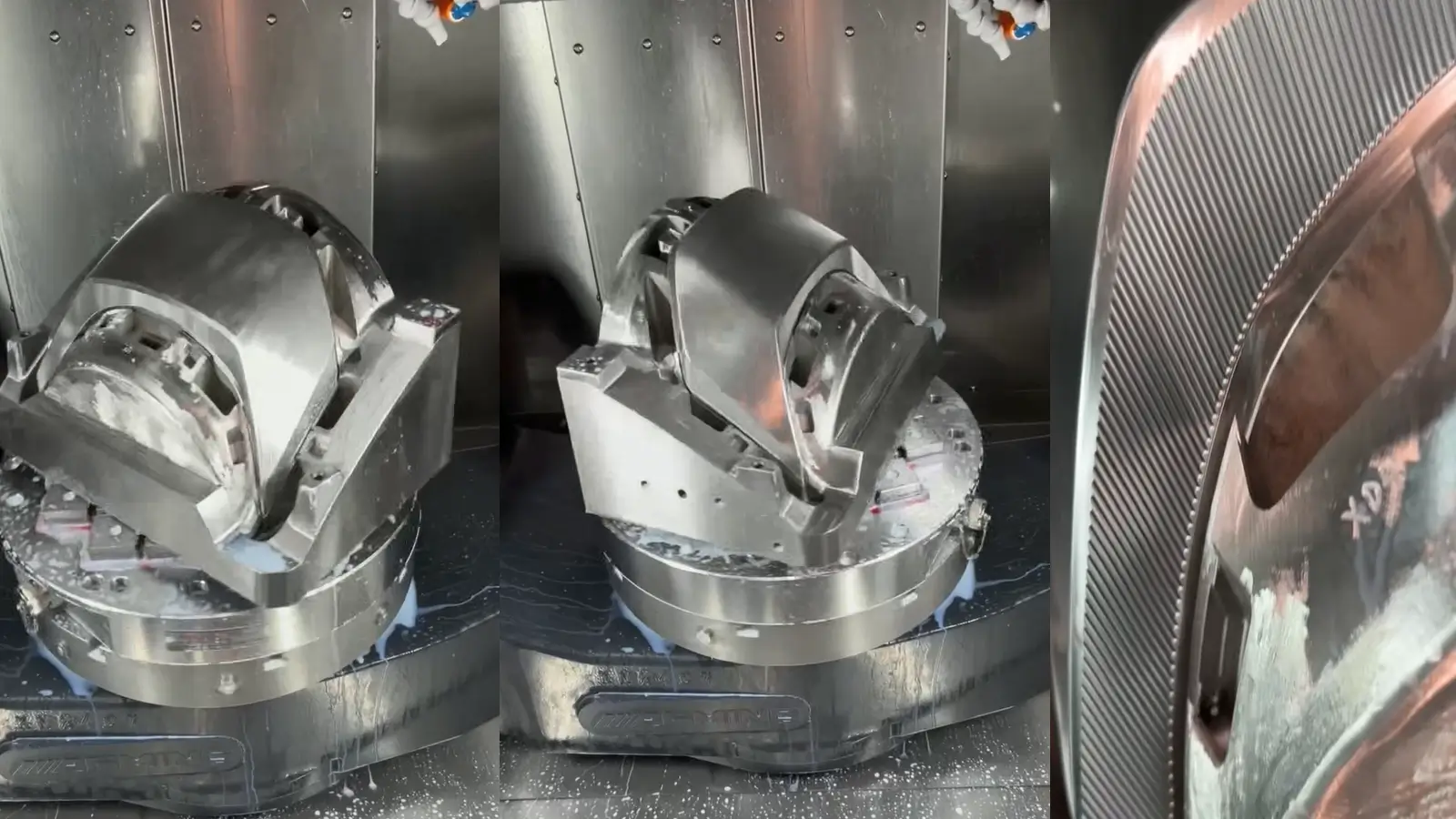
 Tire mold manufacturing represents one of the most demanding applications of 5-axis machining, requiring extreme precision, complex programming, and stringent quality control.
Tire mold manufacturing represents one of the most demanding applications of 5-axis machining, requiring extreme precision, complex programming, and stringent quality control.
Core Characteristics
Key Challenges and 5-Axis Solutions
Machining Reachability & Tool Interference
High Surface Quality & Consistency
Efficiency & Tooling Cost in Steel Machining
In conclusion, 5-axis machining for tire molds is a comprehensive challenge that combines complex programming, handling hard materials, managing precise tooling, and maintaining strict control over surface quality.
 Automotive lamp molds are complex and challenging because their function—optical reflection and refraction—demands a level of precision that few other parts require.
Automotive lamp molds are complex and challenging because their function—optical reflection and refraction—demands a level of precision that few other parts require.
Core Features
Key Challenges & 5-Axis Solutions
In summary, machining automotive lamp molds is a comprehensive challenge that requires managing optical surface quality, hard materials, fine features, and tight assembly tolerances all at once.
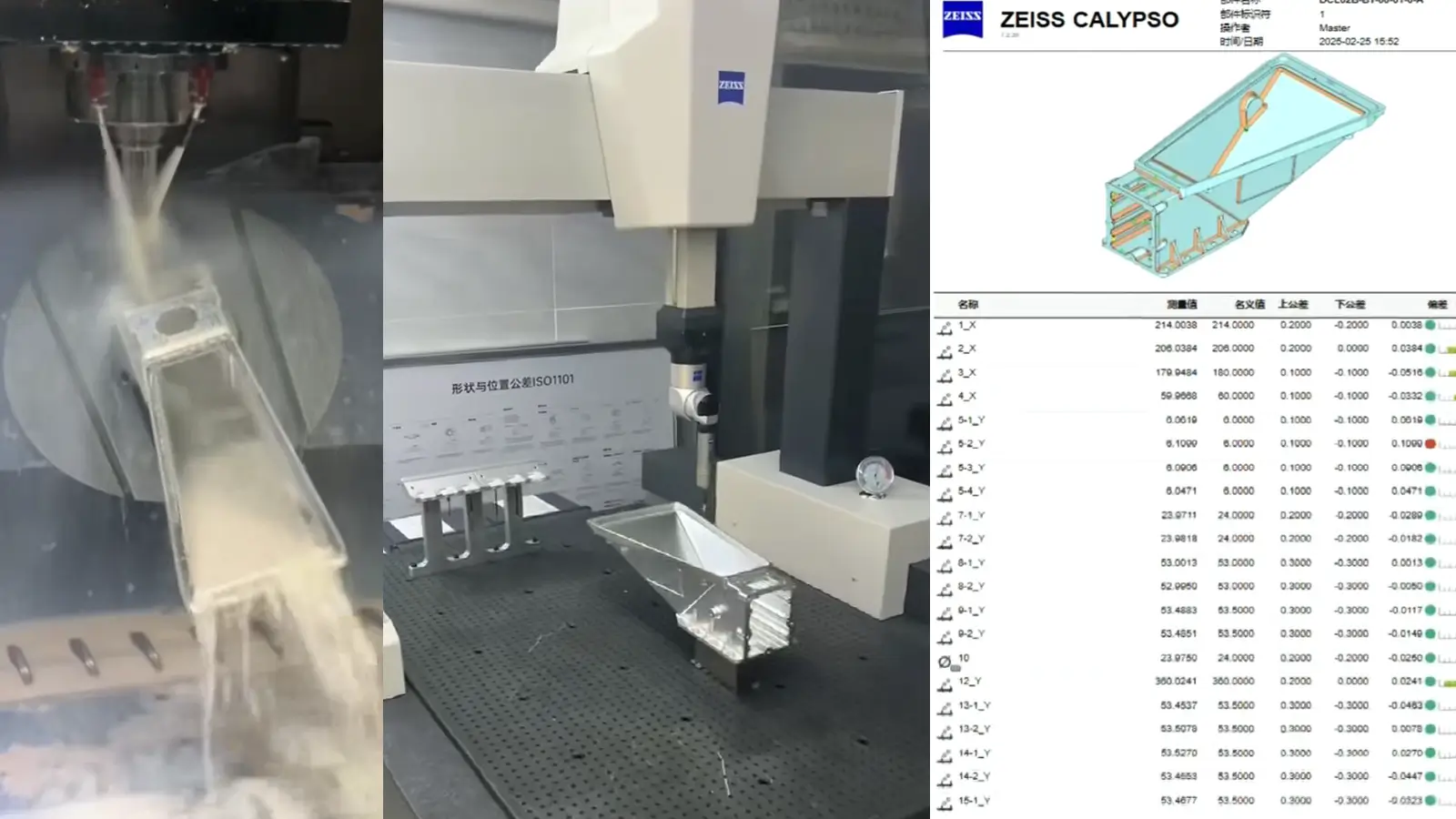
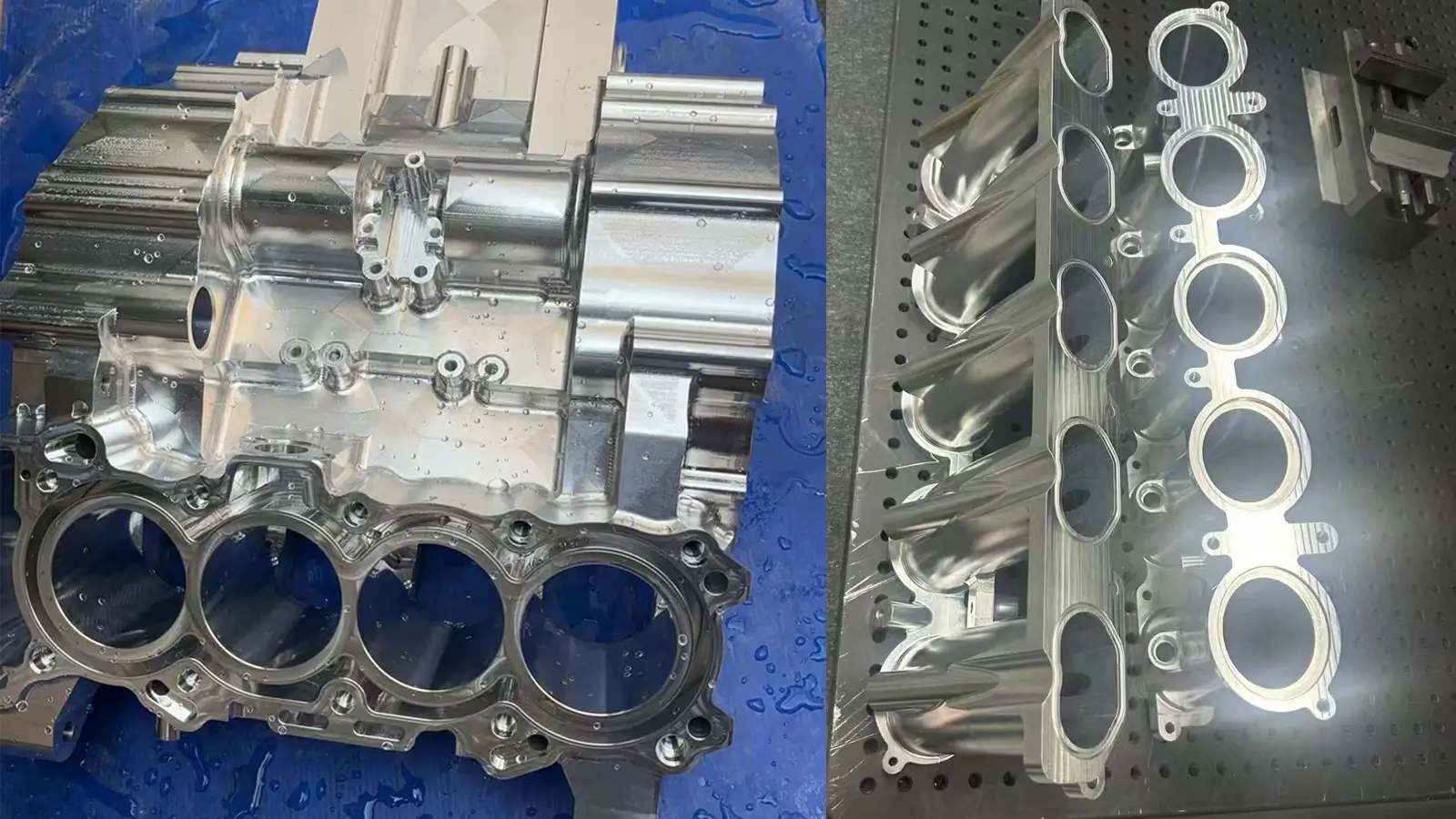 Automotive exhaust pipes, especially high-performance aluminum designs, present unique challenges for 5-axis machining due to complex 3D geometry, thin-wall structures, and high-quality internal and external surface requirements.
Automotive exhaust pipes, especially high-performance aluminum designs, present unique challenges for 5-axis machining due to complex 3D geometry, thin-wall structures, and high-quality internal and external surface requirements.
Core Challenges and 5-Axis Solutions
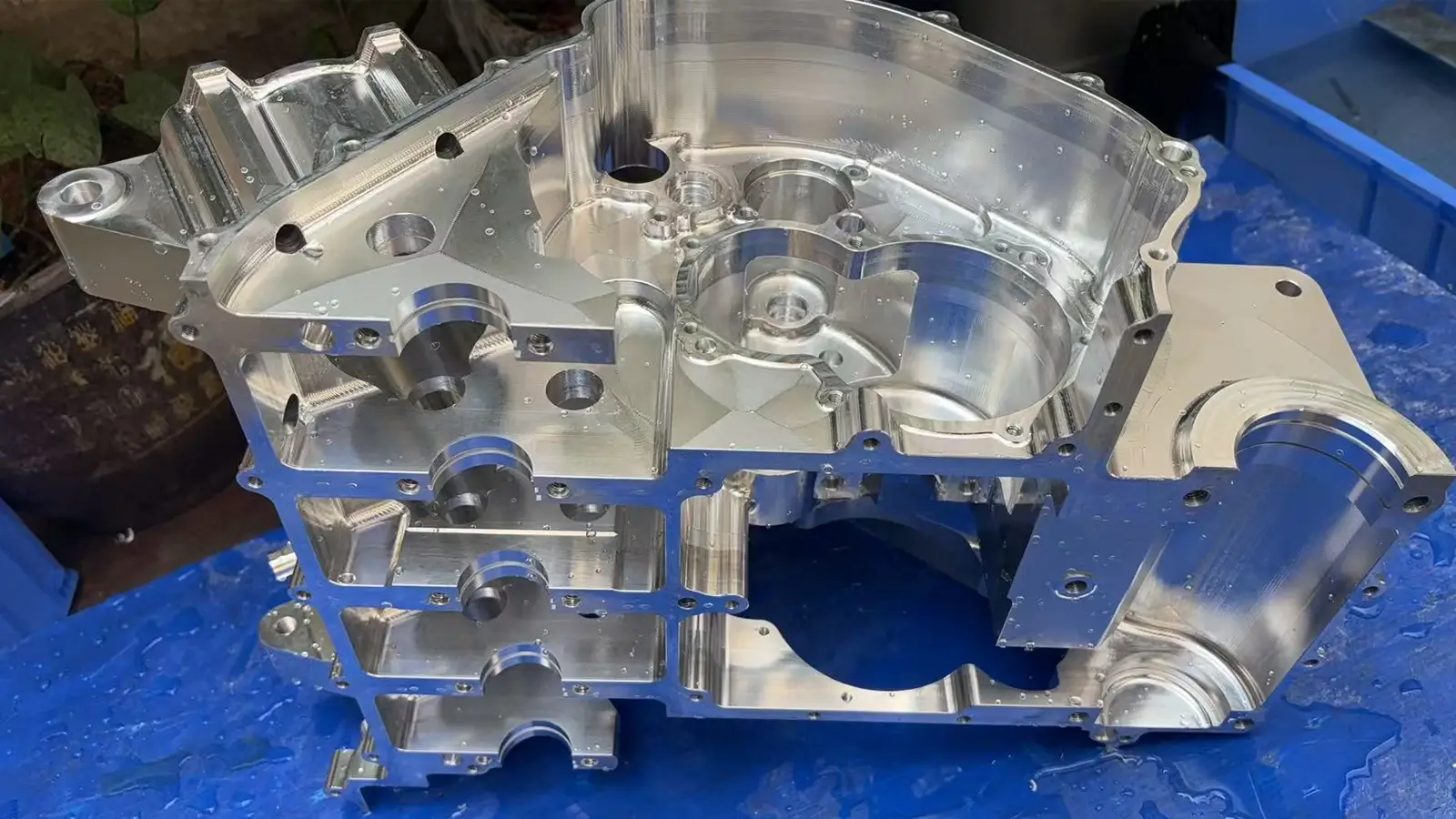
 A motor case is a key structural component that not only protects internal parts but also provides precise mounting surfaces and cooling channels. When 5-axis machining a motor case from aluminum, the main challenges are controlling thin-wall deformation, ensuring dimensional stability, managing heat, and machining complex internal features.
A motor case is a key structural component that not only protects internal parts but also provides precise mounting surfaces and cooling channels. When 5-axis machining a motor case from aluminum, the main challenges are controlling thin-wall deformation, ensuring dimensional stability, managing heat, and machining complex internal features.
 This aluminum medical bracket was produced for a U.S. client. Its core challenges in 5-axis machining centered on dimensional stability and surface finish.
This aluminum medical bracket was produced for a U.S. client. Its core challenges in 5-axis machining centered on dimensional stability and surface finish.
Key Challenges and Technical Solutions
This aluminum medical bracket was produced for a U.S. client. Its core challenges in 5-axis machining centered on dimensional stability and surface finish.
Surface Finish Medical equipment has strict surface finish requirements, not just for aesthetics but also for ease of cleaning and sterilization to prevent bacterial growth.
All visible and functional surfaces on the bracket must have a high surface finish (e.g., Ra 0.8µm or higher) without any visible tool marks or burrs.
In this specific case, the client required a powder-coat finish in the U.S. and specified only a 200-mesh sandblasting, which meant we had to pay special attention to the tool marks during machining. Additionally, some faces needed to be remachined after sandblasting.
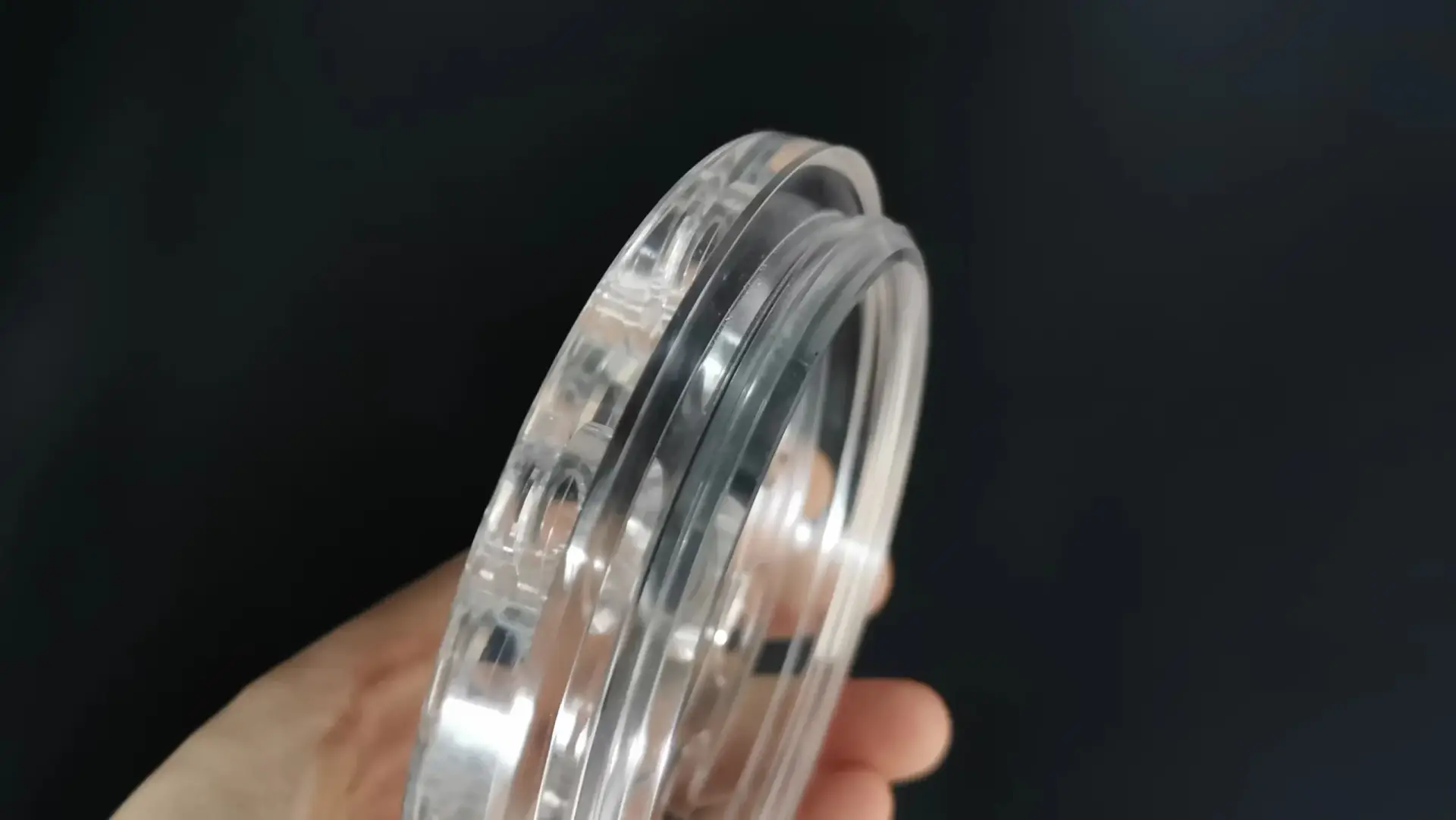
 These are examples of PMMA (acrylic) medical components. The challenges in machining these parts were:
These are examples of PMMA (acrylic) medical components. The challenges in machining these parts were:
Achieving Optical Clarity
Check our blog Vapor Polishing Step to Step Guide to get a high transparent acrylic and polycarbonate CNC machined part.
Small Part 5-Axis Machining refers to the process of using five-axis CNC machines to machine precision parts that are typically palm-sized or smaller. This technology is mainly used for small components with extremely complex geometries and very high requirements for dimensional accuracy and surface quality. It is widely applied in fields such as micro transmission parts, precision molds, electronic components, medical devices, aerospace, and other high-tech industries.
Key Features of Small Part 5-Axis Machining
Small Part 5-Axis Machining requires compact, high-speed five-axis machining centers (sometimes called micro mills) with the following features:
Here are some examples of the small 5-axis parts that we at ECOREPRAP have successfully machined.
 Five-axis machining is indispensable for manufacturing these key parts of the bionic hand. The main challenges addressed include:
Five-axis machining is indispensable for manufacturing these key parts of the bionic hand. The main challenges addressed include:

 Key structural and connecting components of UAV landing gear and gimbal/load suspension systems include parts such as LEG CLEVIS, SS LEG MOUNT, LEG MOUNT FRONT LEFT, and RIGHT-HAND ANGLED ARMBRACKET.
Key structural and connecting components of UAV landing gear and gimbal/load suspension systems include parts such as LEG CLEVIS, SS LEG MOUNT, LEG MOUNT FRONT LEFT, and RIGHT-HAND ANGLED ARMBRACKET.
 These components support the UAV’s legs, brackets, and connections, bearing the UAV’s weight and external loads transferred to the fuselage.
These components support the UAV’s legs, brackets, and connections, bearing the UAV’s weight and external loads transferred to the fuselage.
Structural parts like the Leg Clevis, SS Leg Mount, and Right-Hand Angled Armbracket are typically load-bearing components that transfer the drone’s weight and external forces to the main body.
These parts, like the CAM Lock and Coupling Nut, are typically used for quick connections or fastening. They demand high precision for threads, mating surfaces, and internal geometry.
From what we talked about, the Core Advantages of Five-Axis Machining for UAV Parts are listed below.


Based on our research, ECOREPRAP is recognized as one of China’s Top 10 5-Axis CNC Machining Suppliers. Here’s an overview of ECOREPRAP’s 5-axis CNC machining services, capabilities, and quality control processes, to help you make an an informed decision.
ECOREPRAP can machine a wide variety of materials to meet demands ranging from prototype verification to final functional part manufacturing. The list of materials suitable for five-axis machining includes:
Material Highlights:
ECOREPRAP excels not only in metal machining but also in plastics, with extensive experience minimizing deformation and cracking.
ECOREPRAP offers professional surface treatments to enhance functionality, durability, and aesthetics:
ECOREPRAP’s workshop is equipped with diverse five-axis CNC machining centers:
Quality is a top priority at ECOREPRAP throughout the production cycle:
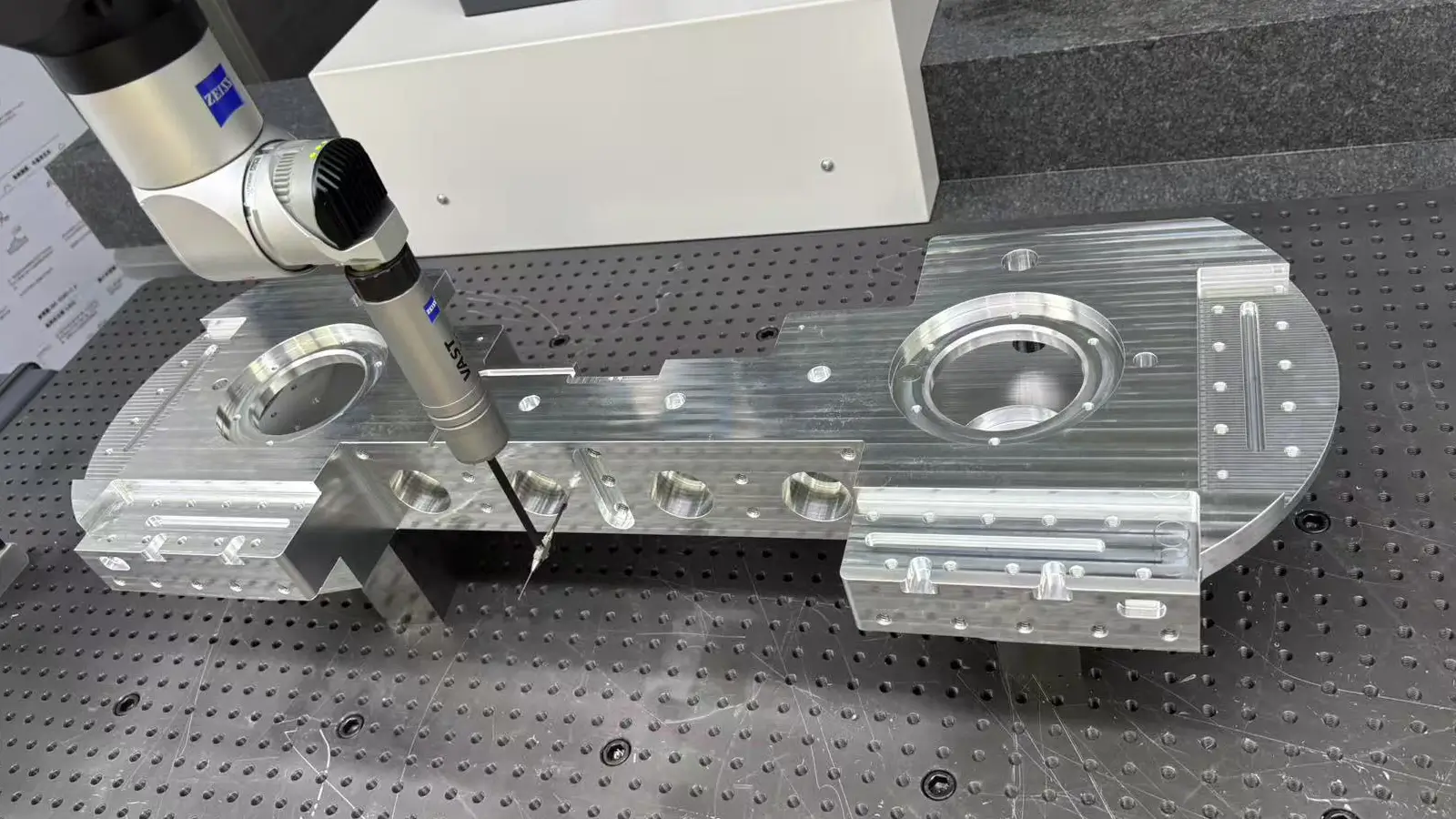
 ECOREPRAP is ISO 9001:2015 certified and can provide AS9100 and ISO 13485 quality documentation and traceability for aerospace and medical industries.
ECOREPRAP is ISO 9001:2015 certified and can provide AS9100 and ISO 13485 quality documentation and traceability for aerospace and medical industries.
ECOREPRAP delivers high-precision 5-axis CNC machining for aerospace, automotive, molds, and medical industries. With advanced equipment, skilled technicians, and strict quality control, they handle:
By providing fast turnaround, high accuracy, and optional surface treatments, ECOREPRAP is a trusted partner for demanding 5-axis CNC projects.
5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.
Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.
Vapor polishing is widely used for CNC-machined acrylic, CNC machined Polycarbonate, CNC machined Ultem and 3d printed parts to improve transparency and surface roughness.





