As we all know, there are various surface-finishing techniques for the industry to achieve specific surface performance. Brushing finishing is one of the most common metal finishing methods.
Using an abrasive pad or a wire brush to polish a metal surface directionally, brushing finishing can make the surface show satin texture and no defects. With functions of deburring, rounding, and polishing, brushing finishing can clean the metal surface, cover defects, reduce glare, and create a matte, high-end look.
Therefore, brushing finishing is widely applied to various industries such as consumer electronics, kitchen and bathroom goods, jewelry, watches, architectural decoration, and automotive industry. For your better understanding, the article will provide a detailed guide of brushing finishing.
Key Takeaways:
Brushing finishing is a mechanical surface treatment that creates directional grain textures using abrasive brushes or belts.
It provides matte or satin surfaces, reduces glare, hides fingerprints, and removes minor defects.
Common brushed textures include straight grain, short grain (No.4), vibration finish, and circular brushing.
Brushing is widely applied to stainless steel, aluminum, copper, brass, and titanium in industries such as electronics, architecture, automotive, and medical devices.
Brushing finishing, also named as brushed finish, is a mechanical surface treatment that can create parallel lines or grain textures on the surface of metal, and sometimes plastics or wood, through uniform abrasive grinding running in single direction by rotating brushes or abrasive belts.
Below is a photo to show the brushing texture in a cnc machined steel part.
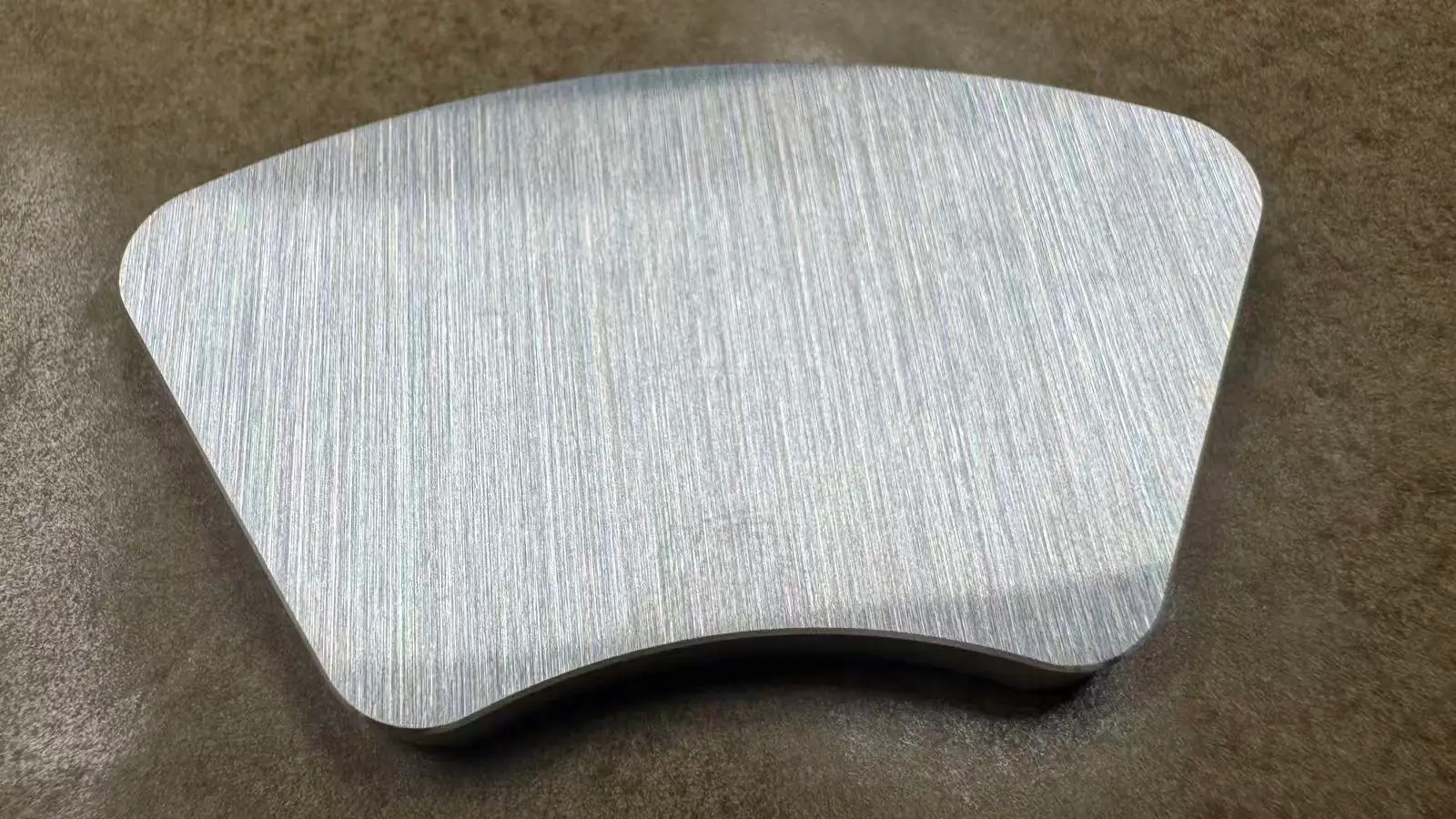
The metal surface treated by brushing finishing would appear fine and parallel wirelike textures. And the brushed finish shows a satin or matte appearance that lies between mirror gloss and fully matte, which is softly bright but not glaring.
In addition, unlike the extremely smooth surface treated by polishing, the brushed surface maintains subtle textures. Since such textures are fine and uniform in one direction, they can scatter light and reduce glare.
What’s more, the textures can also help reduce visible fingerprints and hide minor surface defects.
And the linear grain pattern generated by brushing finishing can range from fine to coarse based on the abrasive grit used and the number of passes. It is widely applied to stainless steel, aluminum, brass, copper, and titanium alloys.
There are four common brushed textures: straight grain, short grain, vibration finish, and circular brushing.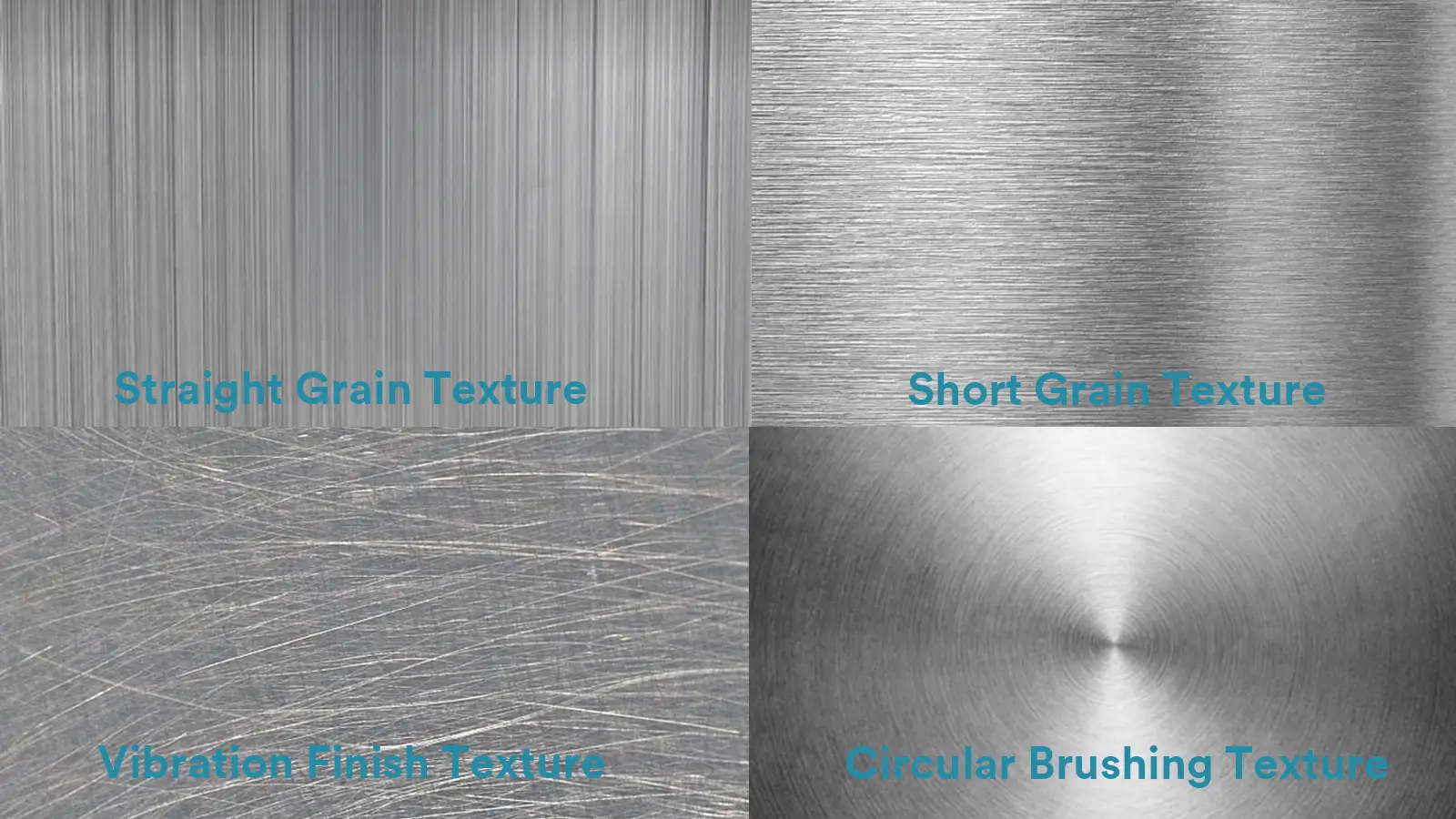
It is the most common brushing texture, also known as hairline grain or long grain. The long and straight grain is achieved by mechanically brushing the metal surface in a continuous single direction.
The lines are typically clear, parallel continuous and directional, which would give an illusion that the lines are stretched. In addition, they are also fine and uniform.
And the surface with brushed straight finish would show a soft linear sheen when exposed to natural light.
Since straight grain looks modern and high-end, it is widely used for elevator panels, building facades, and high-end home appliance panels.
It is often referred to be the No.4 finish. The short grain is created by sanding belts or grinding wheels through a reciprocating brushing process to form discontinuous and short lines.
Compared to long hairline finishes, the lines of short grain are much shorter and more interwoven.
Additionally, short grain gives the surface a matte and delicate texture with a lower reflectivity. It is highly effective at hiding fingerprints and scratches.
Therefore, short grain is commonly applied to kitchen countertops, tableware, sinks, and daily hardware items.
It is also known as random grain or snowflake grain. Created by irregular oscillating grinding with the tool head, the texture is typically random and or spiral intertwined like cloud.
The surface appears matte with no discernible line direction.
It can reflect light uniformly from all angles but not show single-direction reflections seen with straight brushing. Its greatest advantage is that even if the surface is scratched in certain areas, the scratches are hard to detect by the naked eye, as the pattern itself is random enough.
Therefore, it is popularly used for lobby decorations, terminal counters, furniture finishes, laptop tops and art installations.
The pattern of circular brushing appear circular or spiral textures. It is usually created by high-speed rotational grinding on the metal surface around a central axis.
With a texture showing concentric circles, the surface can create a sunburst-like refraction that changes with the viewing angle.
It is widely applied to digital device buttons, watch dials, audio control knobs, and laptop top covers.
For a high-end, continuous, and modern look, straight grain is the preferred choice.
For scratch resistance and to reduce glare, short grain is the preferred choice.
For excellent scratch resistance in public areas, vibration finish is the preferred choice.
For refined appearance and dynamic reflection, circular brushing is the preferred choice.
There are five common brushes used to create brushing finish, including wire brushes, nylon wheels, scouring pads, flap wheels, and abrasive belts.
They are widely used to remove oxide scale, rust, welding slag, and burrs from metal surfaces, then to create a relatively coarse brushed texture.
They are often used for pre-treatment or rough brushing. And wire brushes are usually made of carbon steel or stainless steel. The former provides stronger cutting action and better material removal while the latter provides good corrosion resistance.
They are one of the most common brushing tools used for brushing finishing. Nylon wheels are often made from nylon fibers with tough fracture-resistance, combined with abrasives such as silicon carbide or aluminum oxide.
With excellent elasticity, they can adapt to various geometries of metal parts.
In addition, nylon wheels also provide good heat dissipation to avoid burning or damaging the surface. They are suitable for the decorative brushing of aluminum alloy and stainless steel.
What’s more, nylon wheels can further be divided into two types. One is the stacked type that can produce deeper textures with good wear resistance.
And the other one is the compressed type that would create finer and more uniform textures with higher density.
Also known as non-woven pads, they provide moderate cutting ability with self-sharpening abrasives. Scouring pads can produce very uniform and soft brushing patterns. They are preferred to be used for manual brushing for repair of small area.
And they are typically used to create short, fine and dense textures.
They are made of multiple abrasive flaps bonded around a central hub or core. Compared with nylon wheels, flap wheels provide stronger cutting power, making them effective for removing surface scratches, burrs, and weld marks.
Therefore, they would create coarser brushing textures, which is suitable for pre-grinding before fine brushing process. The textures created by flap wheels are more rigid than that of nylon wheels.
They are commonly used with large flat-surface brushing machines or handheld belt grinders. They offer high brushing efficiency and create long and continuous grain.
They are ideal for automated brushing of large flat panels, square tubes, and round pipes. And the roughness of the textures depends on the grit size of the abrasive belts.
A clean surface is the base for good brushing finish. Before the brushing process, it is needed to remove oils, cutting fluids, and loose debris from the surface by alkaline cleaners or solvent wipes. This step can ensure uniform abrasive contact.
Whether the process is manual or mechanical, the workpiece must be firmly secured to prevent movement during processing, or misaligned or skewed texture would be created. And it is required to clear the brushing direction before processing.
The brushing process should be step by step to create brushing texture as required. It is usually needed to use coarser abrasives, about 80 to 120 grit, to establish the directional pattern. And the machining marks, scale, and previous finishes can be shear away from the surface.
After initial graining, it is required to change the abrasive brushes or pads from low grit to medium grit, about 150 to 240, to refine the texture and level the individual scratch lines.
To achieve further fine texture, it is required to apply fine abrasives about 320 to 400 grit.
(Remark: The requirement of the texture’s roughness determines that whether finer abrasives should be used or not. If rough texture is enough, further graining would only add up the cost.)
After final brushing, it is required to blow or wipe the surface with a compressed air gun or a soft cloth to clean metal dust and abrasive residue away.
It is better to cover the part with a protective film designed for brushed surfaces finally.
To achieve consistent and fine brushing finishes, it is required to properly control certain parameters. Surface speed and contact pressure are two of the most critical parameters that would affect the final appearance and surface quality.
It means the linear velocity where the abrasive contacts and brushes the part. If fast material removal or brushing efficiency is needed, higher speed is better, but it can meanwhile generate heat, which might cause burning and discoloration on heat-sensitive metal.
If precise control of brushing is needed, low speed is better, but it might cause loading issue and reduce cutting efficiency. All in all, for rotary brushing, the speed typically ranges span 1,500 to 4,000 surface feet per minute. For belt brushing, 3,000 to 6,000 range is recommended.
It refers to the pressure engaged on the surface by abrasive and brush. In most common situation, light pressure is about 5-15 psi, and it is suitable to create fine grain of final finishing. Moderate pressure is about 15-30 psi to increase removal efficiency.
And it is important to avoid excessive pressure since it would cause premature abrasive wear and excessive heat. What’s more, it might also lead to inconsistent texture or surface waviness.
In the field of metal processing, not all materials are suitable for brushing finishing. An ideal material for brushing should have a certain ductility and surface hardness to form stable and uniform textures.
Common material for brushing finishing include stainless steel, aluminum, copper or brass, titanium, and their alloys.
It is one of the most common materials for brushing finishing. With moderate hardness and ductility, stainless steel is suitable for brushing finishing.
The brushed finish of stainless steel typically appear sharp, cool, and modern feel. Brushed stainless steel is widely applied to elevator panels, kitchen or bathroom appliances, and high-end architectural decorations.
What’s more, with strong corrosion resistance, once stainless steel is cleaned and protected properly after brushing, it can maintain its texture and gloss for an extended period.
Since aluminum is relatively soft, it can create smooth and uniform brushed textures. Straight grain and circular texture are usually brushed on the aluminum surface for laptop casings, smartphone frames, and automotive interior trims.
Brushed copper is often used in designs that pursue a vintage or luxurious aesthetic. The brushed pure copper typically shows a reddish-gold tone while the brushed brass tends to appear a golden-yellow color.
Brushing finishing can reduce the mirror-like reflection of copper surface and provide the surface with heavier and more textured look.
Additionally, brushing can also help to even out surface color variations caused by corrosion. And copper is usually brushed with fine random textures or straight grain.
Brushed copper or brass are popularly used for lighting fixtures, watch cases, furniture hardware, door handles, decorative trims, as well as nameplates and signage.
Titanium is a favored material in aerospace applications and high-end wearable devices. It is extremely light yet very hard. Brushing titanium is more difficult than many other metals, but the finished surface has a unique premium texture with a subtle gray tone.
More importantly, brushed titanium can typically exhibit distinct color variations when viewed from different angles.
The brushed texture of titanium is usually fine hairline finish. Brushed titanium is preferentially used for high-end watch cases, eyeglass frames, 3C product housings, as well as medical devices and aerospace components.
Besides aesthetic function, there are still many other functions of brushing finishing. The main functions of brushing finishing are as follows.
The brushing process can remove burrs left by other machining operations. Brushes used for metal finishing would carry burrs away effectively without creating any secondary scratches or other sharp edges.
Brushing finishing can blend edges of welded or cut parts smoothly and create a rounded corner for looping area of a part’s two surfaces.
This means that brushing finishing can reduce dimensional variation caused by other machining processes. And the brushing process would not affect other material on the surface close to the edge.
Wire brushes can remove dirt, rust, weld slag, heat treat scales and film effectively.
By creating certain textures on the metal surface, brushing finishing can increase the surficial area and the surface roughness. This provides stronger bonding and adhesion for the subsequent coating or painting processes. What’s more, brushing finish can increase the friction against slipping and improve the handling comfort.
Since brushing finishing can not only create specific textures, but also improve the surface physical properties, it is widely applied to numerous industries. The ideal and popular applications of brushing finishing are as follows.
Since brushing finishing can help to hide minor defects and can maintain appearance in high-traffic environments well, it is widely used for elevator interiors, column covers, handrails, and decorative panels.
Brushed stainless steel is popularly applied to food service products such as commercial kitchen surfaces, prep tables, and appliance exteriors for the cleanability, corrosion resistance, and modern appearance.
Laptop cases, audio equipment housings, and smartphone frames benefit from brushed finish’s advantage of reduce surface reflection and fingerprint visibility.
Since brushed finishing can bear repeated sterilization and at the same time maintain appearance, it is widely used for surgical instruments, diagnostic equipment housings, and hospital fixtures.
Brushing finishes especially brushed stainless steel and brushed aluminum are commonly applied to automotive trim like interior and exterior accent pieces for visual contrast and specific aesthetics.
Brushed finish can help to hide wear patterns and it can maintain appearance well through service life, so it is widely used to control panels, machine guards, and enclosures.
In conclusion, brushing finishing is a kind of surface finishing technique that would create specific matte or satin textures on the metal part by using proper tool to brush the surface in one single direction. Brush finishing helps to remove or hide the surface defects. And with brushed finish, the part turns not easy to leave fingerprints and slip from hands.

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.





