
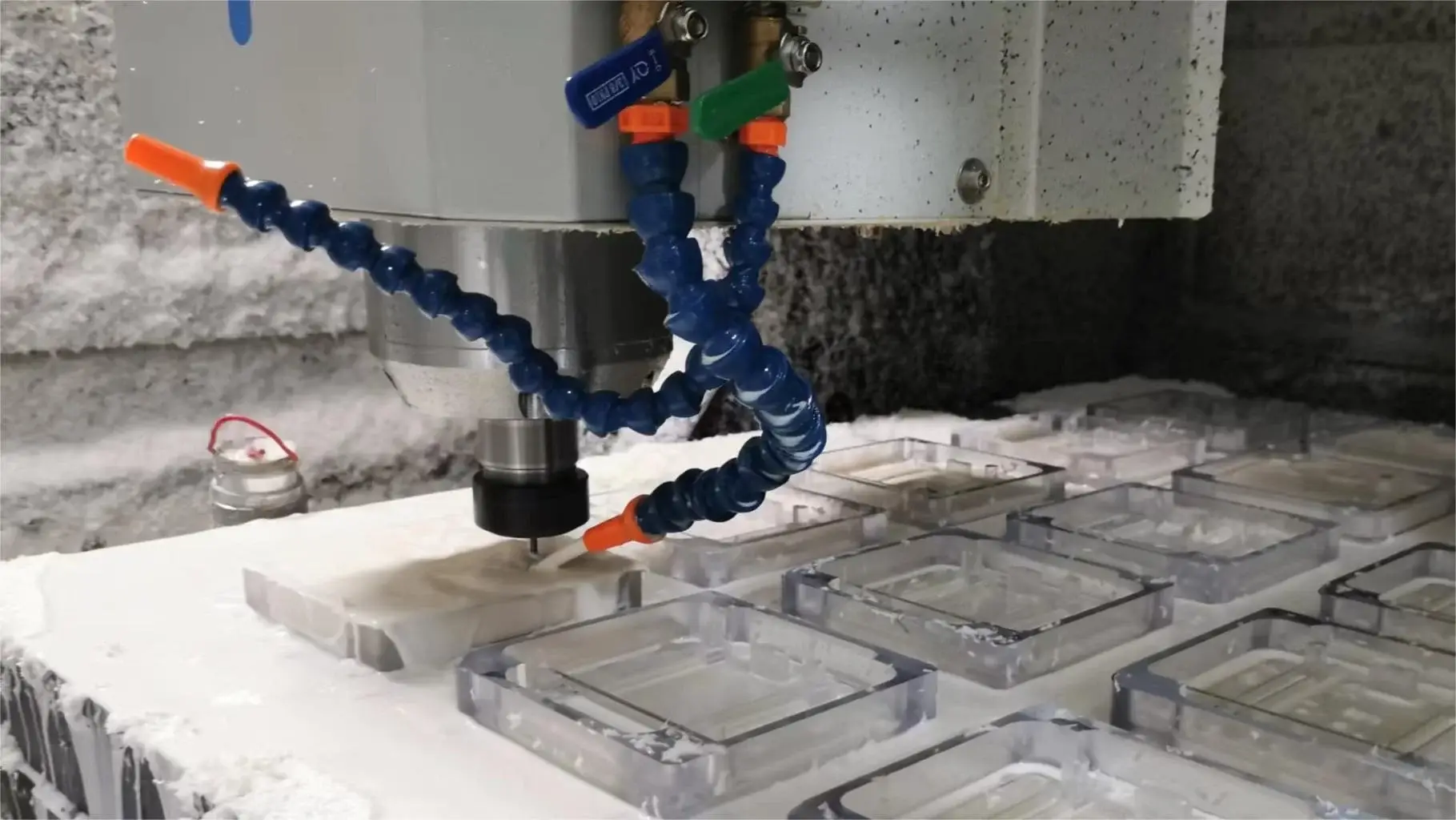
Simply put, a 3-axis CNC milling machine is a machine that automatically engraves. Take a look at how it works.
Design the desired part using CAD (Computer Aided Design) software such as AutoCAD, SolidWorks, and Fusion 360.
Accurately mark all dimensions, tolerances, material specifications, and features, and then use the software to create a detailed 3D model of the part.
Specific example: Design a custom gear in Fusion 360. Set the outside diameter to 100 mm, and the inside diameter to 50 mm, and add 20 teeth with a specific tooth shape.
Use CAM (Computer Aided Manufacturing) software to convert the design into a language that the machine understands, such as Mastercam, and Fusion 360 CAM.
This step generates G-code, which is essentially the instruction set for the machine. Pay attention to the following names and parameters:
Example: In Mastercam, generate a toolpath for a gear with a spindle speed of 1500 RPM, a feed rate of 300 mm/min, and a depth of cut of 2 mm.
Related reading: 4 Axis CNC Machine: The Complete Guide in 2024
Before the machine starts cutting, you’ll want to check the table and the material to make sure there’s no debris in the way.
In addition to this, you will need to set up the instrument. This includes securing the raw material (e.g., a metal or plastic block) to the machine’s table and making sure everything is perfectly aligned.
For the material setup, you’ll want to decide whether to use a vise or jig to hold the material in place. For the alignment tool, you’ll want to consider whether to use a dial indicator or an edge finder.
Example: Use the fixture to secure a 150 mm x 150 mm aluminum block to the table. Use a micrometer to check flatness and an edge finder to determine the position of the material edge relative to the machine’s zero point.
 Step 4: Execute the milling process
Step 4: Execute the milling processWith the design ready and the material in place, the machine starts working. It then follows G-code instructions to move the cutting tool along the X, Y, and Z axes to remove material and shape the part.
This is done as follows:
Example: Load the G code for the gear into the machine, set the spindle speed to 1500 RPM, and start the cutting sequence. The machine first cuts the OD, then the ID, and finally the gear teeth.
Throughout the milling process, operators monitor the machine to make sure everything is running smoothly. They make adjustments as needed to maintain accuracy and prevent errors.
Monitoring tools can be used to monitor real-time data from the control interface in real-time, primarily through visual inspection, and make adjustments based on problems.
For example, if the machine is tight, adjust the feed rate or spindle speed. Pause operation to remove chips or debris if necessary. Use coolant to prevent overheating and improve cutting efficiency.
Example: If the tool is tight, reduce the feed rate from 300 mm/min to 250 mm/min. Apply coolant to the cutting area to maintain optimum temperature.
After the milling is complete, the part is usually subjected to additional processes such as polishing, cleaning, or coating to achieve the final finish.
The following operations are mainly performed:
Example: After milling, deburr the edges of gears with a fine file, polish the surface with 600-grit sandpaper, clean with isopropyl alcohol, and apply an anodized coating for durability.

There are also differences between the various CNC mills, and this article will compare 3-axis CNC mills with 4- and 5-axis CNC mills, highlighting their unique features, capabilities, and applications.
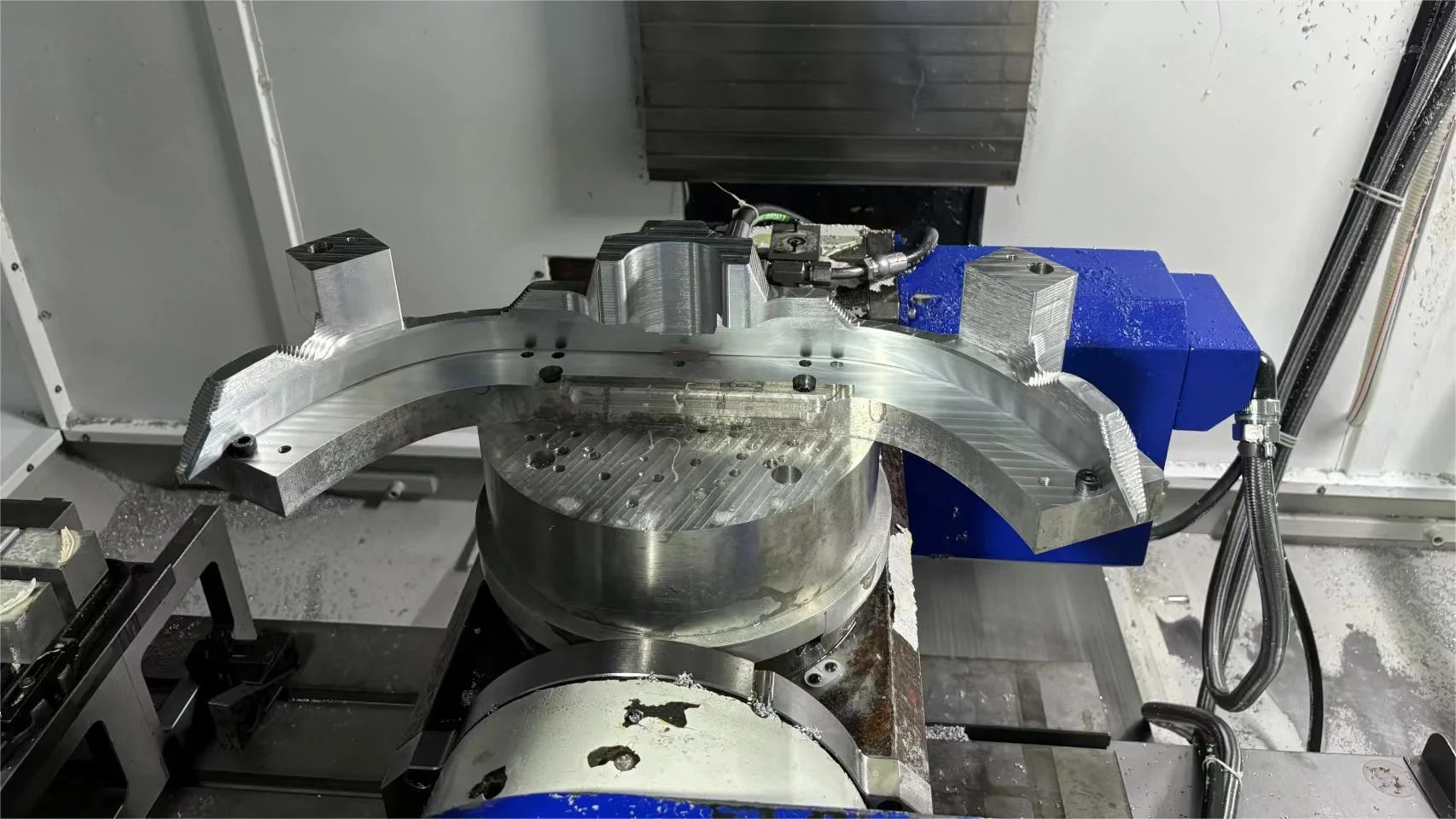
A 4 Axis CNC milling machine adds an additional rotational movement to the basic three axes of the 3 Axis machine. This fourth axis, often called the A-axis, allows the cutting tool or the workpiece to rotate around the X-axis.
When comparing three-axis and four-axis CNC milling machines, the main differences are in their motion capabilities and applications. Three-axis CNC machines move the cutting tool along three linear axes (X, Y, and Z) and are suitable for simple parts that need to be machined in a single plane.
In contrast, four-axis CNC machines add rotary motion around the X-axis (A-axis) and can handle more complex shapes and geometries, such as curved and cylindrical workpieces.
While 3-axis machines are more affordable and easier to operate, 4-axis machines cost more because of their ability to reduce manual repositioning, increase productivity, and handle complex designs.
The choice between the two ultimately depends on the complexity of the project and budgetary factors.
A 5 Axis CNC milling machine includes two additional axes beyond the basic three of the 3 Axis machines. These are usually the B-axis (tilt along the Y-axis) and the C-axis (rotation around the Z-axis), allowing the cutting tool to approach the workpiece from virtually any angle.
A major difference between the two is cost. Three-axis CNC machines cost less to purchase, program, and operate and therefore cost less per part.
Another key difference is their ability to create and process complex shapes. A 5-axis CNC machine excels at machining complex geometries and making deep cuts. It can machine all sides of a workpiece without the need for manual repositioning, which greatly increases productivity.
In contrast, three-axis machines require multiple adjustments and repositioning to handle complex geometries, which is not only time-consuming but also less efficient.









