In today’s UAV industry, it’s common to see huge price gaps between quotes for what seem like identical CNC-machined parts.
One supplier may charge double or even triple for similar components, leaving procurement teams and engineers wondering which price truly reflects the real manufacturing cost.
This uncertainty often leads to delayed decisions, budget overruns, or compromised part quality.
To solve this, you need a clear, fact-based understanding of what actually drives cost in UAV CNC machining.
This guide breaks down every genuine cost factor — from material grade and machining complexity to tolerances, batch size, and post-processing — helping buyers and project managers make informed judgments, benchmark quotes accurately, and negotiate with data-backed confidence.
Also read:Best cnc machining for drone parts in China
In real UAV projects, it’s common to receive supplier quotes that differ by 30%, 200%, or even more—sometimes for the same drawing and specifications.
A project manager might upload one CAD file and get five wildly different prices within a single day.
This makes procurement decisions both confusing and risky: is the low price cutting corners, or is the high quote simply inflated?
Most buyers can’t easily tell, because CNC quotes often mix visible and hidden cost factors that aren’t transparent at first glance.
As a result, teams struggle to assess which supplier offers true value rather than just the lowest number.
Behind these pricing gaps lie multiple layers of real manufacturing cost differences. Some stem from fundamental technical factors, like material grade or machine capability, while others relate to operational choices such as shop efficiency or quality control standards.
In UAV manufacturing, even small variations in precision or surface treatment can multiply costs due to the strict performance demands of aerospace components.
To cut through this complexity, it helps to group the causes into five core categories that shape every CNC part price: material selection, machining process complexity, precision and tolerances, production batch size, and the supplier’s quality management system.
Each factor interacts with the others — for example, tighter tolerances mean slower feeds and higher scrap rates, while better quality systems reduce risk but increase overhead.
To understand these price differences, we need to break down each real cost driver. The following sections analyze how each factor directly affects cost — and, more importantly, how buyers can verify if a quote’s pricing logic makes sense.
This structured approach helps engineers and sourcing teams move beyond guesswork and build a transparent cost baseline for UAV CNC parts.
Among all the variables influencing CNC part pricing, material selection remains the most dominant.
For UAV components, the chosen material dictates not only the raw metal or plastic cost but also machining difficulty, tool life, cycle time, and even post‑processing requirements.
That’s why two parts with identical geometry can differ in price by a factor of three or more—simply because they use different materials.
Understanding how these material properties shape production costs is the first step toward accurate quote evaluation.
Aluminum is by far the most common choice in UAV CNC manufacturing. It’s lightweight, affordable, and easy to machine, making it ideal for airframes, brackets, and housings where strength-to-weight ratio matters.
Titanium, in contrast, is far more expensive both as a raw material and in machining time. Its high hardness and low thermal conductivity cause rapid tool wear, forcing machinists to reduce spindle speed and feed rates dramatically.
The result: longer production cycles and higher tool replacement costs.
Engineering plastics like POM (Delrin), nylon, or PEEK tell another story.
They’re cheap per kilogram and can be cut quickly on the same machines used for metals, but their thermal expansion and low rigidity create different challenges.
Thin sections can deform or melt under tool friction, requiring careful control of spindle speed and coolant flow.
In UAV projects, plastics are therefore best reserved for non‑structural parts—such as housings, cable supports, or sensor mounts—where electrical insulation or weight reduction are priorities but load‑bearing strength is not.
Each material also brings different performance trade‑offs.
Titanium offers unmatched strength and fatigue resistance for motor mounts or landing gear but at a steep cost.
Aluminum provides excellent stiffness-to-weight balance for fuselage frames and arms, while plastics remain ideal for protective covers or testing prototypes.
Choosing the wrong material can mean overpaying for unnecessary durability or under‑specifying critical flight components—a mistake both engineers and procurement teams aim to avoid.
Material cost is not determined by composition alone. In UAV manufacturing, purchasing volume and certification requirements dramatically affect the final price.
Small‑batch or prototype orders usually face higher per‑kilogram costs since mills and distributors add markups for limited quantities.
Aerospace‑grade aluminum and titanium, for instance, must meet strict AMS or ASTM certification standards, which can double the base material price compared with industrial‑grade stock.
Lead time and sourcing routes further widen the price gap. When a supplier holds inventory of common aerospace alloys like 6061‑T6 or 7075‑T6, they can quote quickly and competitively.
But when a project specifies a custom billet, composite hybrid, or rare titanium alloy, procurement time can stretch for weeks, and the supplier must factor in both holding cost and risk.
This difference between stocked versus special‑order material is one of the least visible yet most influential cost drivers in UAV CNC quotations.
In UAV manufacturing, material sourcing often affects cost as much as machining itself. While most buyers compare quotes based on machine time or tolerance, the smarter approach is to first confirm the material grade, certification, and supply status.
Doing so transforms what many see as hidden supplier margins into transparent, data‑driven cost logic—an essential step toward consistent, defensible procurement decisions.
In UAV CNC machining, part geometry and design complexity are often the single biggest determinants of actual cycle time and machine setup.
Even when two parts share the same material and tolerance, the difference between a simple rectangular bracket and a thin, multi‑angled housing can multiply machining cost several‑fold.
Complex geometries require more tool changes, additional fixturing, and far greater programming precision. Every extra pocket, curved surface, or undercut introduces not just cutting time but also risk—of vibration, heat buildup, or deformation.
For buyers, understanding this relationship between design complexity and cost is key to reconciling why some “visually similar” parts are priced so differently.
The more intricate the geometry, the more challenging it is to hold and cut accurately. Thin walls tend to flex under cutting pressure, forcing machinists to reduce feed rates and take lighter passes.
Deep cavities require long, slender tools that deflect easily, demanding careful step‑down strategies and often multiple setups. Multi‑axis surfaces—common in aerodynamic housings or gimbal mounts—demand simultaneous 4‑ or 5‑axis machining.
Each extra axis adds programming and simulation time, plus operators with advanced technical skills. All these factors translate directly into higher cycle time and tool wear.
UAV structures often incorporate these complex features. Typical examples include thin‑wall aluminum housings for avionics or sensor modules, lightweight frames with deep battery compartments, and aerodynamic housings that must be shaped across multiple angles.
While such designs improve flight efficiency and payload performance, they also require slower machining speeds, precision fixtures to prevent distortion, and frequent dimensional checks during production.
A single lightweight enclosure might take five times longer to machine than a simple solid bracket, even though both share the same outer dimensions.
Adding to the challenge is the elevated scrap risk that accompanies complex designs.
Thin sections are prone to vibration and resonance, deep pockets can trap heat and create internal stress, and curved multi‑axis surfaces often reveal tool marks that must be polished out.
Even a minor positional drift in the toolpath can force an entire part to be scrapped. From a supplier’s perspective, this potential yield loss is priced into every quote.
The more complex the geometry, the higher the chance of partial defects or finishing rework—both of which raise cost long before assembly ever begins.
Beyond geometry, another major contributor to machining cost is tolerance specification.
The tighter the tolerance, the slower the machining process must run to achieve it. For instance, holding ±0.01 mm demands multiple finishing passes at low feed rates, stable temperature conditions, and sometimes dedicated cutting tools.
These factors extend machine time significantly, especially for long or thin parts where thermal expansion and vibration are harder to control.
In UAV applications, where components must align perfectly to ensure flight stability and vibration balance, ultra‑tight tolerances are often unavoidable—but not without measurable cost impact.
Inspection adds a second, equally important cost layer. Every tolerance callout must eventually be verified. For high‑precision UAV components, this often requires coordinate measuring machines (CMMs) to check every critical dimension, along with detailed inspection reports to meet aerospace documentation standards.
Manual inspections using micrometers, gauges, or optical systems take additional time, especially for prototypes with multiple setups.
When engineers request full first‑article inspection (FAI) documentation, the cost can increase by 10–20% simply to cover measurement labor, calibration, and reporting.
These inspection costs are frequently hidden within supplier quotes, but they’re one of the most significant unseen cost drivers in aerospace and UAV machining.
In many cases, inspection can represent 20–30% of total project time—especially when every part dimension, thread, and surface finish must be verified and recorded.
For strategic buyers, understanding this relationship helps evaluate whether a high quote reflects genuine quality assurance rather than inflated pricing.
In aerospace parts, inspection often represents a hidden but significant cost. Recognizing it allows engineers and procurement teams to make more grounded trade‑offs: when to tighten tolerances for flight‑critical interfaces, and when to relax them to control cost.
By aligning design intent with realistic machining and inspection capability, UAV teams can achieve both performance accuracy and cost efficiency—without unnecessary manufacturing complexity or budget surprises.
In UAV manufacturing, production volume has a direct and measurable impact on CNC part pricing.
The difference between machining one prototype and producing a batch of one hundred identical parts can easily reach a 5× price spread per unit.
Yet this isn’t because suppliers are quoting arbitrarily — it’s because the cost structure of CNC machining changes fundamentally as production stabilizes.
Programming effort, machine setup, tool life, and process consistency all shift depending on how many parts are made. For procurement teams, understanding this transition from prototype to production quantities helps make sense of unit cost trends and clarifies where genuine savings exist.
Prototype UAV parts are costly for several unavoidable reasons.
First, programming takes significant engineering time. Each prototype requires a unique CNC program, toolpath simulation, and verification. This non‑recurring engineering (NRE) effort may consume hours of senior programmer time before a single chip is cut.
Second, machine setup is nearly the same for one part as it is for one hundred. Technicians must mount fixtures, align coordinate systems, and prepare tools, all of which are fixed labor costs that don’t scale with quantity. When the order is just one or two pieces, the entire setup cost falls onto those few parts.
Third, scrap risk is highest during prototyping. Without a proven process, the chance of dimensional error, surface defect, or tool breakage is much higher. Suppliers often price in this risk to cover possible rework or remake. That’s why even small, simple UAV housings may appear disproportionately expensive when produced as one-offs.
Prototyping cost reflects engineering effort, not just machining time. Buyers who understand this are better positioned to evaluate quotes realistically and negotiate fair pricing that accounts for supplier setup and risk exposure, rather than assuming overcharging.
Once a part moves into repeat or small‑batch production, the economics shift dramatically. The first reason is that setup cost becomes amortized across multiple units.
A fixture that once supported a single prototype now serves the entire batch, effectively spreading that preparation effort and labor across every part.
This alone can reduce per‑unit cost by 30–50% when quantities reach tens or hundreds.
Second, tooling optimization improves efficiency. After the initial run, machinists refine cutting parameters, select longer‑life tools, and adjust feeds and speeds to achieve stable performance. Fewer unexpected issues mean fewer part stoppages and less material waste, lowering both time and risk costs.
Third, process stabilization eliminates trial‑and‑error. Once machining and inspection workflows are tuned, operators can run parts consecutively with minimal interruption.
Toolpath verification, first‑article inspection, and dimensional compensation become routine instead of experimental. The result is consistent quality with less downtime and material scrap.
Stable production is where real cost efficiency begins. For UAV buyers, this stage represents the sweet spot where price reductions are justified by true manufacturing learning and process stability — not by cutting corners.
It also sets the stage for longer‑term supplier partnerships, in which both sides benefit: the supplier gains predictable utilization, and the buyer secures reliable cost and delivery performance.
The type of CNC equipment and processing route directly shape machining cost in UAV part production. Even when using the same material and geometry, switching from a standard 3‑axis mill to a 5‑axis machining center or multi‑axis turning setup can double hourly rates.
These different machines offer distinct capabilities — and each matches a specific part category, accuracy requirement, and production goal.
For sourcing teams, understanding which machine type truly fits the part’s geometry helps interpret quotes more accurately and avoid overpaying for unnecessary technology.
3‑axis machining is the most common and economical option. It handles flat or prismatic parts with straightforward cuts along the X, Y, and Z axes.
Brackets, mounting plates, and simple housings for UAVs often fit this category. The machines are widely available, programming is faster, and hourly rates are lowest because setups are simple and tooling costs are moderate.
5‑axis machining adds rotational movement around two additional axes, letting the tool approach the workpiece at virtually any angle.
This capability is essential for complex UAV geometries such as aerodynamic housings, impeller blades, or multi‑face components that demand single‑setup precision.
However, 5‑axis machines are costly to operate, requiring high‑end controllers, skilled operators, and time‑intensive simulation before production.
As a result, machining time is more efficient, but the hourly rate can be two to three times higher than a 3‑axis setup.
Multi‑axis turning centers—combining milling and turning—are used for UAV shafts, rotors, and motor mounts where cylindrical and milled features must be produced in one clamping.
These hybrid machines reduce part handling and improve coaxial accuracy but come with higher capital and maintenance costs.
Advanced machines reduce setups but increase hourly machining cost. They pay off only when the part’s geometry or tolerance truly demands them.
For procurement teams, confirming the necessary axis count before quoting prevents both under‑specification (poor accuracy) and over‑investment (unneeded capability).
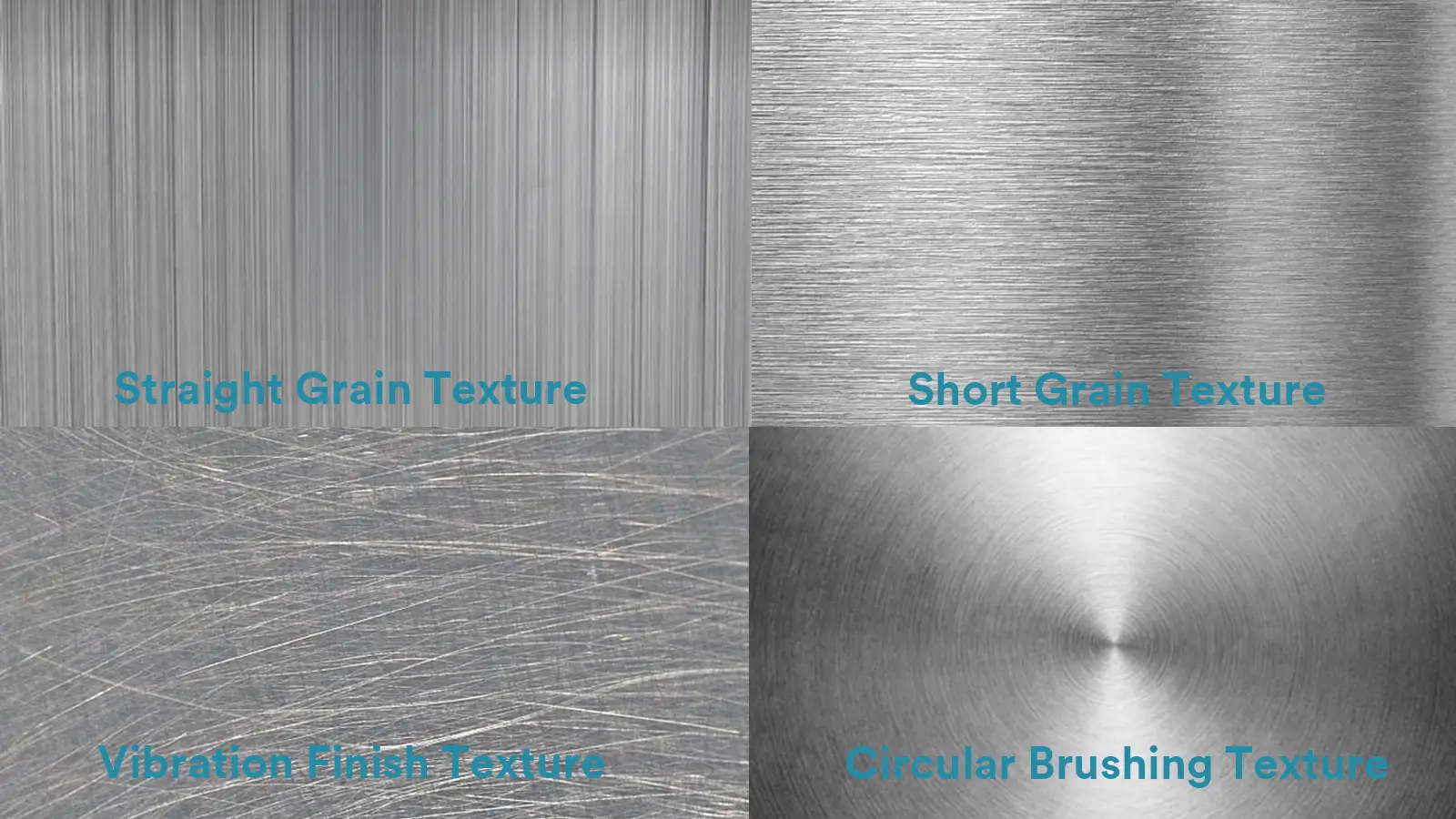
Machining is rarely the final step in a UAV part’s production route. Many components require secondary processes to achieve structural or functional performance. Common examples include:
Each process adds cost not only through the added operation but also through handling, transport, and quality inspection between stages.
Some treatments, such as hard anodizing or titanium nitriding, may even cost more than the initial machining itself because they require dedicated facilities, controlled environments, and certified technicians.
These steps often add more cost than the machining itself — a fact many buyers overlook.
For UAV assemblies, where weight, corrosion resistance, and fatigue strength are critical, skipping or downgrading secondary processes isn’t an option.
A precise understanding of which post‑machining treatments are truly functional versus purely cosmetic is essential for accurate cost evaluation and efficient design decisions.
In UAV programs, cost reduction can’t come at the expense of structural integrity or flight performance. Yet, strategic design and supplier collaboration often yield double‑digit savings without compromising quality.
The key lies in tackling cost drivers early — before drawings are locked and production begins.
By applying design‑for‑manufacturability (DFM) principles and involving experienced CNC suppliers early in the development phase, teams can prevent costly revisions, shorten lead times, and achieve predictable pricing transparency.
Most UAV parts are over‑engineered not for performance but because of subtle design oversights that complicate machining.
A few practical design improvements can significantly lower CNC cost:
Each of these changes is low‑effort but high‑impact: they require only drawing updates, not performance compromise.
Engineers who review geometry with manufacturing in mind routinely cut prototype and production costs by 20–40%.
For UAV projects where lightweight precision dominates every quote, DFM thinking is one of the few tools that drives tangible savings without trade‑offs.
The second and often underestimated lever for cost control is early supplier involvement.
Bringing a CNC manufacturer into the design loop before release to production allows shared decision‑making in three critical areas.
Early supplier involvement is the most effective way to reduce machining cost. It turns sourcing from a transactional task into a collaborative, data‑driven partnership that continuously improves manufacturability, consistency, and delivery reliability.
For UAV teams balancing innovation with cost accountability, this proactive approach ensures both competitive pricing and mission‑ready quality.
Before sending out an RFQ, it’s possible — and smart — for UAV engineers and procurement teams to make a rough cost estimate on their own.
Doing so helps identify unrealistic prices, set budget expectations, and speed up supplier negotiations.
While each part’s final cost depends on geometry, material, and process, understanding the general cost distribution and knowing what data suppliers require will make quote reviews far more predictable.
A simple rule of thumb divides CNC part cost into three components: material, machining time, and finishing.
By combining these percentages, buyers can quickly test quote logic.
For instance, if machining represents only 25% of a titanium part’s total, something may be off — either material was under‑quoted or machine time underestimated.
Conversely, when machining exceeds 70%, the geometry may be more complex than the drawing reveals.
This simple cost‑breakdown mindset helps procurement teams evaluate quotes with confidence before formal supplier feedback arrives.
Accurate cost estimation works both ways: buyers also improve quote accuracy by providing full, standardized data at the start.
Suppliers typically need the following details to prepare a realistic and competitive quote:
When suppliers receive this complete dataset upfront, they can optimize toolpaths, select the right machine type, and forecast delivery more accurately.
It avoids the common back‑and‑forth that slows down RFQ cycles and eliminates hidden costs added later for reprogramming or re‑inspection.
Providing complete data reduces quote time and prevents hidden costs.
The more transparent both sides are during the quoting stage, the more predictable — and ultimately competitive — the UAV CNC manufacturing partnership becomes.
Ultimately, the true cost of UAV CNC parts doesn’t come purely from cutter time or machine type — it’s rooted in engineering decisions, risk management, and quality assurance.
First, cost comes from design. Every radius, cavity, and tolerance line defines how much time, tooling, and setup a supplier must invest. Smart design choices—those that balance performance with manufacturability—can prevent unnecessary machining effort from the start.
Second, cost comes from risk. Prototypes, complex geometries, and tight tolerances all increase the likelihood of scrap or rework. Suppliers price that uncertainty into quotes. Reducing unknowns through early design collaboration and clear specifications makes costs more stable and predictable.
Third, cost comes from quality. Certified materials, multi‑axis precision, and full inspection documentation all ensure flight reliability but also add measurable expense. Understanding these trade‑offs allows procurement teams to separate justified costs from avoidable ones.
The smartest UAV programs treat cost control as an engineering process, not a price hunt.
If you want to identify real savings opportunities, invite a design review or request a detailed cost analysis before the next RFQ.
Early technical collaboration remains the surest way to achieve both cost efficiency and airworthy quality.

Lucas is a technical writer at ECOREPRAP. He has eight years of CNC programming and operating experience, including five-axis programming. He’s a lifelong learner who loves sharing his expertise.

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.