Depth can be categorized into the following 4 categories depending on the type of feature and processing method:
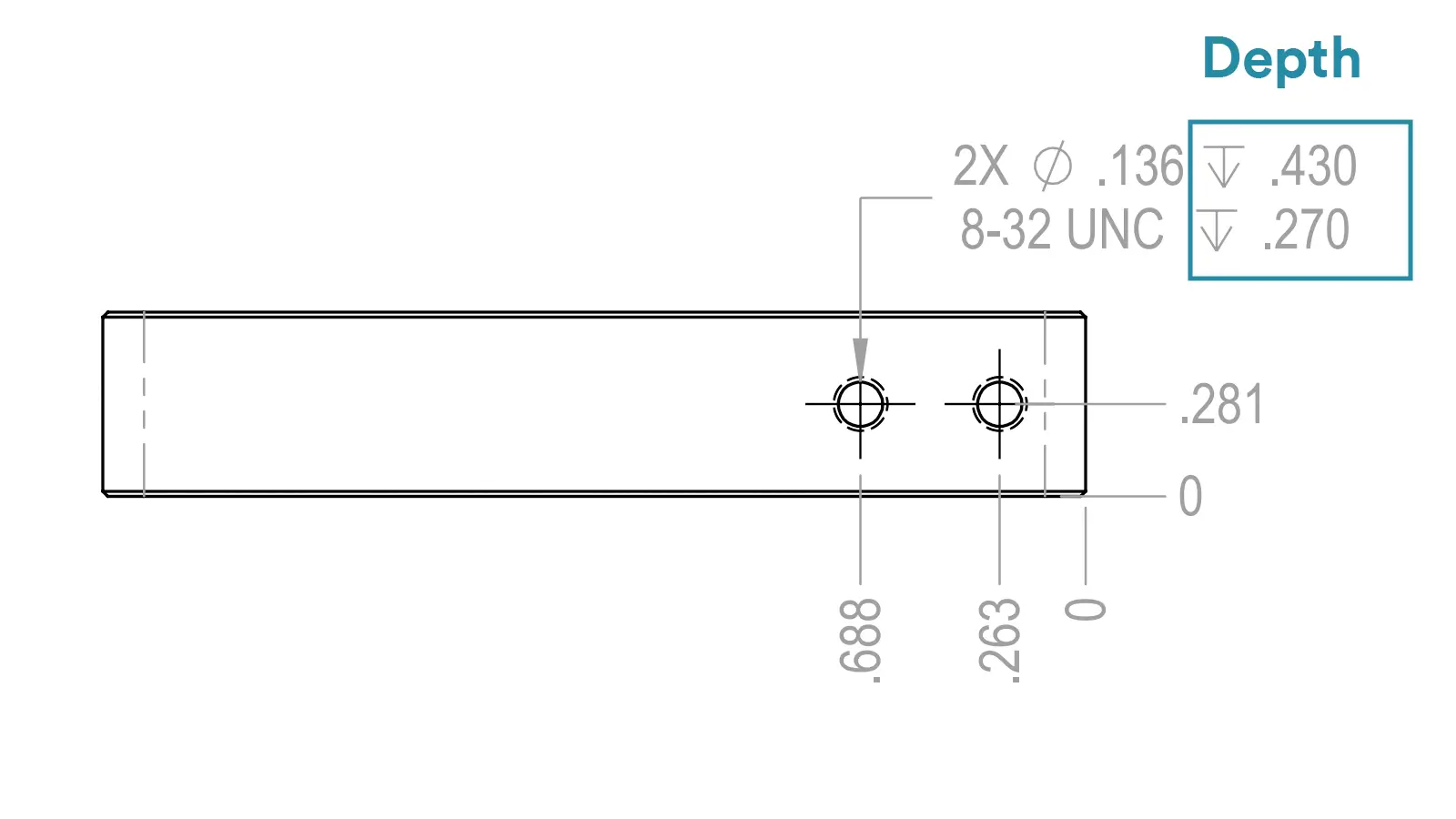
Including through-hole depth, the distance from one end of the orifice to the other end of the orifice and blind hole depth, the distance from the orifice to the bottom of the hole, commonly found in counterbore holes, bolt holes, oil holes, etc.. For example, the depth of a blind hole in a part used for mounting a bolt should be such that the bolt can be screwed in completely and does not exceed the bottom of the hole.
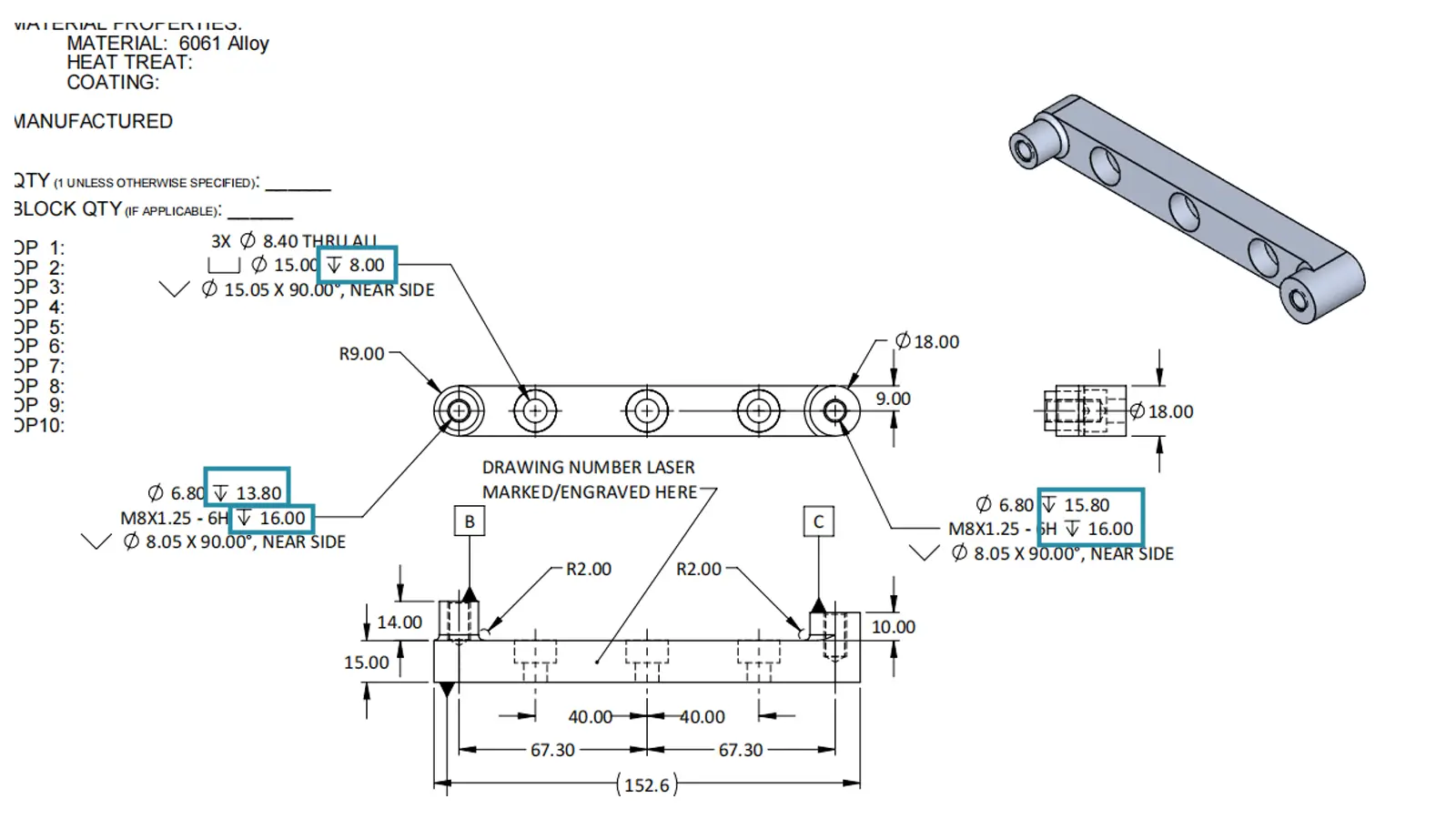
Below drawing shows the counterbore hole depth.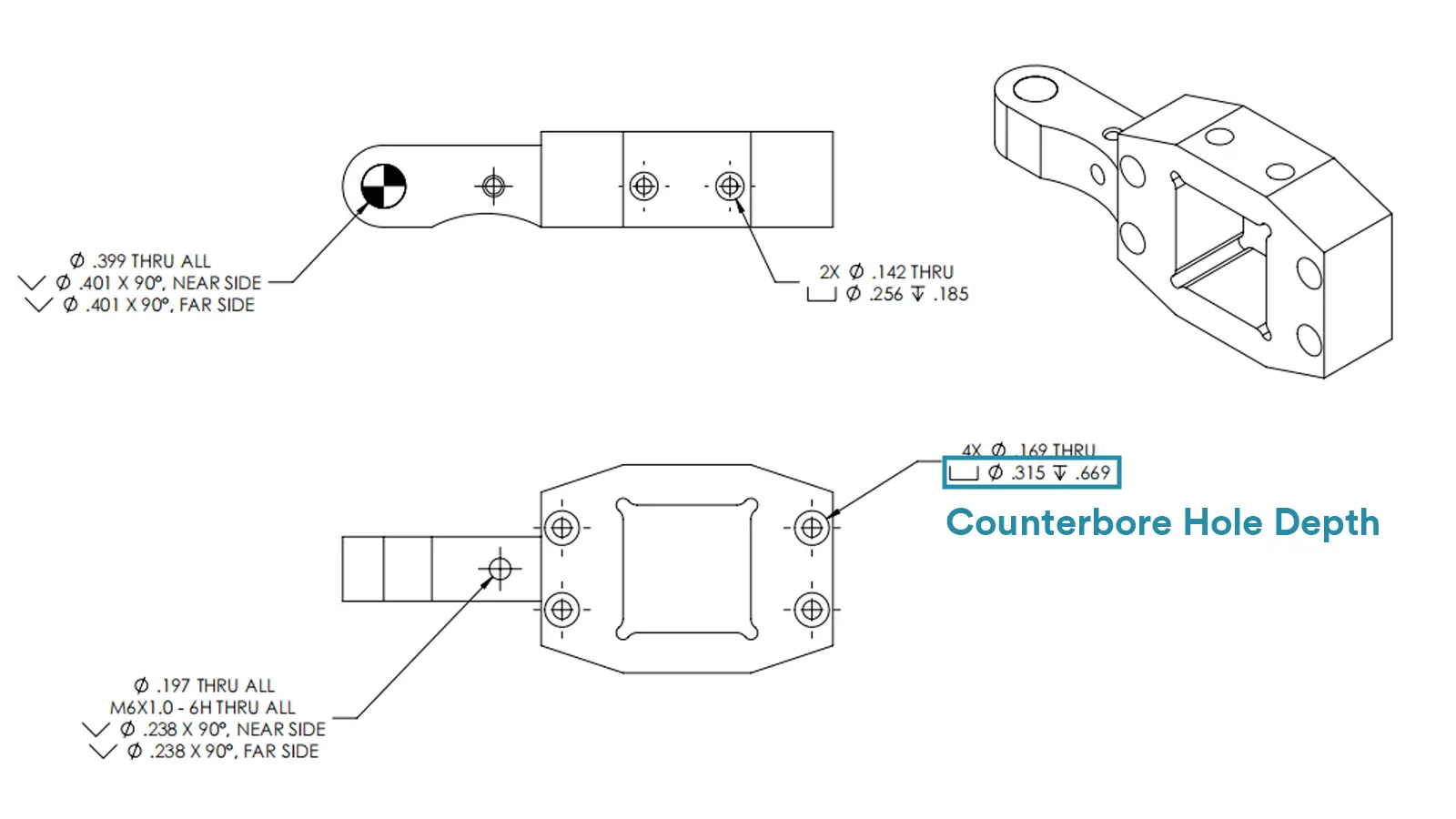
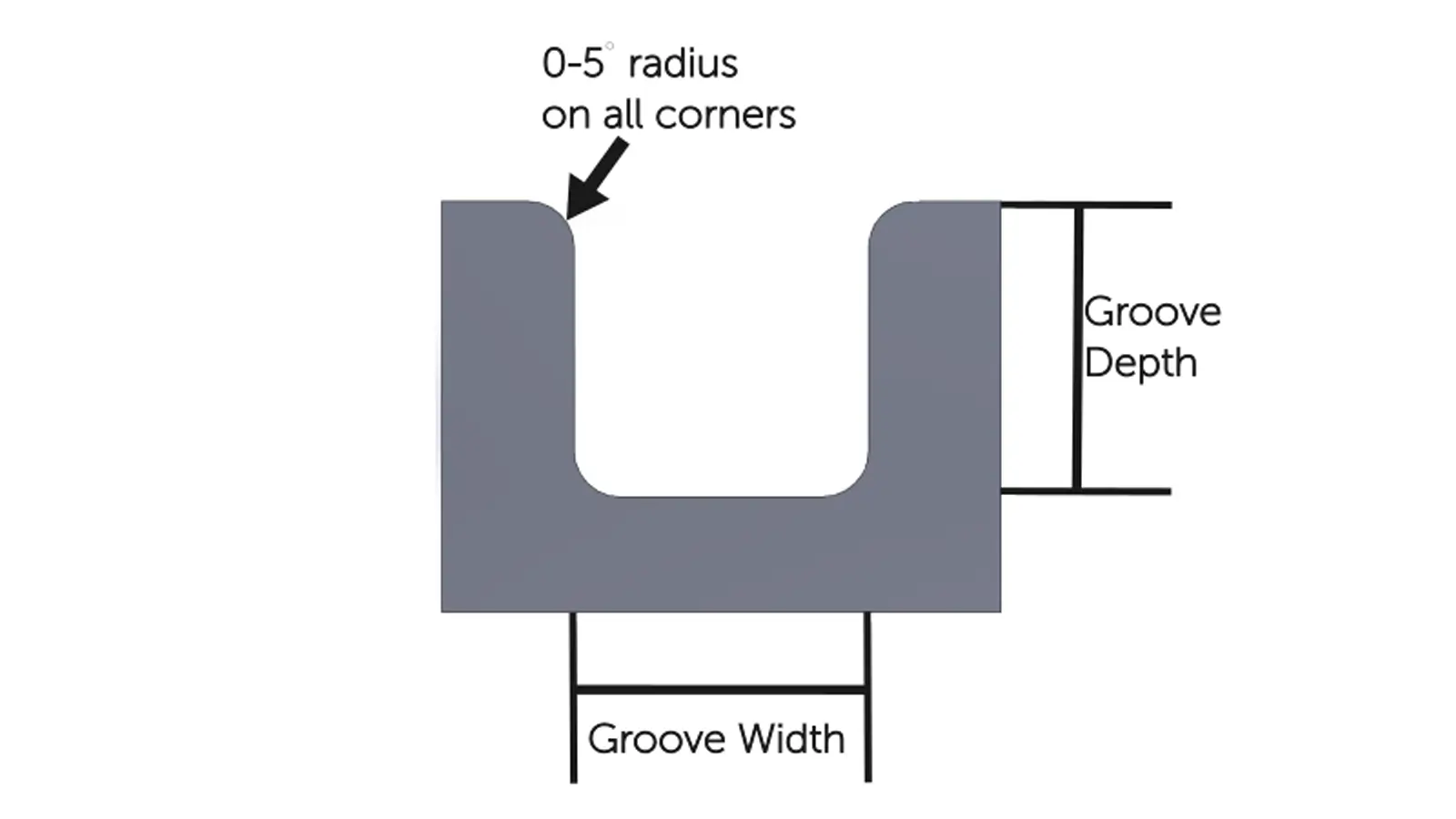
It refers to the depth of a groove feature created by a depression on a part’s surface, including keyways, guideways, and the like. The groove depth should align with that of the key, and specifically, the keyway depth must match the key’s thickness to ensure the key can stably transmit torque.
The vertical distance between step surfaces of different heights on a part, commonly found on shafts and disks. For example, the step depth between different shaft segments on a stepped shaft will affect the axial positioning of the shaft with other parts.
It is mainly present in parts such as molds and boxes, referring to the distance from the open side of the cavity’s inner wall to the cavity bottom. This distance directly determines the space size for molding parts or holding components.

Depth measurement is the core link to ensure the accuracy of part feature dimensions and assembly reliability. At present, there are 3 commonly used measurement methods, each with unique advantages and applicable scenarios, as shown in the table below.
| Method | Description | Recommended Applications |
| Depth Gauge | Available in vernier type (accuracy: 0.02mm) and digital type (accuracy: 0.01mm). The reference surface is positioned against the part, and the gauge rod is then extended to make contact with the measured bottom surface for reading. | Medium-depth planar grooves, steps, and blind holes, such as keyways and box steps. |
| Depth Micrometer | Accuracy: 0.01mm. The base is positioned against the reference surface, and the thimble is rotated to bring the measuring rod into contact with the bottom.Readings are obtained through scale combination, requiring vertical fitting. | High-precision depth measurement, such as precision mold cavities and high-precision blind holes in engines. |
| Coordinate Measuring Machine (CMM) | High-precision automated equipment (micron-level). It calculates depth automatically by establishing a coordinate system through the probe contacting the reference surface and the bottom surface, supporting batch measurement of complex features. | Depth inspection of complex parts, such as automotive irregular grooves and aerospace multi-step features, suitable for high-precision requirements. |
| Combination of Plug Gauge and Depth Gauge | The plug gauge verifies the hole diameter; the depth gauge measures the distance from the reference surface to the end of the plug gauge to indirectly obtain the hole depth. | Depth measurement of holes requiring simultaneous diameter verification, such as bolt holes and locating holes. |
Measurements must be taken from a uniform datum.
For non-flat-bottomed structures, the shape of the probe should be considered or a cross-section diagram should be used to assist judgment.
When detecting the probe, pay attention to avoid the error caused by detecting the rounded corner of the hole.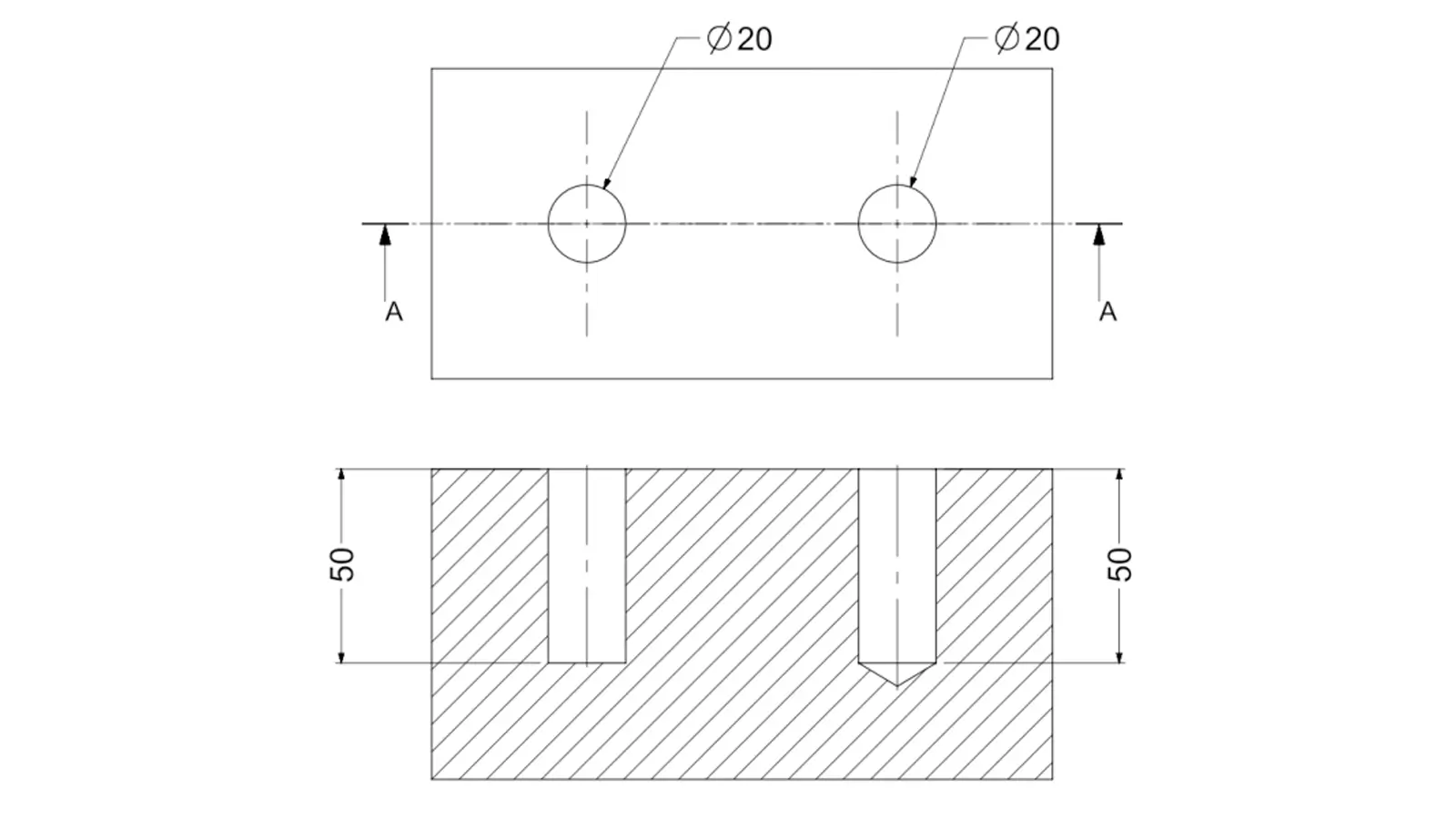
The two holes in the illustration are labeled as 20 diameter and 50 depth, but the cross-section shows that the left hole is flat-bottomed and the right hole is tapered-bottomed. If the structure of the tapered bottom is not clearly labeled, it may lead to measurement errors. The depth of the holes should be determined by combining the profile view with the shape of the probe.
Calculate the upper and lower deviation according to the drawing.
For critical assembly holes, such as positioning pin holes should be controlled within ±0.01mm.
For issues regarding the consistency of multi-hole depths, it is necessary to synchronize program adjustments with tool compensation optimization.

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.