When a part’s deformation in the free state conflicts with its functional performance after assembly, how can its true performance be accurately evaluated through technical means?
This section deeply analyzes the underlying logic of restrained condition note, compares its core differences with the free state, and clarifies its normative significance in machining by referencing international standards. This facilitates a systematic understanding of this key concept.
In the geometric dimensioning and tolerancing (GD&T) system, Restrained Condition Note refers to the requirement for dimensional and geometric tolerance inspection of parts under controlled external constraints (such as fixture clamping force, assembly pretension force) through technical documents.
-Essential function: Override the default “Free State” of the part, and force it to be evaluated in the simulated actual assembly or working state to ensure functional conformity.
-Standard basis: follows ASME Y14.5-2018, ISO 1101 and other international standards, and transmits technical requirements through drawing annotation (such as datum constraints, force parameters).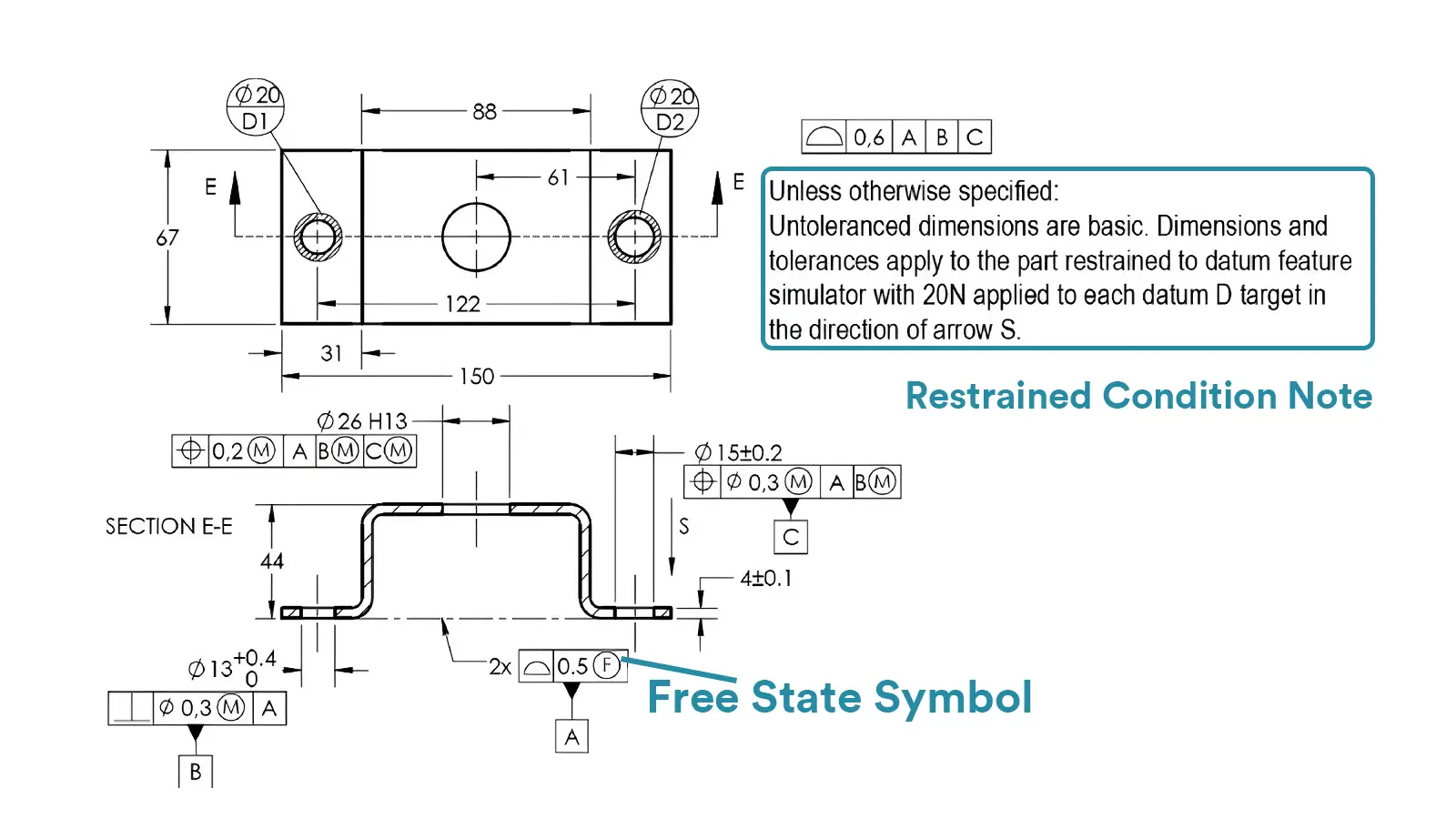
Table 1: Key Differences Between Free State and Restrained Condition
| Aspect | Free State | Restrained Condition |
|---|---|---|
| Constraint | Only gravitational force; no external fixtures (clamps, fasteners, etc.) | Specific constraints applied (e.g., 15N clamping force, dowel pin fixation) |
| Inspection Goal | Geometric accuracy in the part’s natural state | Functional accuracy simulating assembly/operational conditions |
| Typical Scenarios | Rigid parts, structures with no assembly deformation risk | Thin-walled components, rubber parts, multi-component assemblies |
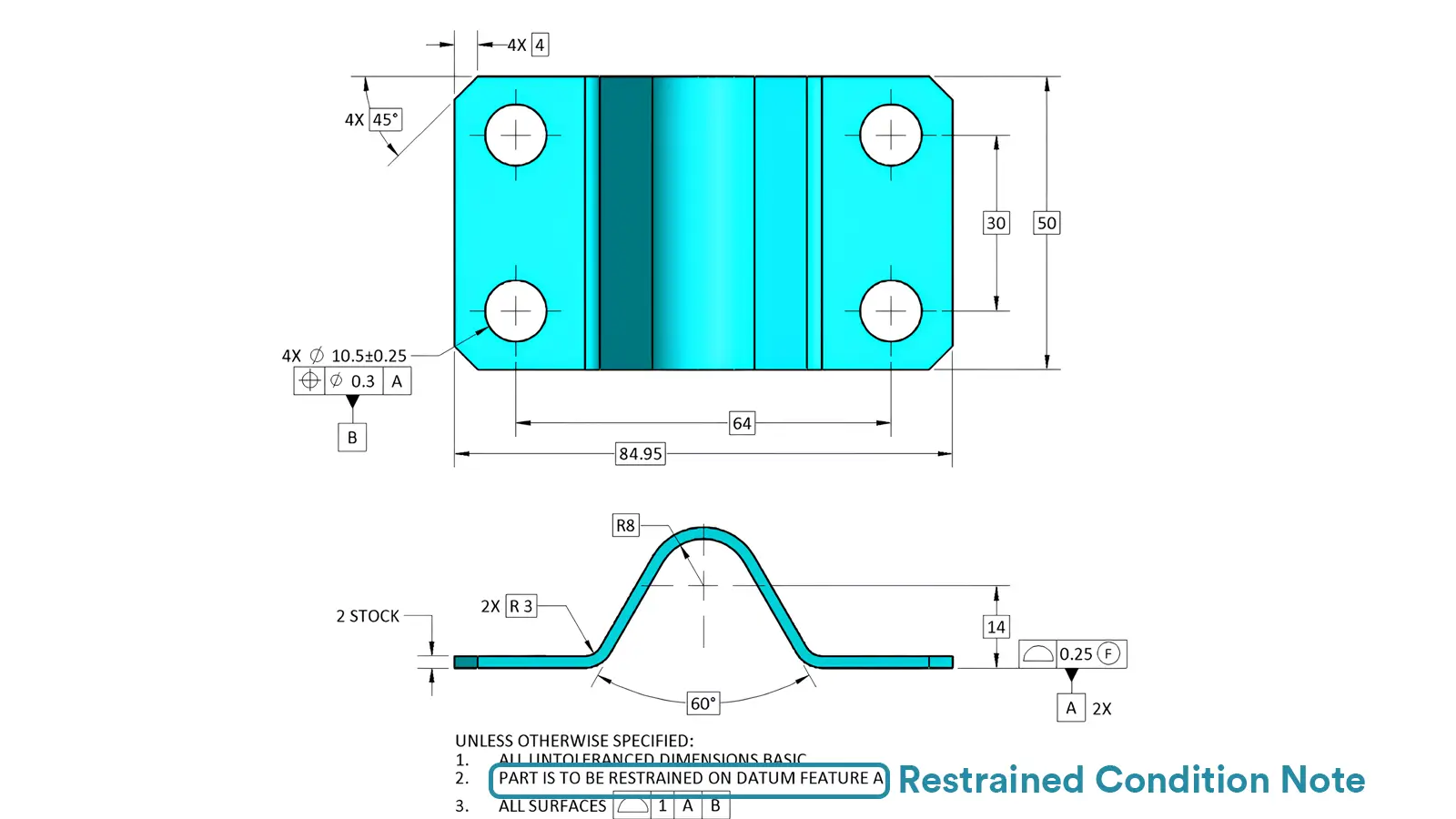
Drawing annotations are the “language” for conveying technical requirements, but vague constraints can lead to execution deviations in machining and inspection.
This section breaks down the specification requirements for annotation elements such as datum constraints and force parameters.
It showcases how to precisely convey constraints through authentic engineering drawing cases.
Additionally, it addresses conflict-resolution strategies when free and restrained conditions are present simultaneously. This guarantees the uniqueness and operational viability of technical documents.
-datum constraint description
Clearly constrained datum features (e.g., “Restrained on Datum A”) are usually associated with the part’s positioning surface.
Example:
“PART TO BE RESTRAINED ON DATUM FEATURE B USING HYDRAULIC CLAMPS.”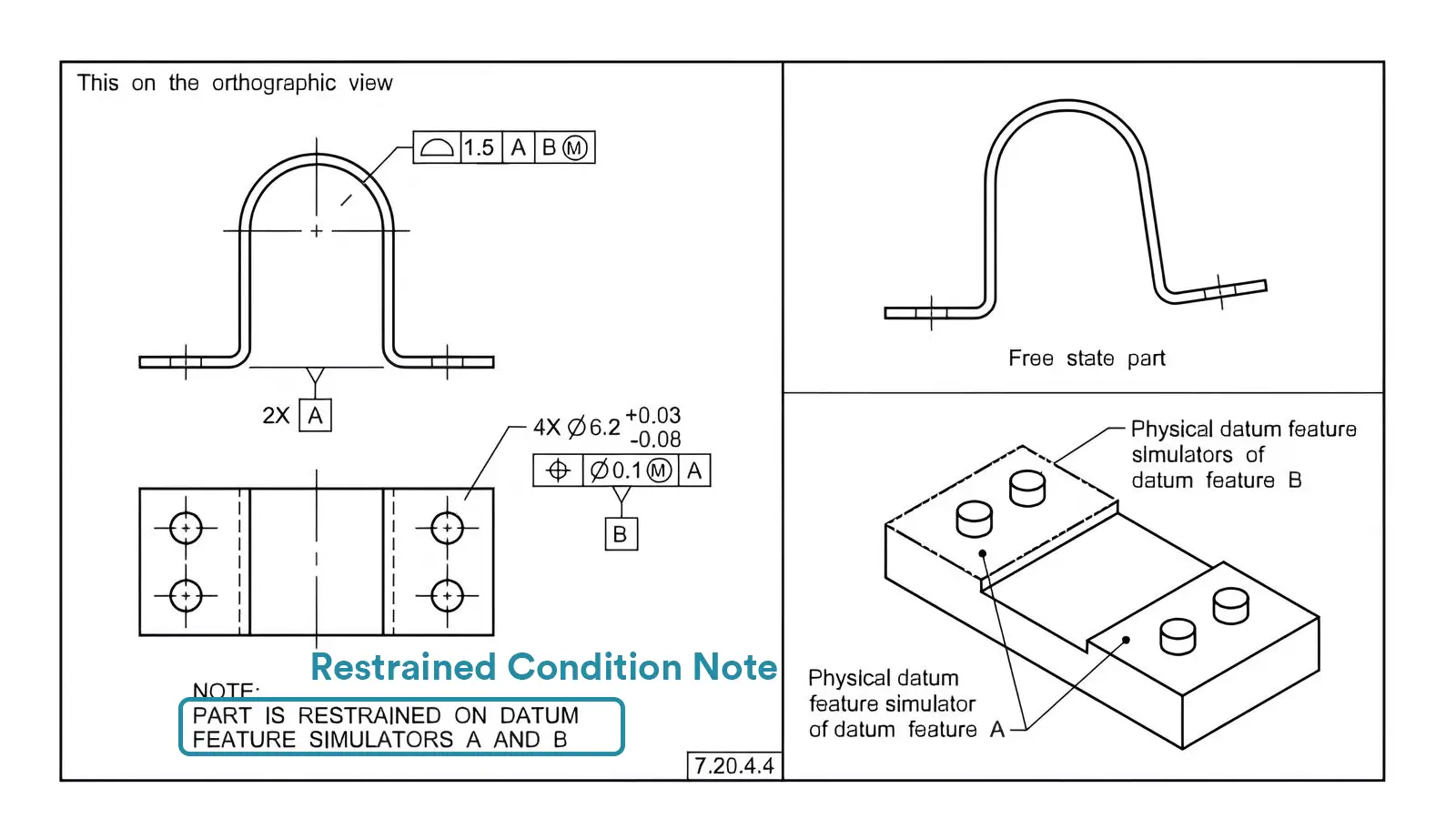
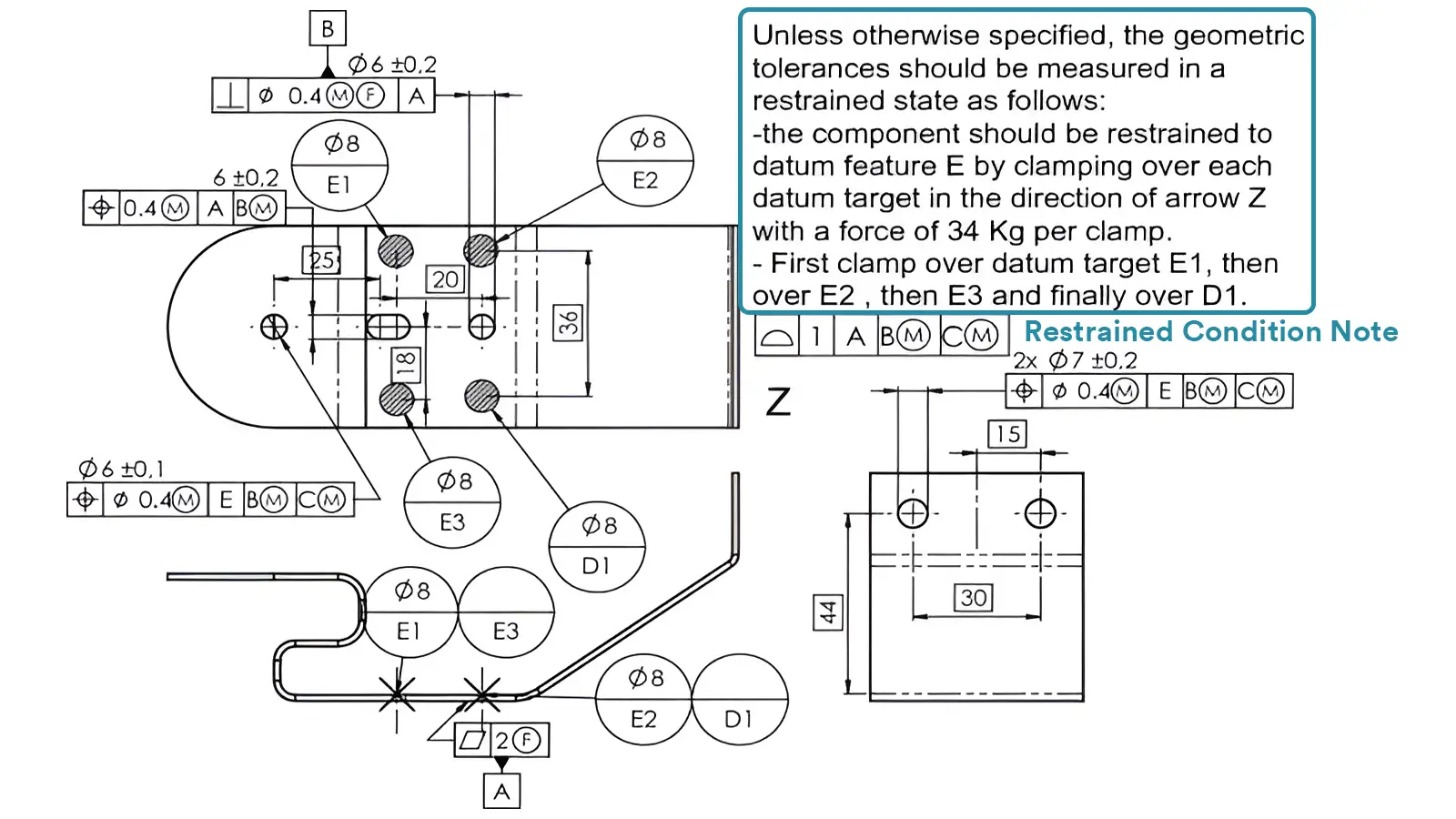
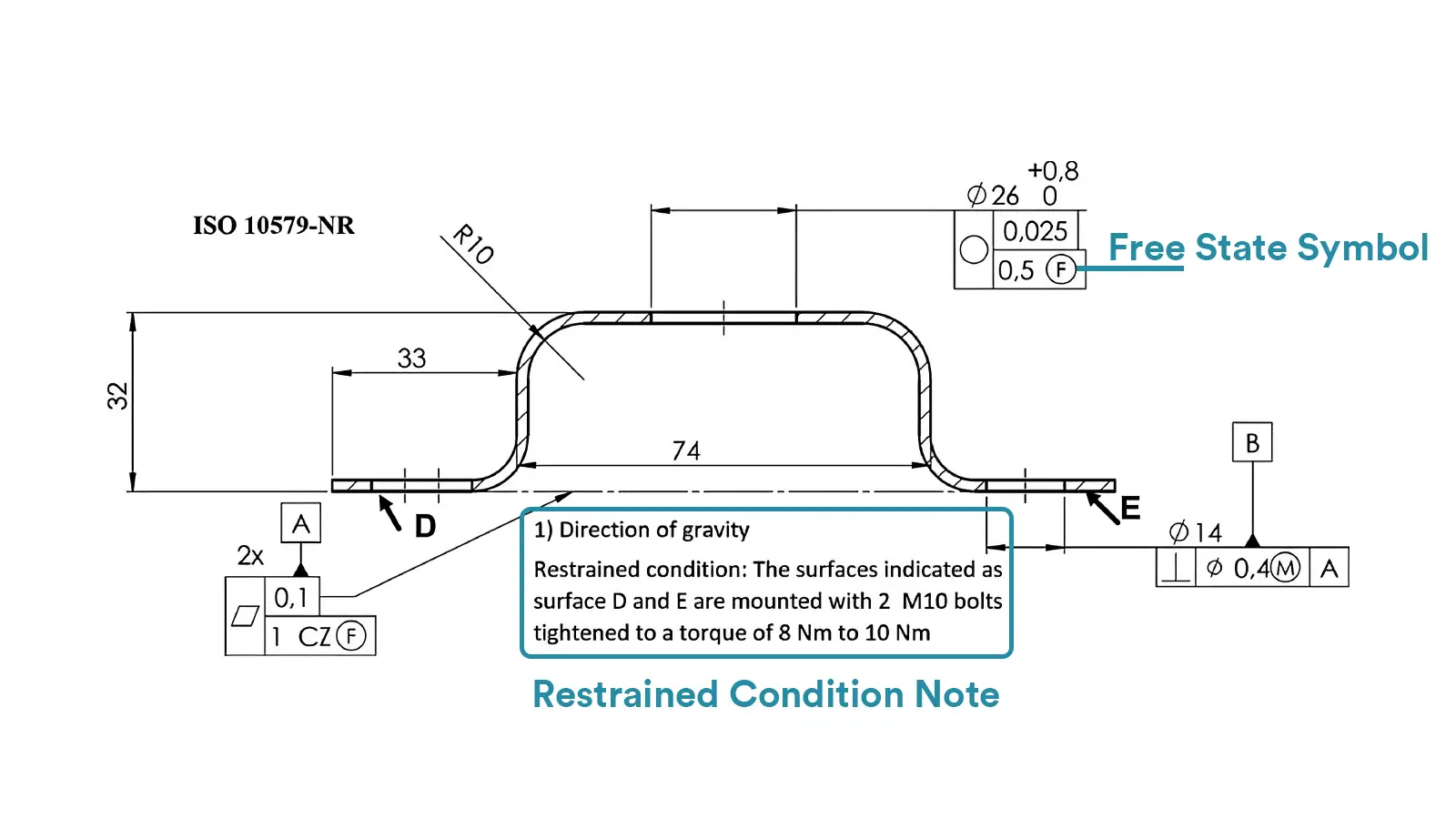
-Force value and constraint method
Indicate the applied physical force parameters (such as clamping force, torque) or the type of restraint tool (such as magnetic fixtures, bolts).
Example:
“APPLY 20-25N FORCE VERTICALLY ON SURFACE C DURING INSPECTION.”
-Mark the position
It is usually located under the drawing title column or tolerance box, and is used in conjunction with the GD&T symbol (such as the reference symbol Ⓐ).
When some features of the parts need to be tested in a free state, they need to be marked separately in the corresponding tolerance box (Free State Symbol) (such as F), and the remaining features follow the Restrained Condition requirements by default.

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.
When a part’s deformation in the free state conflicts with its functional performance after assembly, how can its true performance be accurately evaluated through technical means?
This section deeply analyzes the underlying logic of restrained condition note, compares its core differences with the free state, and clarifies its normative significance in machining by referencing international standards. This facilitates a systematic understanding of this key concept.
In the geometric dimensioning and tolerancing (GD&T) system, Restrained Condition Note refers to the requirement for dimensional and geometric tolerance inspection of parts under controlled external constraints (such as fixture clamping force, assembly pretension force) through technical documents.
-Essential function: Override the default “Free State” of the part, and force it to be evaluated in the simulated actual assembly or working state to ensure functional conformity.
-Standard basis: follows ASME Y14.5-2018, ISO 1101 and other international standards, and transmits technical requirements through drawing annotation (such as datum constraints, force parameters).
Table 1: Key Differences Between Free State and Restrained Condition
| Aspect | Free State | Restrained Condition |
| Constraint | Only gravitational force; no external fixtures (clamps, fasteners, etc.) | Specific constraints applied (e.g., 15N clamping force, dowel pin fixation) |
| Inspection Goal | Geometric accuracy in the part’s natural state | Functional accuracy simulating assembly/operational conditions |
| Typical Scenarios | Rigid parts, structures with no assembly deformation risk | Thin-walled components, rubber parts, multi-component assemblies |
Drawing annotations are the “language” for conveying technical requirements, but vague constraints can lead to execution deviations in machining and inspection.
This section breaks down the specification requirements for annotation elements such as datum constraints and force parameters.
It showcases how to precisely convey constraints through authentic engineering drawing cases.
Additionally, it addresses conflict-resolution strategies when free and restrained conditions are present simultaneously. This guarantees the uniqueness and operational viability of technical documents.
-datum constraint description
Clearly constrained datum features (e.g., “Restrained on Datum A”) are usually associated with the part’s positioning surface.
Example:
“PART TO BE RESTRAINED ON DATUM FEATURE B USING HYDRAULIC CLAMPS.”
-Force value and constraint method
Indicate the applied physical force parameters (such as clamping force, torque) or the type of restraint tool (such as magnetic fixtures, bolts).
Example:
“APPLY 20-25N FORCE VERTICALLY ON SURFACE C DURING INSPECTION.”
-Mark the position
It is usually located under the drawing title column or tolerance box, and is used in conjunction with the GD&T symbol (such as the reference symbol Ⓐ).
When some features of the parts need to be tested in a free state, they need to be marked separately in the corresponding tolerance box (Free State Symbol) (such as F), and the remaining features follow the Restrained Condition requirements by default.






