This section analyzes the technical essence of Tangent Plane notation (“Ⓣ”), which “replaces actual surface control with theoretical fitting plane”, and compares the core differences between it and traditional flatness control in terms of constraint objects and application scenarios.
Combined with ASME Y14.5-2018 Clause 8.12-2018 and ISO 1101:2021, we clarify the logic of “Ⓣ” in casting billets, welded structures and other scenarios, and help readers to establish a systematic cognition of “Orientation Priority, Surface Exemption”.
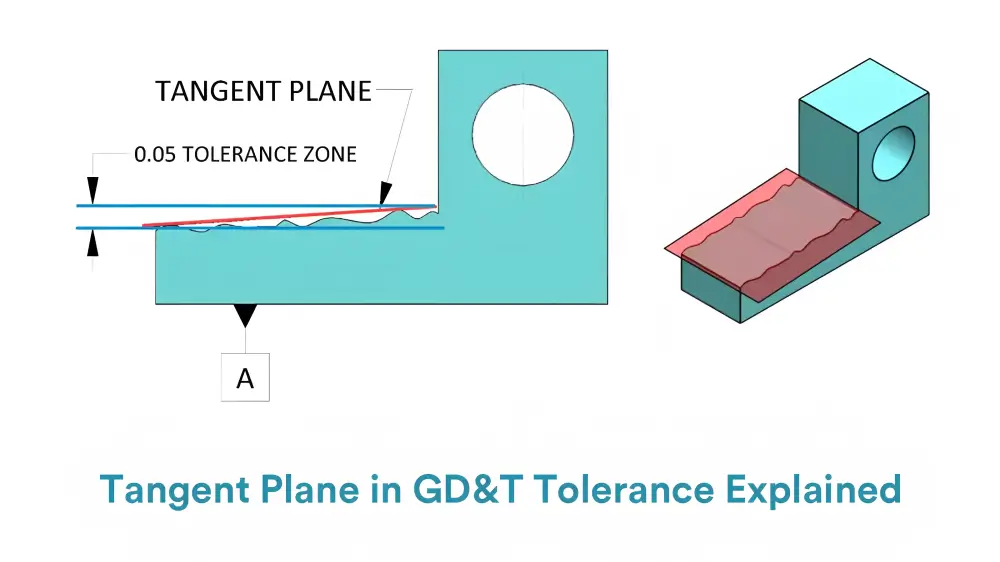
In the GD&T system, the Tangent Plane symbol (“Ⓣ”) specifies that the geometric tolerance applies to the theoretical Tangent Plane modeled by the surface highpoints, not the actual rough surface elements.
Its core function is to constrain the orientation (e.g., parallelism, perpendicularity) of a theoretically fitted plane for irregular surfaces, such as oxidized casting skins or stamped sheet metal rebound zones, where conventional flatness control is ineffective.
The standard requires a mandatory associated datum to define the direction of the tolerance band by means of a feature control box labeling (e.g., 0.05 “Ⓣ” A).
Table 1:Traditional Flatness vs. Tangent Plane Control (Ⓣ)
Dimension | Traditional Flatness Control | Tangent Plane Control (Ⓣ) |
Control Object | Full-surface undulation and roughness | Theoretically fitted plane by high points |
Core of the Tolerance Zone | Area between two parallel planes | Directional tolerance zone defined relative to datum features |
Typical Workpieces | Ground guide surfaces | Casting dies for automotive panels |
Drawing annotations serve as the critical link for transmitting Tangent Plane control requirements from the design phase to the manufacturing process.
This section disassembles the annotation structure of “tolerance + “Ⓣ” + datum”, and shows how to accurately express the Tangent Plane directional constraints through engineering cases such as engine mounts and mold parting surfaces.
For the Tangent Plane and flatness need to coexist in the scene, provide a combination of labeling solutions and conflict resolution principles, to ensure that the technical documents without ambiguity landing.
Symbol position: located in the feature control box after the tolerance value, need to be forced to associate with the benchmark.For example, the annotation ⊥ 0.03 “Ⓣ” B specifies the perpendicularity tolerance of the Tangent Plane to datum B as 0.03 mm (GD&T rule: The symbol follows the tolerance value and must be associated with a datum).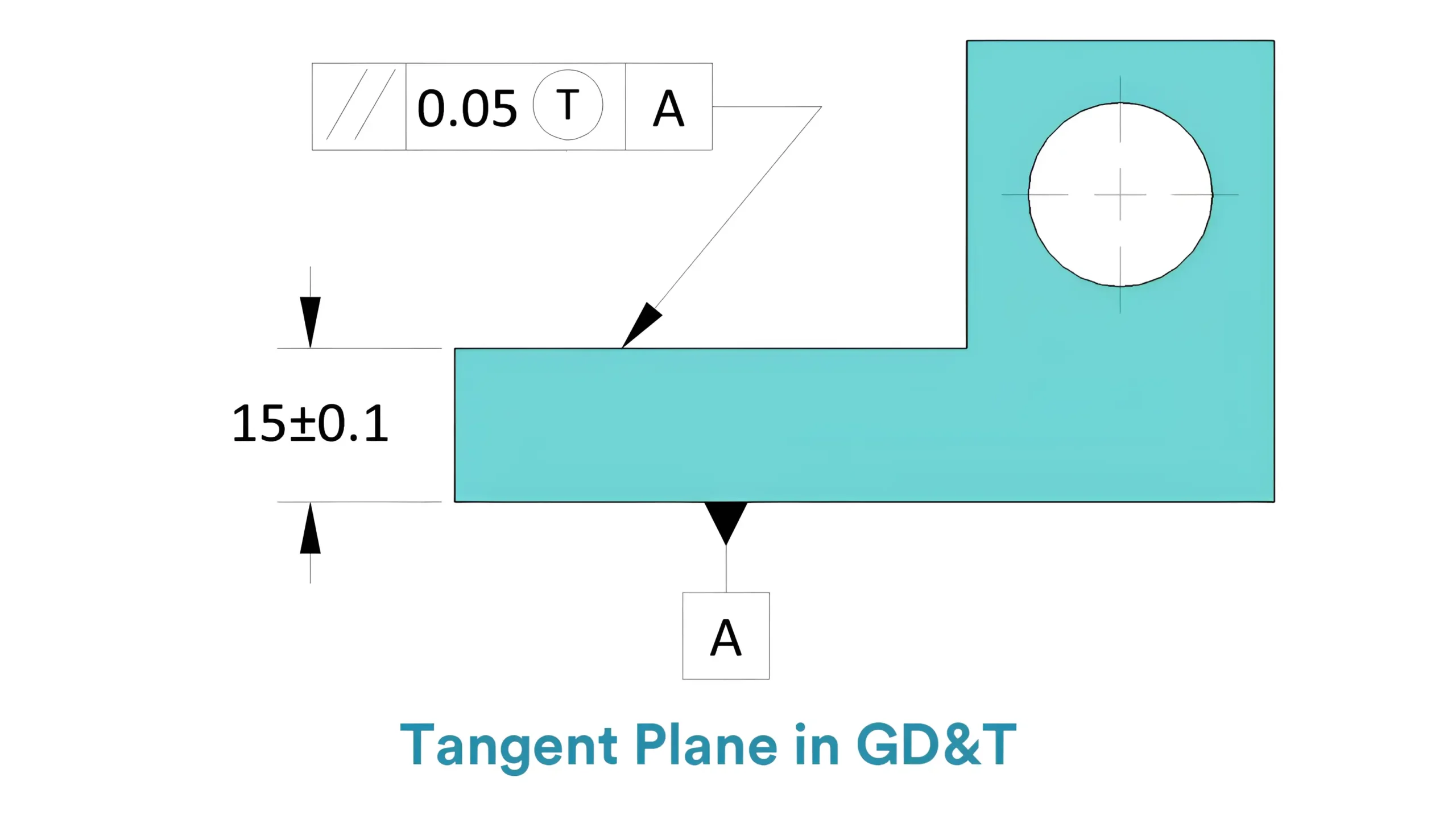
 Supplementary note: State “All tolerances apply to the Tangent Plane “Ⓣ” for high point simulation” in the title bar or technical requirements to avoid misunderstanding.
Supplementary note: State “All tolerances apply to the Tangent Plane “Ⓣ” for high point simulation” in the title bar or technical requirements to avoid misunderstanding.
Example of error: Mistakenly labeling “Ⓣ” after the datum (e.g. 0.05 A “Ⓣ”), resulting in the direction of the tolerance band not being clear.
When it is necessary to control the direction and surface undulation at the same time, the layered labeling is used:
Adopt a hierarchical labeling strategy:
① Tangent Plane parallelism control: 0.05 “Ⓣ” referenced to datum A.;
② Independent surface roughness control: 0.02 (subsequent grinding required).


5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.