
GD&T least material condition is a feature of size symbol which refers to the dimensional condition where the particular feature contains the least amount of material within its indicated tolerance.
For concrete examples:
For an internal feature like a hole, LMC=Largest size of the hole
For an external feature like a pin, LMC=Smallest size of the pin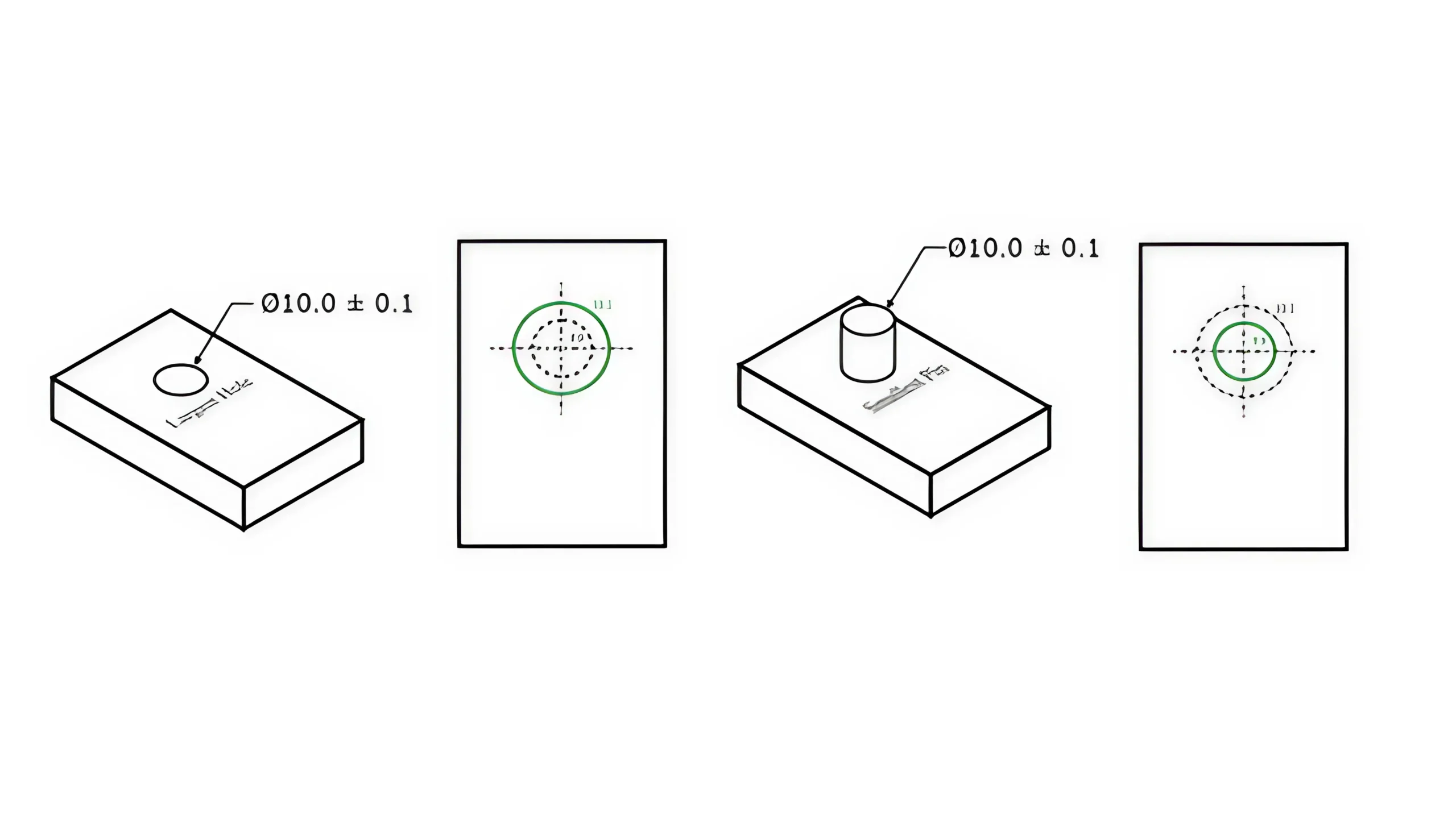
In short, least material condition(LMC) is one end of the part’s dimensional range. And the other one is the maximum material condition.
In a feature control frame, if required, it would be indicated just after the tolerance value as L, which is the least material condition symbol.
LMC is used when it is critical to control the minimum material thickness, especially near edges, or to manage the position of features where the worst-case situation is when the feature is at its LMC.
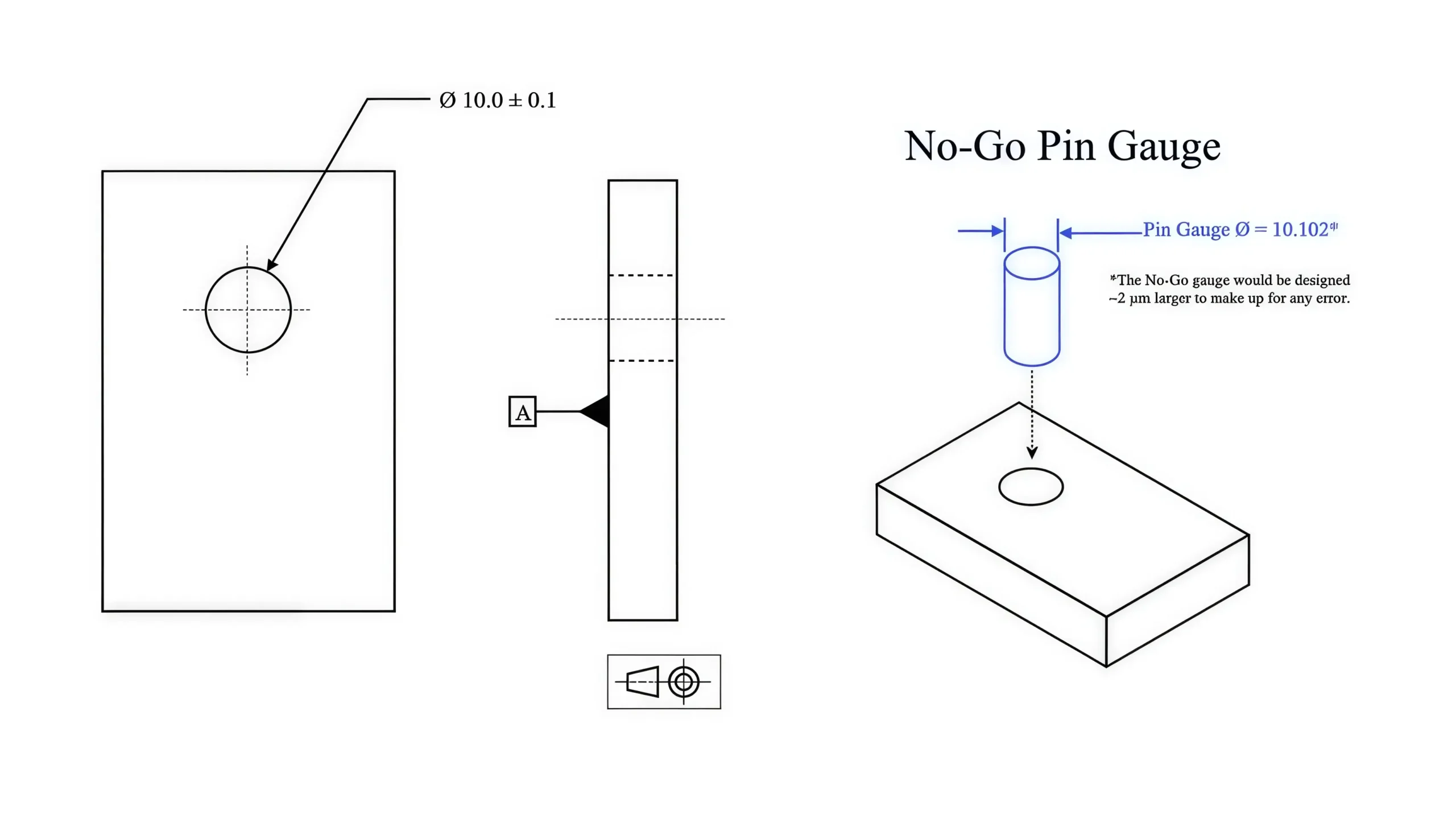
The most common applicated situation of LMC is when there is a hole or other internal feature that is very close to the edge of a part.
Take the following figure for example.
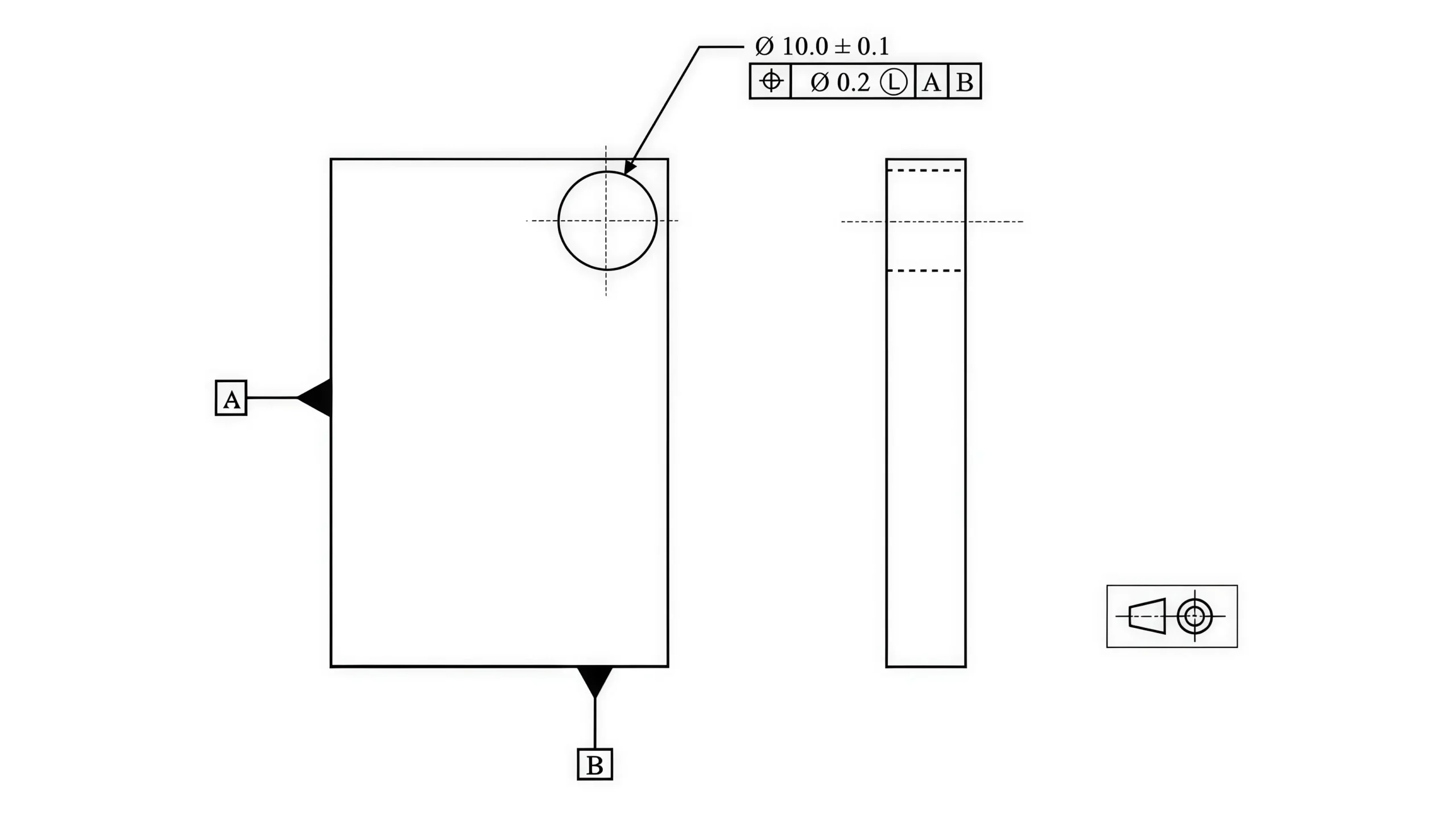
In this figure the LMC is called out with true position. It is known that when the hole is at its largest size(LMC), it can only vary by as much as the true position tolerance(0.2).
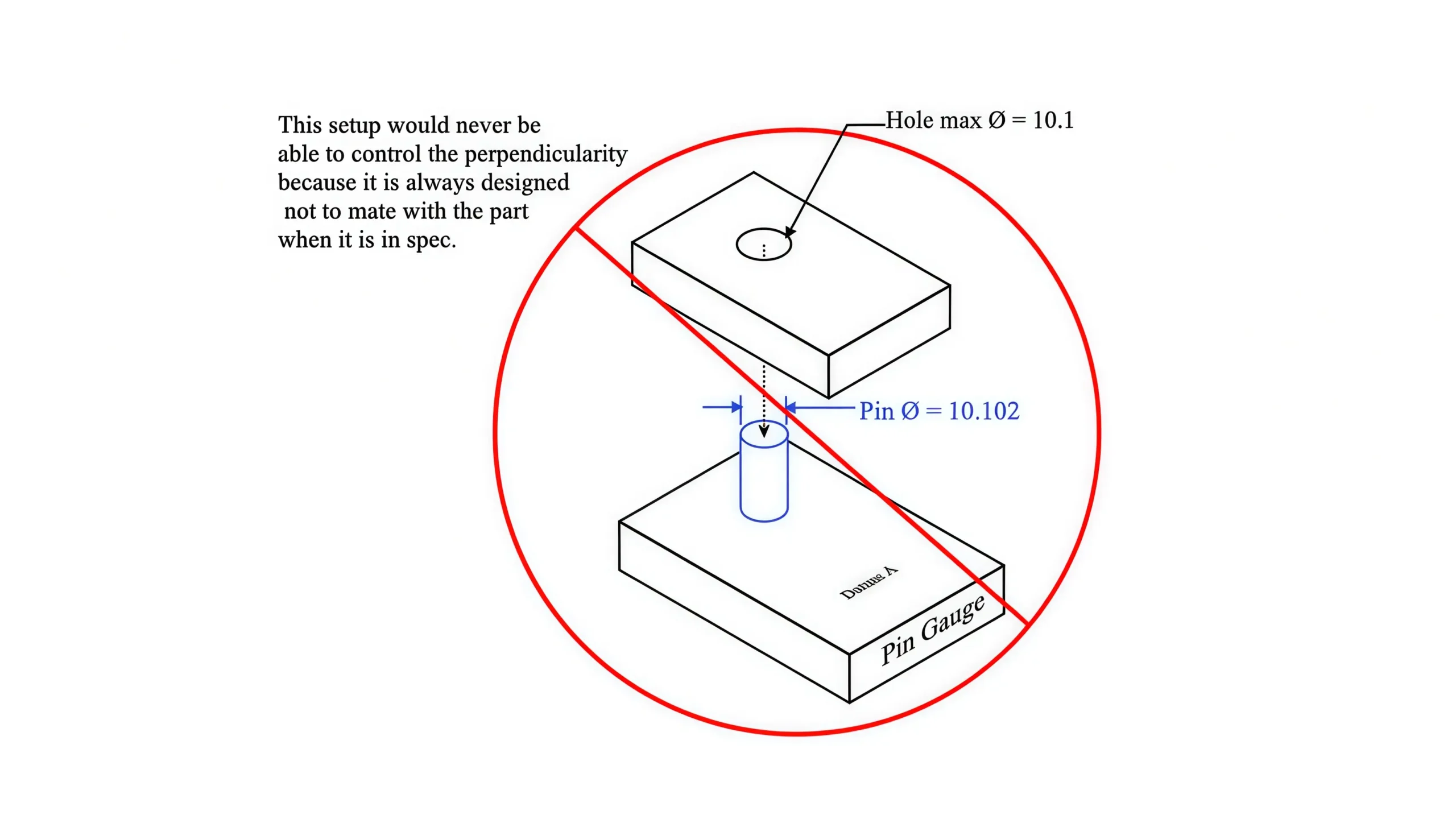
But if the hole deviates from its Least Material Condition, its exact position can be added with a bonus tolerance, because now the true center of the hole can get closer to the edge without reducing the thickness of the material.
LMC defines that the allowable geometric tolerance can increase when the actual dimension of the feature deviates from its LMC towards its MMC.
For LMC of a hole, Bonus Tolerance=LMC-Actual Dimension
For LMC of a pin, Bonus Tolerance=Actual Dimension-LMC

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.






