There are two kinds of key technical methods for nickel plating.
One is the electroplating nickel plating, also named as electrolytic nickel plating, and the other is the electroless nickel plating, a kind of chemical nickel plating.
Electroplating nickel plating is fundamentally an electrolytic cell reaction.
By applying an external direct current (DC) power supply, nickel ions gain electrons and are reduced to metallic nickel at the cathode(the part to be plated), ultimately forming a uniform deposited coating.
This part will explain the system composition, electrode reactions, and plating formation of the electrolytic nickel plating.
A complete electrolytic system for nickel plating mainly consists of four core components.
Cathode: The part to be plated such as steel, copper, aluminum, or pre-treated non-metallic substrates like plastic. It is connected to the negative terminal of the power supply to serve as the site for nickel ion reduction and deposition.
Anode: Typically the high-purity nickel(purity≥99.9%). It is connected to the positive terminal of the power supply to dissolve and replenish nickel ions in the electrolyte, maintaining stable bath concentration.
Electrolyte: An aqueous solution containing nickel ions. Key components include nickel sulfate or nickel chloride to provide nickel ions, along with boric acid to stabilize pH and additives such as brighteners, leveling agents to improve coating appearance and performance.
DC Power Supply: To provide a stable current and control current density for plating thickness and uniformity.
Cathode Reaction(Reduction): Nickel ions (Ni²⁺) in the electrolyte gain electrons at the part’s surface and reduce to metallic nickel and then deposit on the surface(Ni²⁺ + 2e⁻ → Ni).
Anode Reaction(Oxidation): The metallic nickel anode dissolves and replenish nickel ions in the electrolyte(Ni → Ni²⁺ + 2e⁻).
As the electrolysis process continues, nickel atoms gradually accumulate on the surface, forming a well-adhered nickel coating with controllable thickness.
Degreasing: Clean oil stains by alkaline solutions or organic solvents.
Pickling: Remove oxide scale with dilute hydrochloric or sulfuric acid.
Activation: Slightly etch the surface with dilute nitric or hydrochloric acid to create a micro-roughened surface for coating adhesion.
Rinsing: Rinse with purified water after each step to avoid contaminating the plating bath with residual chemicals.
Place the pre-processed part into the plating tank as the cathode, opposite the nickel anode, and apply direct current. Key parameters are as follows.
Current Density: Typically 1-5 A/dm². Excessive current would cause roughness while insufficient current would slow deposition.
Temperature: 40–60°C for standard nickel plating and 60–80°C for high-phosphorus nickel plating.
pH Value: 3.5-5.0. It is usually stabilized by boric acid. And abnormal pH would cause blackening or peeling.
Time: Calculated based on target thickness.
Rinsing: Clean with purified water to remove residual electrolyte.
Drying: Use hot air or an oven(80–120°C) to eliminate moisture and prevent rust.
Passivation(Optional): Treat the coating with chromate solution to form a passive film for enhancement of corrosion resistance.
Polishing(Optional): Mechanically polish standard nickel coatings for gloss(not required for bright nickel plating).
Visual Inspection: Check for pores, scratches, or blisters.
Thickness Measurement: Use magnetic thickness gauges for metallic substrates or eddy current gauges for non-metallic substrate to measure thickness.
Adhesion Test: Use cross-cut tape test or bend test to inspect adhesion.
Corrosion Resistance Test: Perform neutral salt spray test (NSS) to record the time until rust appears.
Excellent Protective Performance: The nickel coating can effectively isolate the substrate from air, water, and many other corrosive media to prevent rust.
Process Flexibility: By adjusting the electrolyte composition and current parameters, the thickness, gloss, and hardness can be precisely controlled.
Strong Compatibility: Electrolytic nickel plating can be applied to metals such as steel, copper, aluminum, and zinc, as well as metallized non-metallic surfaces.
Environmental Challenges: The electrolyte contains nickel ions(a heavy metal, classified as hazardous waste) and boric acid. It is required to strictly treat the wastewater to avoid environmental pollution.
Coating Defect Risk: Incomplete pre-treatment may lead to pinholes or peeling. And uneven current distribution can cause thinning on complex-shaped parts.
Limited Wear Resistance: The hardness of standard nickel coatings is lower than that of chromium plating. For long-term friction applications additional coatings are often required.
Electroless nickel plating, also know as chemical nickel plating, is a surface finishing technology that deposits a uniform nickel alloy coating on metal or non-metal substrates through chemical reduction reactions without relying on an external electric current.
The essence of electroless nickel plating is a redox reaction. The key lies on the autocatalytic characteristics. Below shows the table of core components for the reaction system.
| Component | Core Function | Common Substances |
|---|---|---|
| Metal Salt | To provide nickel ions (Ni²⁺) as the raw material for the coating | Nickel sulfate; Nickel chloride |
| Reducing Agent | To supply electrons for reducing Ni²⁺ to metallic nickel (Ni) | Sodium hypophosphite; Sodium borohydride |
| Complexing Agent | To combine with Ni²⁺ for forming stable complexes, preventing Ni²⁺ from hydrolyzing into nickel hydroxide precipitates and controlling the reaction rate | Citric acid; Lactic acid; Malic acid; EDTA |
| Buffer/Stabilizer | To maintain the stable pH of the plating bath and inhibit plating bath decomposition to avoid rough coatings caused by excessive reduction of Ni²⁺ | Acetic acid-sodium acetate buffer pair; Thiourea; Lead ions(trace amount) |
And the typical nickel plating solution formula is as follows(using sodium hypophosphite as the reducing agent).
Main Reaction(Nickel Deposition): Ni²⁺ + H₂PO₂⁻ + H₂O → Ni⁰↓ + HPO₃²⁻ + 3H⁺
Side Reaction(Phosphorus Deposition): H₂PO₂⁻ + H⁺ → P⁰↓ + H₂O + ½H₂↑
Degreasing: Remove oil and grease from the substrate surface by solvent degreasing, alkaline chemical degreasing, or ultrasonic degreasing (suitable for complex parts).
Pickling/Activation: Remove surface oxide scale, rust, or oxide films to expose a fresh substrate surface and ensure coating adhesion.
Pre-process for Special Substrate:
For plastics like ABS and PC, it is required to sensitize the part first by immersing the part in stannous chloride solution to form an adsorption layer, and then activate the part by immersing it in palladium salt solution to generate a metallic palladium seed layer for catalytic sites.
For ceramics and glass, it is required to coat silane coupling agent first, followed by activation to enhance coating adhesion.
Immerse the pre-processed part into a temperature-controlled bath (typically 85–95°C, and higher temperature for quicker deposition) while maintaining pH(4.5–5.5) and agitation to avoid local concentration gradients.
Calculate deposition time based on target coating thickness and replenish consumed nickel salts and reducing agents during plating to maintain bath stability.
Cleaning and Drying: After plating, rinse the part multiple times with deionized water to remove residual electrolyte and prevent corrosion. Then dry the part in an oven at 80–120°C to avoid water stains.
Heat Treatment(Optional): Anneal the dried part at 400–450°C in a vacuum or inert gas atmosphere for 1–2 hours to prevent oxidation. This can effectively enhance hardness and wear resistance.
Sealing Treatment(Optional): For extreme corrosion resistance demands, it is required to perform passivation or apply a clear coat to further enhance protection.
Excellent Coating Uniformity:
Electroless nickel plating is unaffected by uneven current distribution.
Even for deep holes, blind holes, grooves, and complex geometries, the thickness deviation can be controlled within ±5%(compared to >20% for electrolytic nickel plating), making it ideal for precision components.
Strong Adhesion:
The coating bonds with substrates via metallic bonding plus diffusion bonding, achieving adhesion strengths of 100–300 MPa, which far exceeds that of electroplating nickel plating(typically 50–150 MPa), and minimizing peeling risks.
Superior Corrosion Resistance:
Nickel-phosphorus alloy coatings exhibit an amorphous or microcrystalline structure with no grain boundary corrosion pathways.
In neutral salt spray tests, high-phosphorus coatings(8–12% P) can withstand 500+ hours without rust, making them suitable for marine environments and chemical equipment.
Controllable Hardness and Wear Resistance:
After heat treatment, phosphorus and nickel form Ni₃P hard phases, increasing hardness from Hv 500–600 to Hv 1000–1200(close to hard chromium coatings).
Compatibility for Non-conductive Substrate: Via pre-process, nickel can be plated on non-metallic surfaces.
Slower Deposition Rate:
Conventional acidic baths deposit at 10–20 μm/h(vs. 50–100 μm/h for electrolytic nickel) and thick coatings require prolonged plating, which would reduce production efficiency.
High Bath Cost with Short Lifespan:
Reducing agents usually consume rapidly and the accumulation of phosphite ions would inhibit reactions. Typically, only 5–10g of nickel per liter of bath can be deposited before disposal of bath, resulting in higher processing costs than electroplating nickel.
Internal Stress in Coatings:
High-phosphorus coatings, especially thick ones, may develop micro-internal stress. If the substrate lacks rigidity, this can lead to cracking.
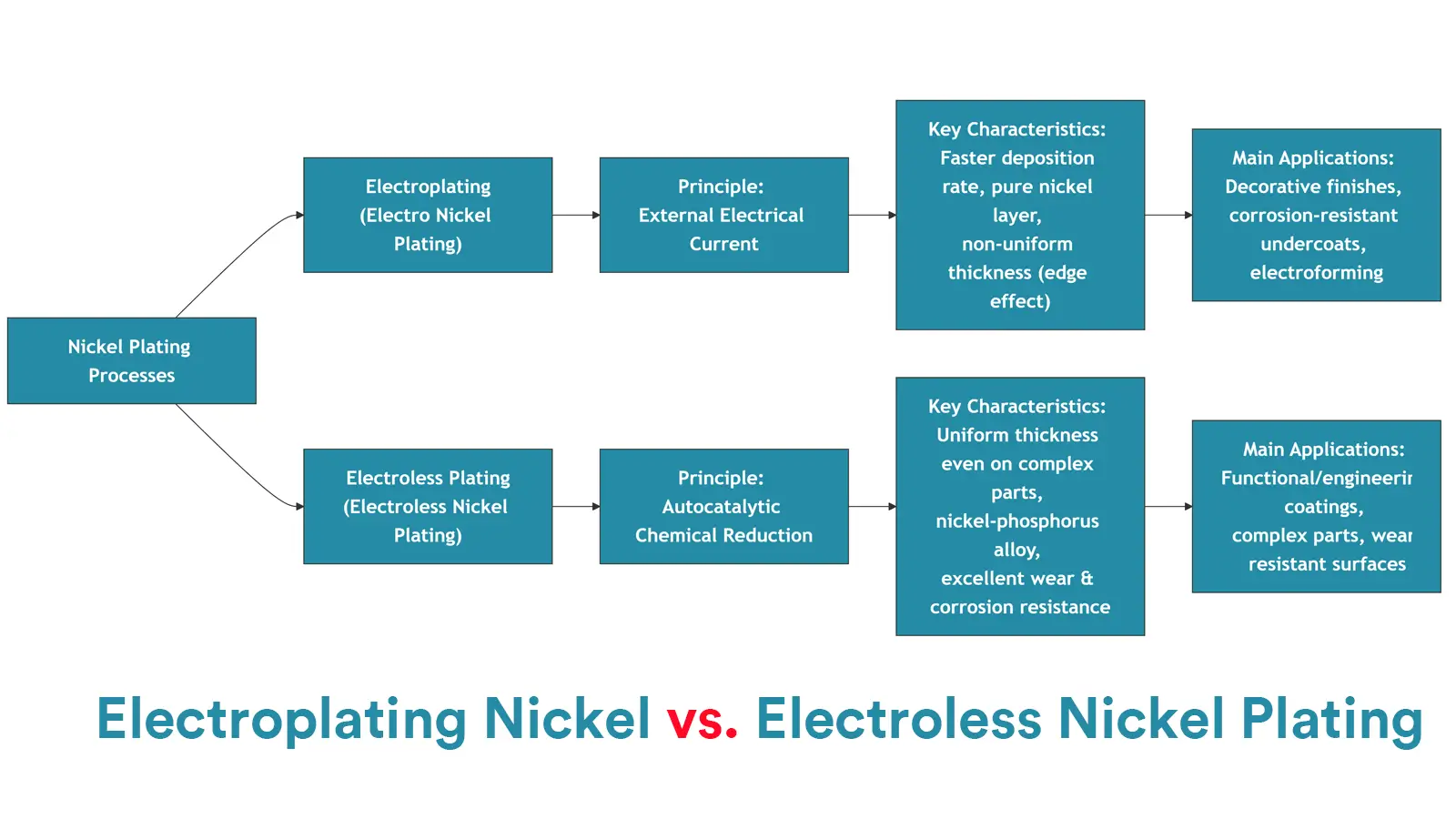
The main difference between electroplating nickel plating and electroless nickel plating lies on whether them should use external direct current supply or not. This difference would lead to many other detailed differences.
The fundamental difference between the two processes lies on the driving force for nickel deposition, which directly determines their subsequent technological characteristics.
For electroplating nickel plating, the driving force depends on the external direct current power supply.
The core principle is to drive the reduction of nickel ions through electrode reactions, during which the part must be connected to the negative terminal of the power supply with electrical conductivity, serving as the cathode.
And then the electric field force would drive nickel ions to move toward the cathode and reduce them to metallic nickel.
However, electroless nickel plating does not require external current but depends on redox reactions with chemical reducing agents, during which the part only serves as the reaction substrate and then the reducing agent would provide electrons to directly reduce Ni²⁺ ions to Ni.
Firstly, for electrolytic nickel plating, the part must be conductive.
Non-metal part must process a conductive layer first. While for electroless nickel plating, both metal parts and non-metal parts can be plated with nickel coating.
Secondly, the plating uniformity of electrolytic nickel plating is not as good as that of electroless nickel plating.
It is highly influenced by current distribution. For complex-shaped parts, problems of thick edges or corners with thin inner walls might appear to form poor uniformity.
While the plating uniformity of the electroless nickel plating is excellent since the nickel deposition only depends on chemical reactions but would not be constrained by shapes.
Thirdly, the nickel plating by electroplating commonly consists of pure nickel. But the electroless nickel plating is usually a nickel-phosphorus alloy coating.
For electroplating nickel plating, the hardness, corrosion resistance, wear resistance are all worse than that of electroless nickel plating since the electroless nickel plating contains phosphorus.
But all of these features can be improved through heat treatment.
However, the solderability of electrolytic nickel plating is better than that of electroless nickel plating.
Pure nickel coating exhibits excellent solderability, allowing direct soldering with high solder joint reliability.
While phosphorus within nickel-phosphorus alloys would tend to form brittle compounds during soldering.
Additionally, pure nickel is a kind of ferromagnetic material, and its coating exhibits good magnetism, making it suitable for applications requiring magnetic properties.
Low phosphorus electroless nickel plating also has magnetism but is poor.
While high phosphorus electroless nickel plating is completely non-magnetic, making it suitable for applications sensitive with magnetism.
Electroless vs. Electroplating Nickel Comparison Table
| Feature | Electroplating Nickel | Electroless Nickel Plating (ENP) |
|---|---|---|
| Process | Electrochemical | Autocatalytic Chemical |
| Power Source | External DC Power Required | No External Power Required |
| Deposit | Pure Nickel (Ni) | Nickel-Phosphorus Alloy (Ni-P) |
| Throwing Power | Poor (uneven coating on complex parts) | Excellent (uniform coating everywhere) |
| Primary Use | Decorative, Cost-Effective Protection | Functional, Wear/Corrosion Resistance |
| Hardness | Medium (160-400 HV) | As-Plated: High (500-700 HV); Heat Treated: Very High (~1000+ HV) |
| Magnetism | Magnetic | Non-Magnetic (with P content >8%) |
| Cost | Generally Lower | Generally Higher |
When to Choose Electroplating Nickel:
The application is for decorative finishes, cost-effective corrosion protection on simple shapes, and high-volume production.
When to Choose ENP?
Functional applications require uniform thickness on complex parts, superior wear resistance, enhanced corrosion resistance, and non-magnetic properties.
When to Choose Black Nickel?
Specialized decorative applications or functional anti-reflective surfaces where a dark matte finish is required.
Depending on the composition of the plating solution, electroplated nickel can be categorized into bright nickel, dull nickel (Watts nickel), high-stress nickel, nickel sealing, and satin nickel.
Bright nickel plating is produced through electrolytic nickel plating. By adding special chemicals, usually brighteners in solutions, the nickel film’s reflectiveness can be significantly enhanced and would be a polished, mirror-like finish.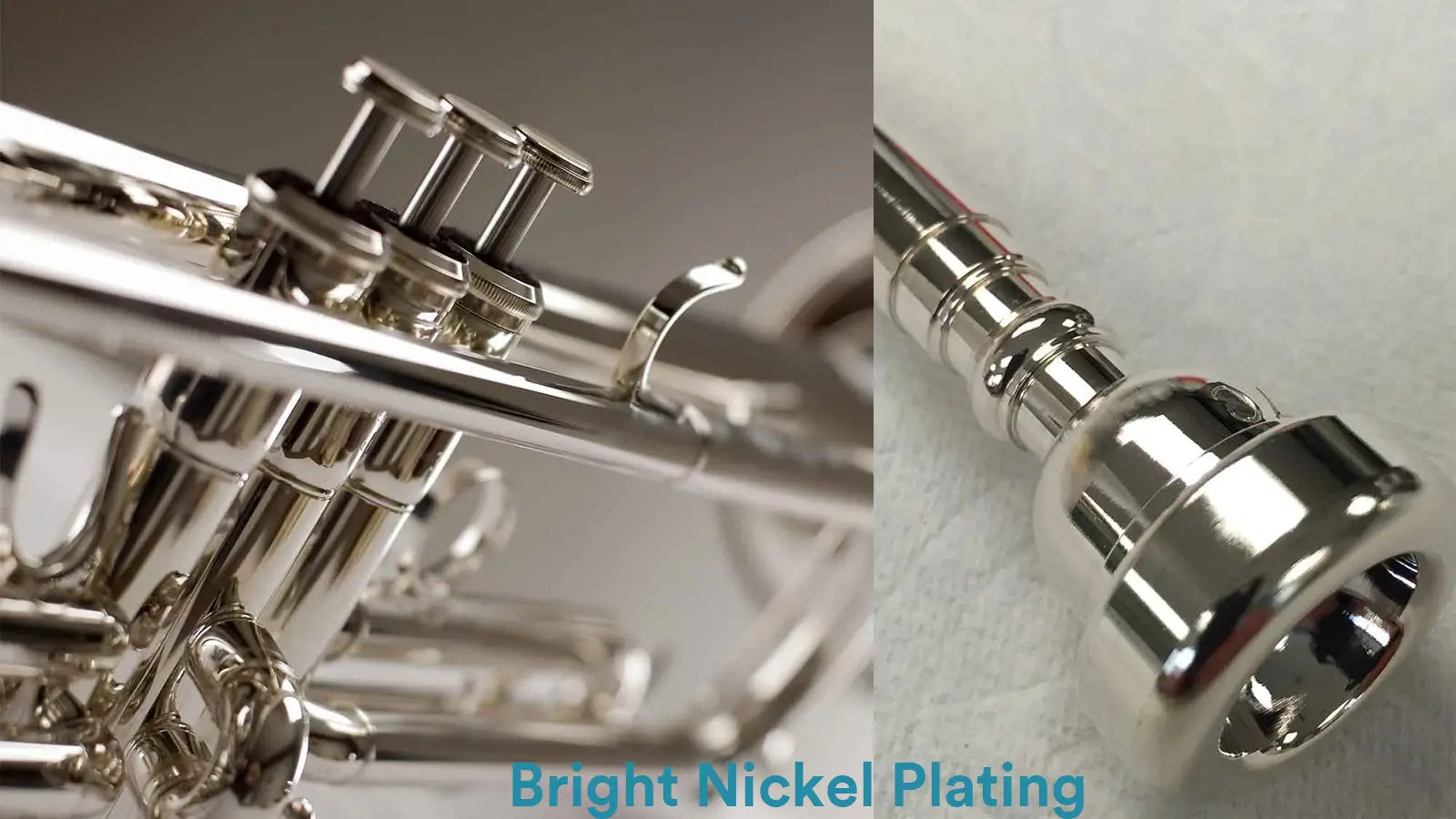
Bright nickel plating stand outs especially for its decorative function. Therefore, it is popularly used in consumer products, automotive trims, lighting fixtures, and household items to make them visually appealing and meanwhile hard and corrosion-resistant.
However, it is required to carefully control bath composition and current density to prevent the nickel coating from pitting or uneven brightness.
When the surface is required to be non-reflective, dull nickel plating would come into play.
Without additional brighteners added in solutions, dull nickel plating would appear as a matte and low-gloss finish. It is usually applied to fuel systems, engine parts, and machinery components etc. where appearance is secondary to function.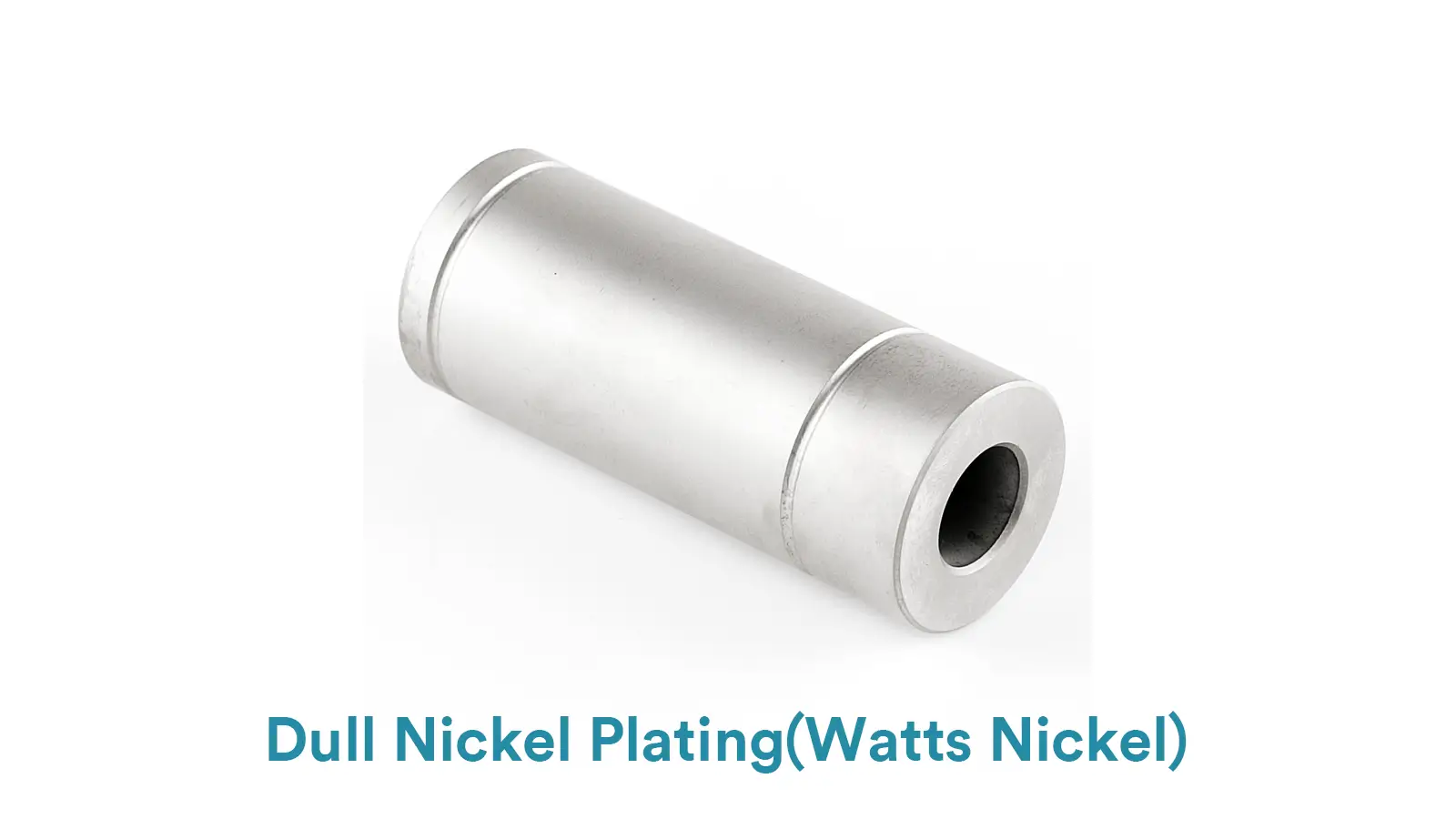
Dull nickel plating can provide the part with a strong and adherent layer to enhance its mechanical properties.
More importantly, minor variations in bath conditions would not make so much effects on dull nickel plating as that on bright nickel plating.
Black nickel plating is with dark and matte finish. It is not pure nickel plating, but alloy or compound plating combined with zinc, copper, or other metals.
With unique black appearance, black nickel plating is commonly used in photography equipment, fashion accessories, and various consumer electronics.
One of the most critical advantages of black nickel plating is that its ornamental performance is much better than traditional chemical blackening methods and can provide moderate corrosion resistance meanwhile.
However, compared with other types of nickel plating, black nickel plating is not that much durable and wear-resistant.
The level would vary along with the exact bath composition and application process.
Nickel sulfamate plating is a kind of special electroplating nickel with high-purity and low-stress for primarily using nickel sulfamate as the main salt.
Through electrochemical methods, a dense, thick and uniform nickel coating would deposit on the substrate surface.
Its outstanding advantages include extremely low internal stress in the coating, excellent ductility, and high purity.
Therefore, it is widely applied in precision manufacturing fields such as aerospace part, electronic components, and mold processing, where good coating performance and excellent mechanical properties are required.
Additionally, with excellent adhesion and ductility, nickel sulfamate plating is also particularly suitable for parts requiring post-plating machining, during which chipping or flaking would not occur on the layer.
However, it is required to precisely control bath conditions, nickel concentration and pH levels for nickel sulfamate plating, making the process more complex and costly than basic electrolytic plating.
Electroless Nickel Plating (ENP) can be classified into Low-Phosphorus ENP, Mid-Phosphorus ENP and High-Phosphorus ENP.
The mass fraction of phosphorus in low phosphorus electroless nickel plating is about 1% to 5%. Due to the low phosphorus content, the coating is exactly a crystalline coating, closely resembling pure nickel plating.
Its corrosion resistance is moderate, better than that of pure nickel plating and worse than that of high phosphorus electroless nickel plating.
And compared with high phosphorus electroless nickel plating, low phosphorus electroless nickel plating is suitable for applications requiring proper magnetic properties, solderability, electrical conductivity, and moderate corrosion resistance.
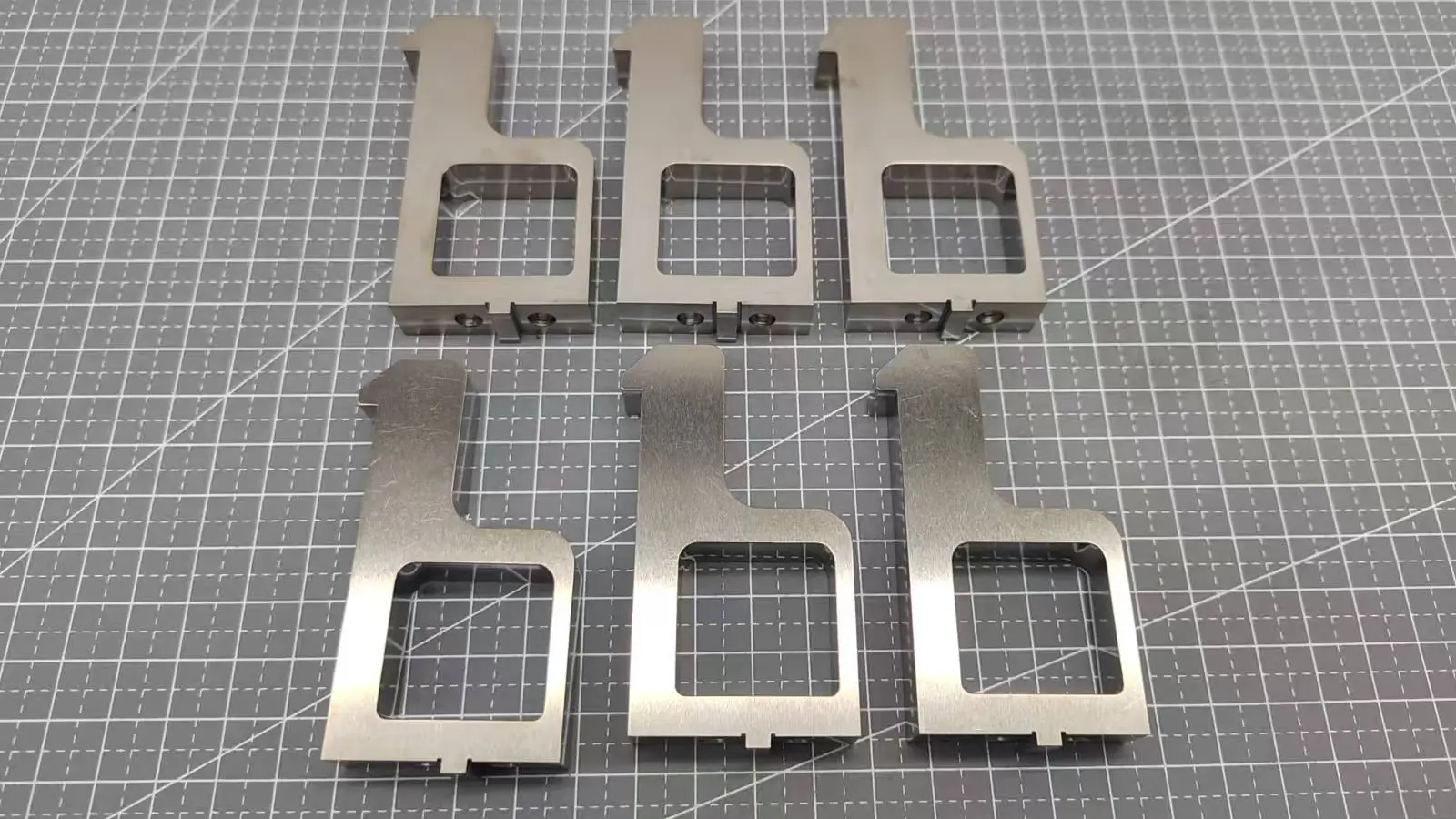
Mid-Phosphorus Electroless Nickel (EN) has a typical phosphorus content range of 6% to 9% by weight. It is the most widely used because of its excellent balance of corrosion resistance, hardness, and wear resistance. Non-magnetic.
Below is 1020 low carbon steel CNC parts with Mid-Phosphorus Electroless Nickel. 
The mass fraction of phosphorus in high phosphorus electroless nickel plating is about 10% to 15%, making the coating be non-crystalline.
Therefore, high phosphorus electroless nickel plating is the hardest and most corrosion-resistant one in nickel plating. But it has poor solderability and electrical conductivity.
It is suitable for applications sensitive to magnetism and with strict requirement on corrosion resistance.

Zinc plating is a kind of surface finishing method for metal part protection, provides a barrier to prevent the surfaces from being directly exposed to moisture and oxygen.

Both zinc plating and nickel plating are popular finishing method for metals. They can significantly improve corrosion resistance, abrasion performance, appearance, and certain functions of substrates.

Black oxide, also known as Black Oxide or Blackening, is a surface finishing process that forms a dense black oxide coating on the surface of metals through a chemical reaction.

Phosphate conversion coating, also known as phosphating, is a surface treatment process that forms an insoluble phosphate protective film on the metal surface through a chemical conversion reaction.






