Table of Contents
Aluminum Anodizing is a popular surface treatment for CNC machined parts.
Have you ever found yourself comparing different options and not knowing which one is the middle ground between quality and affordability? We know how intimidating it may be to decide if some of the factors contributing to cost are unknown.
In this brief blog, we are to assist you in understanding how major points impact the price of anodizing.
Coating Thickness
Before we go any further, we should clarify one essential point. In this post, we do not compare offers of different service providers. Their prices may significantly fluctuate, but it does not have anything in common with the standard cost factors of anodizing.
We also do not discuss how ordering a higher or lower quantity affects offers (large-scaled orders often receive discounts). But, we’ll explain how a number of metal parts proceeded in one run, which may affect the final price in the ” racking section.”
So, let’s get down to business. The first factor that determines the price and is usually questioned by the service provided is coating thickness. In other words, the exact width of the coating. This characteristic of anodizing is regulated by applying several layers or using less or more thin and precise methods.
The “basic” coating has the lowest price, which is completely understandable. It is fine in most cases. But what if your specifications require a thinner or thicker coating? You should know that any deviations from the “basic” option will result in an increase in price.
Not only the thickness of coating but also the precision of anodizing impacts the cost. As such, coating, the range of thickness of which is +/-0.001″ (inches), is cheaper than stricter +/-0.0001″. In addition, coating thickness impacts the turnaround time. You should consider it while planning a production cycle.

Type of Anodizing Process
We’d like you to know all the types of anodizing that exist to be aware of the options that can be offered. However, we cannot provide you with actual costs, but only with assumptions about which of the processes are more or less expensive. It is so because we have seen prices for different types of anodizing significantly vary from seller to seller.
Type I or Chromic Acid Anodizing (CAA)
Chromic acid provides the thinnest anodizing coat, up to +/-0.0001.” However, it is not recommended for aesthetic purposes because it absorbs dyes.
Continued use of chromic is a crucial environmental concern. That is why costs are tightly linked to a particular region’s policy regarding chromic acid. Costs for this process are rather average.
Boric-Sulfuric Acid Anodizing (BSAA)
You may be offered to anodize your parts with boric-sulfuric acid instead of chromic acid. It creates a less precise coating, but it can be used as a paint/prime base. It is also more energy-efficient than the Type I process. Thus, the price for BSAA is most likely lower than for CAA.
Type II or Sulfuric Acid Anodizing
This process is the most widespread one. It offers great precision, up to +/-0.001”, and great corrosion resistance. It absorbs dyes well and is receptive to other methods of finishing.
The kicker is that sulfuric acid anodizing is less expensive than other anodizing types. It is so because of less heat and power consumption, the absence of safety implications, and more affordable acid used.
If you are completely unsure that anodizing would be a good fit for your components, we suggest sulfuric acid anodizing. Unless specifications directly demand something different, of course.
Type III or Hard Anodizing (Hardcoat)
This process also exploits sulfuric acid-based electrolytes. However, the coating obtained is much thicker and denser. You would really need hard anodizing if your components were expected to be subject to extreme wear applications.
The good thing is that hard-coated parts can be black-dyed and have a nice appearance. They are also non-conductive (circumstantial features).
Typically, hard anodizing is somewhere between type I and type II anodizing, concerning the price. Unfortunately, you do not have much of a choice if you need superior abrasion and corrosion resistance.
Titanium Anodizing
This one is attributed to coating titanium parts alone. It is simply the controlled creation of an oxide film on the metal workpieces’ surfaces.
Other methods of anodizing are suitable, mostly for aluminum. So, one more time, you do not have a broad range of options on how to apply coating on titanium, but this one.
Luckily, it is not that expensive. Additionally, several features with which titanium anodizing can enhance the surface, which enables it to be compared to any other type of coating.
Dimensions
This part is easy. You need to anodize the dimensions of the parts to define the total surface area. In its turn, surface area determines the force of current that must be applied to electrolyte liquid.
Additionally, the surface area affects the number of parts that can be processed in one run. Service providers often care about the total surface way more than about the number of parts.
Here is the scary part. Both racking and tanks for acid have certain limitations. As such, extra small parts cannot be fixed on racks correctly. Alternatively, gigantic components may not just suit standard sizes (or volumes) of tanks.
It is likely that you would eventually find a service provider that has tanks big enough to contain your components. Unfortunately, it would affect the final price for sure. You also should pay more attention to the surface area of your parts rather than their quantities while calculating expenses.
Racking
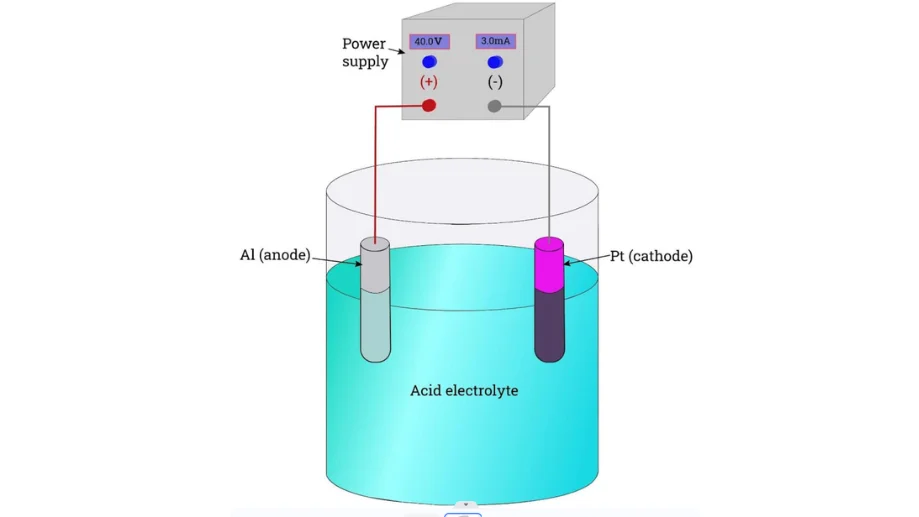
By racking, we mean how parts to be anodized are positioned in the tank. This coating process implies that metal components should be dinked in a tank with electrolyte liquid. For this purpose, they obviously should be held by the equipment that would move them up and down.
Racking or jigging exploits metal racks to expose metal parts to a solution. Typically, service providers use either titanium or aluminum racks. This choice can impact the cost, as the first one is expensive but durable, while the second one is less convenient but more affordable. However, there is nothing you can do about it.
But, there is another way racking influences the final price of anodizing a batch of metal components. The quality of coating directly depends on how many components are sunk into a tank and are exposed to current. The distances between the positions of components on the rack are also crucial for the quality of the process.
The simple truth is, any service provider would load the rack with a maximum number of parts possible unless something particular is requested by a customer. It is not like a pile of your precious details would be simply thrown in a tank if you had not paid more. There are still requirements for power supply, which should be 15 or 30 amps per square foot.
However, if you care for the quality of coating, you may like the idea of requesting the service provider to limit the surface area. Thus, fewer components would be processed in one run. This way, you should not be surprised if the final price differs from the basic one.
Design & Extras
The thing is, not only the surface but also the design of your components and other extras affects the final price. Let us give you an example.
The coating is basically an additional layer that somewhat changes the original dimensions of a part. Frequently, your components have precisely drilled holes, which you do not want to deteriorate in dimensions. So, you would request a service provider to do something about it.
For this purpose, hole masking is conducted. It is the plaguing of all the holes with capes. It is a time and labor-consuming process. As with any other non-basic option, it will be charged additionally.
How Much Does Anodizing Aluminum Cost?
The cost of anodizing aluminum depends on different factors, including the type of process, quantity, and size of the part. Common Type II anodizing (such as clear or black) costs about $65 to $125 per piece, and is more cost-effective in larger quantities, such as a batch of 200 small parts, which may only cost about $2 per piece. Type III hard anodizing is relatively expensive and takes longer to process.
The larger the batch, the lower the processing cost per piece. For example, it may cost about $125 to make one black anodized aluminum part, but if you make two, it will drop to $60 per piece. If you make five pieces, it will only cost $24 per piece, and if you make 10 pieces, it will drop to $12 per piece, and if you make 20 pieces, it will drop to $10 per piece. Going up, like 50 pieces, it will only cost $4 per piece, while 100 pieces will cost about $2.80 per piece, and 200 pieces will cost $2.50 per piece. If you order 500 or 1,000 pieces, the price drops to $2.20 and $1.95 per piece, respectively, and the processing time is slightly longer.
In general, the cost of anodizing will vary depending on the order quantity and the process selected, with larger quantities resulting in lower costs.
Summary
At the end of the day, you should know more about all the factors impacting the costs of anodizing.
We understand that prices may fluctuate based on numerous economic factors. However, now you are free to compare offers from different service providers as an expert.
Do not forget to ask them what options are included in the price. In such a manner, you will protect yourself from hidden costs to be charged afterward.






Lucas is a technical writer at ECOREPRAP. He has eight years of CNC programming and operating experience, including five-axis programming. He also spent three years in CNC engineering, quoting, design, and project management. Lucas holds an associate degree in mold design and has self-taught knowledge in materials science. He’s a lifelong learner who loves sharing his expertise.