When quoting stainless steel sheet metal parts, you will often see material specifications such as “304 2B” or “316L 2B” in engineering drawings or RFQs. For many buyers and engineers, the term 2B finish can be confusing.
In fact, 2B finish is one of the most common surface finishes for stainless steel sheets. It refers to a smooth, moderately reflective cold-rolled finish produced through processes such as cold-rolling, annealing, pickling, and light skin-passing.
However, 2B finish is not the only available surface finish. Stainless steel sheets can also be produced with other finishes such as BA (Bright Annealed), No.4 brushed finish, HL (hairline), and mirror finishes, each providing a different appearance and surface properties.
In this article, we will explain:
A 2B finish is a smooth, matte (non-reflective) finish that appears as a uniform grayish-white color. It is produced through a series of steps that result in a surface suitable for a wide variety of industrial and architectural applications.
Step 1: Cold Rolling: The stainless steel is first cold-rolled to achieve the precise thickness required.
Step 2: Heat Treatment (Annealing): The rolled steel is then passed through a furnace to soften it (annealing), which restores ductility after the rolling process. This step is done in a controlled atmosphere to prevent scaling.
Step 3: Descaling (Pickling): The steel is passed through an acid bath (pickling) to remove any oxides or scale that formed during annealing.
Step 4: Final Light Roll (The “2B” Step): Finally, the steel is given a very light final pass through highly polished rolls. This is a “skin pass” that smooths the surface, improves uniformity, and imparts the characteristic matte luster.
Appearance: It is smooth and uniform but not highly reflective. It has a dull, matte, or “satin” look. It is not a mirror finish.
Texture: It feels smooth to the touch, more so than the rougher No. 1 finish (hot-rolled annealed and pickled).
Versatility: It is an excellent all-purpose finish. It can be used as-is or as a base for further polishing (e.g., to create a No. 4 or #8 mirror finish).
The 2B finish is widely used in the sheet metal fabrication because it provides a balanced combination of appearance, cost, and performance.

Compared with the rough and dull No.1 finish (hot-rolled surface), 2B finish stainless steel provides a much smoother and more uniform appearance.
Stainless steel sheets with a 2B finish have a clean, consistent, and visually appealing surface, making them suitable for many industrial and fabrication applications where appearance still matters.
To achieve highly reflective surfaces such as BA (Bright Annealed) or decorative finishes like No.4 brushed, HL (hairline), or No.8 mirror finish, additional processing steps, specialized equipment, and more production time are required. These extra processes inevitably increase manufacturing costs.
In contrast, 2B finish provides an acceptable and professional “industrial standard” appearance without these additional expenses, making it a highly cost-effective option for stainless steel sheet metal parts.
The core of sheet metal fabrication involves laser cutting, bending, forming, and joining. 2B finish performs very well in these processes.
Its surface is smooth and contains a very thin oxide layer created during the final skin-pass rolling process. This oxide film actually helps retain lubricants during operations such as deep drawing or bending, which reduces friction and minimizes the risk of tearing or galling (metal sticking to the tooling).
Because the surface is clean and uniform, 2B stainless steel allows for strong and neat weld seams. Although welding heat may still cause discoloration (heat tint) that requires post-weld cleaning, the base material itself remains stable, predictable, and easy to work with.
This is perhaps one of the most important reasons why 2B finish is so widely used in the sheet metal industry. Many sheet metal parts require additional finishing after fabrication, and 2B finish provides an excellent starting surface for most secondary processes.
If a customer requires hairline (HL) or satin/brushed (No.4) finishes, fabricators almost always start with 2B stainless steel sheets. Abrasive belts or pads are then used to create the desired directional texture.
Because the 2B surface is smooth and consistent, it provides an excellent base for achieving a high-quality and uniform final polish. Starting from a rougher No.1 surface would require significantly more grinding work and abrasive materials.
If parts require spray painting or powder coating, the slightly matte and non-reflective characteristics of the 2B finish provide excellent paint adhesion or mechanical bonding for primers and topcoats.
In contrast, the smoother BA finish can sometimes be too glossy, which may reduce paint adhesion and increase the risk of peeling.
Similarly, when parts require a uniform matte texture through bead blasting or sandblasting, starting from a smooth 2B surface helps ensure the final finish remains consistent and even.
2B finish is the global standard for stainless steel sheet surfaces.
It is the most widely produced finish by steel mills, which means it is typically available in a wide range of sizes, thicknesses, and grades at steel service centers and suppliers. This ensures shorter lead times for fabricators.
Because it is defined by recognized standards such as ASTM A480/A480M, fabricators can expect consistent surface characteristics regardless of the steel mill that produced the material. This level of predictability is critical for quality control in sheet metal manufacturing
Now we will introduce other stainless steel sheet metal surface finishes commonly used.
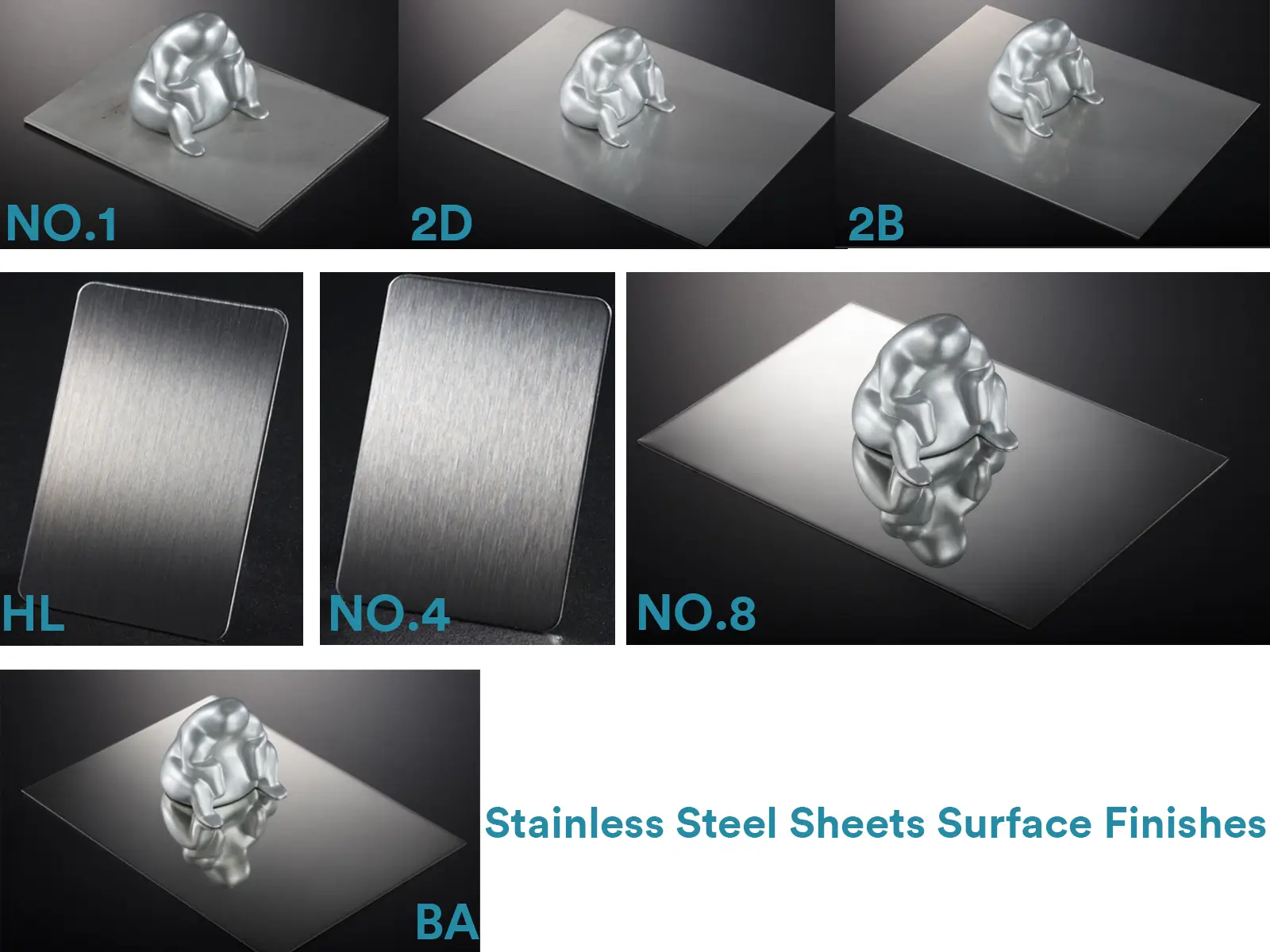
No.1 is the surface produced by hot rolling stainless steel, followed by annealing and pickling. It is a basic industrial surface that has not undergone cold rolling or polishing.
Step 1: The steel slab is repeatedly rolled at high temperature to achieve the target thickness.
Step 2: Annealing (softening) is performed.
Step 3: The surface scale is removed through acid pickling.
Key Point: No cold rolling or polishing is performed after this process.
The surface is rough, dark black or silver-gray, non-reflective, and has an industrial texture. Thickness tolerances are relatively large, and flatness is relatively poor.
No.1 Finish is mainly used in situations where the surface appearance is not critical, such as chemical storage tanks, industrial heat exchangers, heat-resistant components, heavy industrial furnace parts, and some structural components requiring linings.
2D is a surface that has been cold rolled, annealed, and pickled, but has not undergone a final light rolling (temper pass) to smooth it. It is smoother than No.1 but has a duller appearance than 2B.
Step 1: Using the Hot Rolled Annealed and Pickled plate (No.1) as raw material, it is cold rolled to reduce thickness.
Step 2: Final annealing is performed in a non-oxidizing atmosphere.
Step 3: Pickling is performed to remove the oxide layer generated during annealing.
Step 4: Light skin pass rolling.
Key Point: The product is finished directly, without being processed by polishing rolls for smoothing.
The surface is uniform and smooth, but presents a uniform matte state (duller than 2B) with no reflectivity. Because it hasn’t undergone the final skin pass rolling, its ductility (plasticity) is generally better, which is beneficial for deep drawing.
Particularly suitable for components requiring deep drawing and subsequent plating or painting, such as automotive parts, complex deep-drawn cookware blanks, and large water tank liners.
BA is the abbreviation for Bright Annealed. It is obtained by annealing in a protective atmosphere, resulting in a bright, reflective surface without the need for mechanical polishing.
Step 1: The strip, after cold rolling or hot rolling, enters an annealing furnace filled with a protective gas atmosphere like hydrogen and nitrogen.
Step 2: During high-temperature annealing, the protective gas prevents the steel surface from oxidizing.
Key Point: Upon exiting the furnace, the surface directly presents the metal’s original high brightness, requiring no mechanical polishing.
The surface is very smooth with high reflectivity, similar to a mirror but softer and more natural than mechanically polished finishes. The color is uniform. Surface hardness may be slightly higher than 2B.
Widely used in applications where appearance is important, such as high-end cookware, cutlery, appliance panels (e.g., refrigerator doors), decorative trim, solar water heater inner tanks, and heat collector plates.
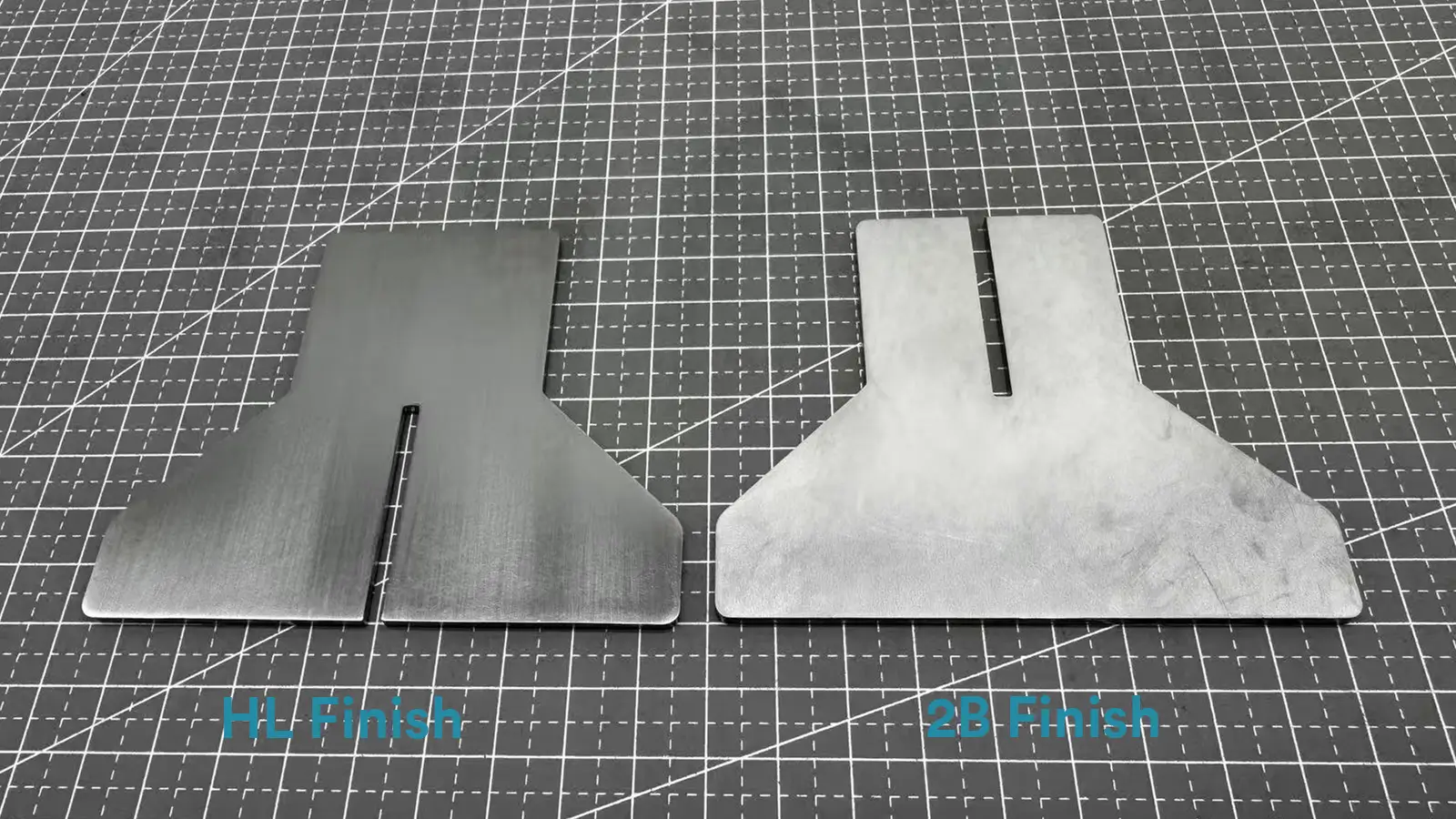
HL is the abbreviation for Hairline. It is a surface with continuous directional grain produced by mechanical grinding on a 2B or BA base finish, commonly known as a brushed finish or hairline plate.

Step 1: Using 2B or BA sheets as the raw material.
Step 2: Using abrasive belts or wheels with appropriate grit sizes, continuous dry or wet grinding is performed along a single, fixed direction.
Key Point: Finally, a fine but clear linear texture is formed.
Features continuous, parallel linear grain. From a distance, it looks matte; up close, it has fine lines. It effectively conceals minor surface scratches and is highly decorative.
Mainly used in construction and decoration fields, such as elevator car cladding, escalator side panels, interior walls, household appliance casings (e.g., range hoods, microwaves), and hotel kitchen equipment.
No.4 is a matte polished finish obtained by mechanical polishing using progressively finer abrasives. It is the standard finish most commonly used in the food and medical industries.

Step 1: Typically using 2B sheet as the base material.
Step 2: Multiple stages of abrasive polishing are performed using abrasives around 100-180 grit.
Key Point: The resulting grain is typically bi-directional or non-directional short scratch lines (cross-grain), with a gloss level between 2B and mirror finish.
The surface has some reflective ability, but the image is blurred; there are fine but visible grinding lines, and it feels smooth to the touch. This finish is both aesthetically pleasing and easy to clean.
It is the first choice for hygienic requirements, widely used in food processing equipment, kitchen utensils, dairy equipment, pharmaceutical equipment, medical devices, and restaurant back-of-house countertops.
No.8 is a high-precision polished finish with extremely high reflectivity, capable of reflecting images clearly like a mirror. It is also widely known as Mirror Finish. It is typically the brightest and most expensive mechanical polish.
Step 1: Based on a 2B or already roughly polished surface.
Step 2: Using very fine abrasives (such as chromium oxide, diamond paste) and high-speed polishing wheels, step-by-step fine grinding and polishing is carried out.
Key Point: Processing continues until the surface roughness is extremely low, achieving a mirror effect with no visible abrasion marks.
The surface has an excellent mirror-like reflection, is brilliant, and can clearly reflect objects. This surface treatment is difficult and costly.
Mainly used for high-end decoration and special functional occasions, such as decorative columns in luxury hotel lobbies, artistic sculptures, medals, high-end cosmetic counters, reflective mirror panels, and semiconductor or precision instrument components with extreme smoothness requirements.
TR finish refers to a state that has undergone cold working hardening (Temper Rolling). It is not a specific color or texture, but a mechanical property state, usually accompanied by a 2B or BA appearance.
Step 1: After final annealing, a final cold rolling pass (tempering) with a strictly controlled reduction ratio is performed.
Step 2: The main purpose of this rolling is not thickness reduction, but to induce work hardening in the steel.
Key Point: By controlling the rolling reduction, a specific hardness or strength grade (such as 1/4 hard, 1/2 hard, full hard) is achieved.
Compared to the softer 2B/BA conditions, steel in the TR state has higher strength and greater hardness, but its plasticity (elongation) is correspondingly reduced, making it less easy to bend and form. The surface condition may be similar to 2B or BA.
Suitable for parts requiring a certain strength without needing subsequent complex forming, such as springs, clockwork springs (mainsprings), watch components, scraper blades, structural reinforcements, and spring clips that need to retain their shape.
Sheet Metal Stainless Steel Surface Finishes Types List Table
| Finish Code | Alternative Name | How It Is Made | Key Characteristics | Typical Applications |
|---|---|---|---|---|
| No.1 | Hot Rolled | Hot rolling steel, then annealing and pickling. No cold rolling. | Rough, dark/gray, non-reflective, industrial texture. Thick tolerances. | Chemical tanks, industrial heat exchangers, furnace parts (where appearance is not critical). |
| 2D | Cold Rolled, Dull Finish | Cold rolling, annealing, and pickling. No final skin-pass rolling. | Uniform, smooth, but dull matte (less reflective than 2B). Good ductility for deep drawing. | Deep drawn parts (auto components, cookware blanks), painted/plated items, tank liners. |
| 2B | Cold Rolled, Standard Matte | Cold rolling, annealing, pickling, and a final light skin-pass roll on polished rolls. | Smooth, uniform, matte luster (gray-white). Excellent balance of cost and formability. | General sheet metal fabrication, base for further polishing (No.4/HL/No.8), painting, coating. |
| BA | Bright Annealed | Cold rolling followed by annealing in a protective atmosphere (H2/N2) to prevent oxidation. | Very smooth, highly reflective (mirror-like but soft), uniform color. | High-end cookware, appliance panels (fridge doors), decorative trim, cutlery. |
| HL | Hairline / Brushed | Mechanical grinding on 2B or BA base using abrasive belts in one fixed direction. | Continuous directional grain (lines). Matte from afar, linear up close. Hides scratches well. | Elevator cladding, escalator panels, range hoods, interior walls, hotel kitchens. |
| No.4 | Satin / Brushed (Short Grain) | Mechanical polishing on 2B base using progressively finer abrasives (~100-180 grit). | Bi-directional or non-directional short lines. Some reflectivity (blurred image), easy to clean. | Food processing equipment, medical devices, dairy equipment, pharmaceutical tools. |
| No.8 | Mirror Finish | High-precision, step-by-step polishing on 2B base using very fine abrasives and high-speed wheels. | Excellent mirror reflection (clear images), brilliant, no visible abrasion marks. High cost. | Luxury hotel decor, artistic sculptures, medals, high-end counters, reflective panels. |
| TR | Temper Rolled | Final cold rolling pass with a controlled reduction ratio to induce work hardening. | Higher strength/hardness (e.g., 1/4 hard), reduced plasticity. Surface looks like 2B or BA. | Springs, watch components, clockwork springs, scraper blades, structural reinforcements. |
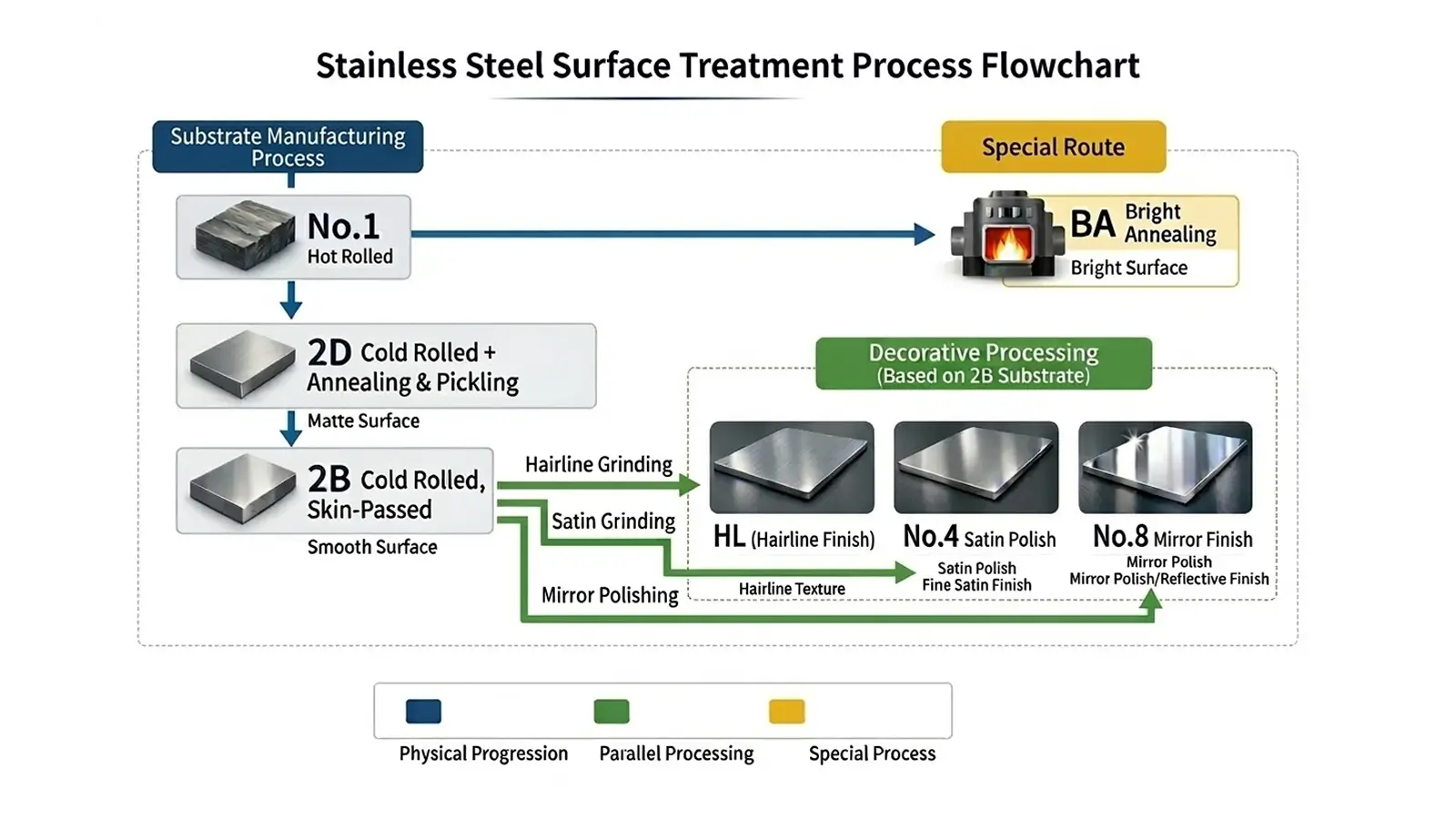
The base material forms the foundation of all stainless steel surfaces. In steel mills, the production follows a “from rough to refined” logic.
| Finish Code | English Description | Analogy |
|---|---|---|
| No.1 | Hot Rolled: Thick, rough surface with mill scale | Like a freshly cut chunk of meat |
| 2D | Cold Rolled + Annealed & Pickled: Clean surface, thinner, non-reflective (matte) | Like a slice of meat rolled thin and washed |
| 2B | Cold Rolled + Annealed & Pickled + Skin-Pass Rolling: Smooth, flat, with slight gloss (standard matte finish) | Like gently pressed with a clean glass bottle |
Note: 2B evolves from 2D and is the most widely used industrial sheet finish
After producing the base 2B material, additional processes can create decorative or functional finishes:
HL (Brushed Finish) – directional grain texture
No.4 (Matte Polished Finish) – short, non-directional satin texture
No.8 (Mirror Finish) – high-gloss, reflective surface
Note: HL, No.4, and No.8 generally start from 2B. They do not evolve from each other; rather, they are parallel processing options.
Standard route: No.1 → Cold Rolling → Anneal & Pickle → 2D → Skin-Pass → 2B
BA route: After cold rolling → enter a bright annealing furnace with protective atmosphere (hydrogen + nitrogen) → directly obtain BA finish
Key Points:
BA is not made from 2B or 2D. It’s obtained directly after cold rolling through a special heat treatment in a controlled atmosphere.
BA is brighter than 2B, with higher reflectivity, approaching a No.8 mirror finish—but differs slightly as No.8 is mechanically polished, while BA is naturally bright from heat treatment.
With its smooth, matte appearance, excellent formability, and cost-effectiveness, the 2B finish offers the best all-around balance for most sheet metal fabrication projects. It is attractive enough for visible applications yet economical enough for high-volume production.
Whether you need a brushed (HL), satin (No.4), or mirror (No.8) finish, fabricators almost always start with a 2B sheet. Its smooth and consistent surface minimizes grinding work and ensures a high-quality final result, making it the universal starting point for decorative finishes.

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.





