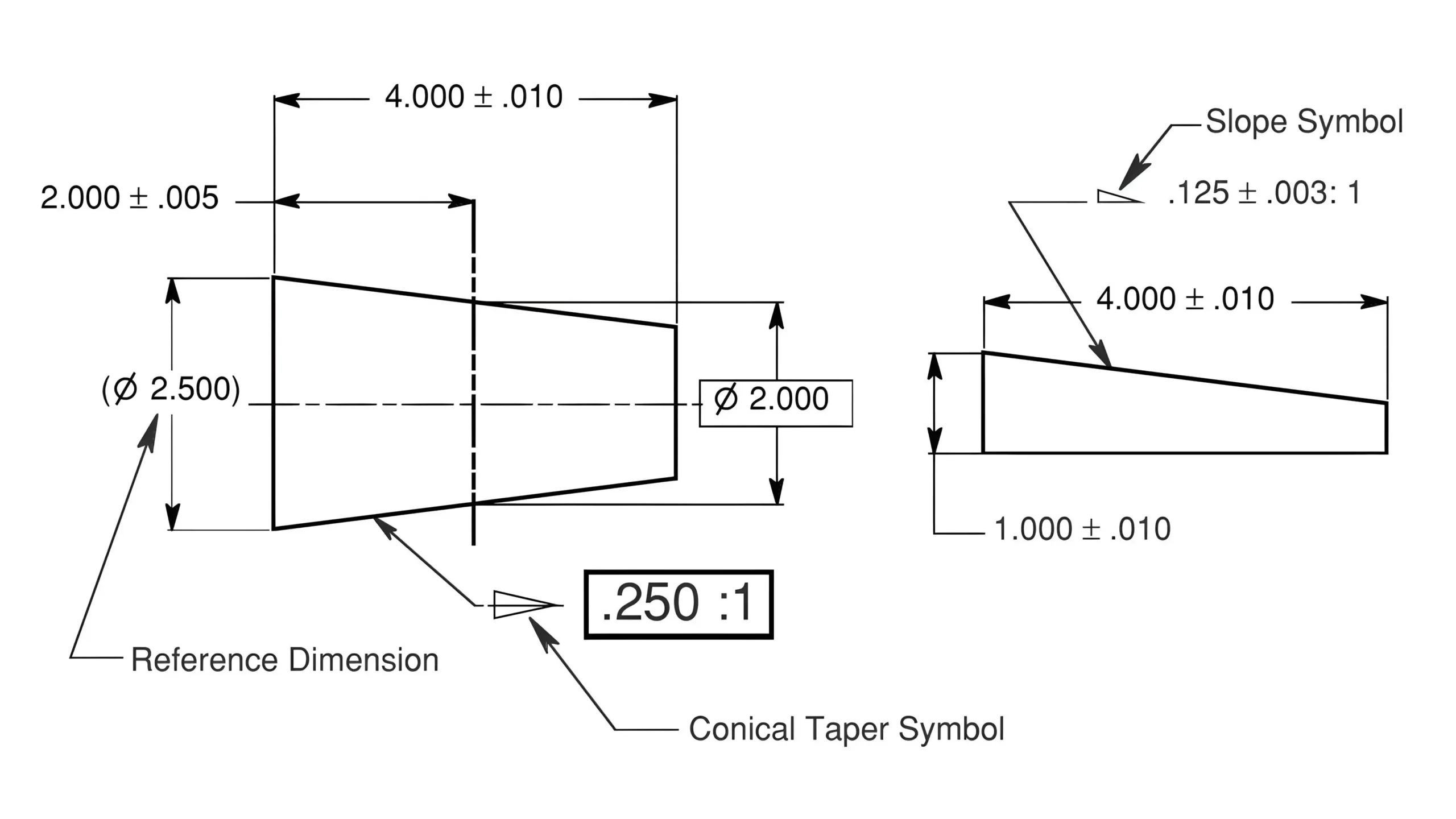
In GD&T, the conical taper symbol is applied to define the angle of a conical surface. Conical taper refers to the ratio of the diameter change to the length change as shown in the Figure 1.
For instant, a conical taper “1:20” for a tapered shaft means that for every 20 units of length along the shaft, the diameter is allowed to change by 1 unit.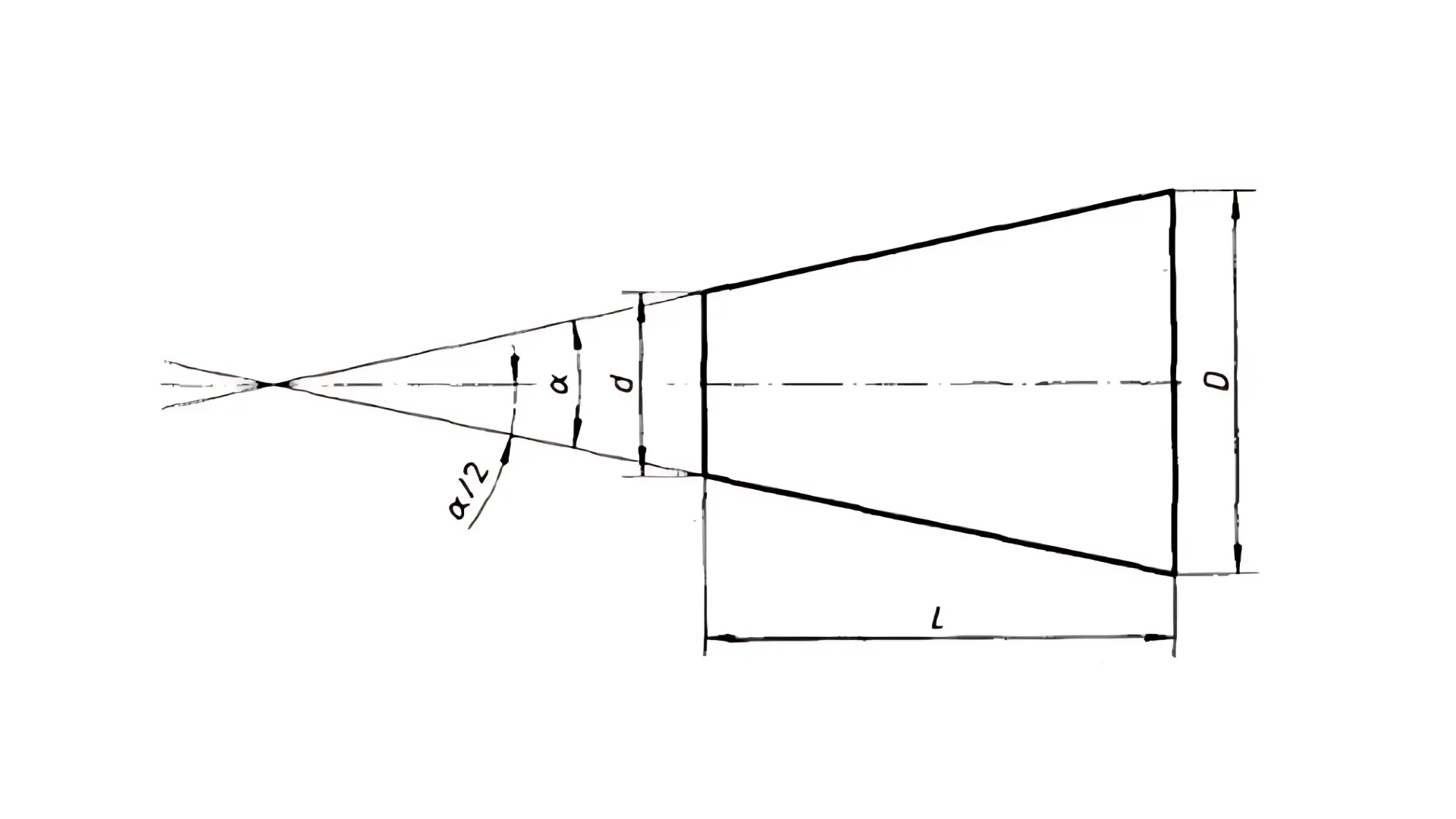
And since GD&T conical taper is used to specify a ratio, its tolerance also controls the allowable deviation of the ratio.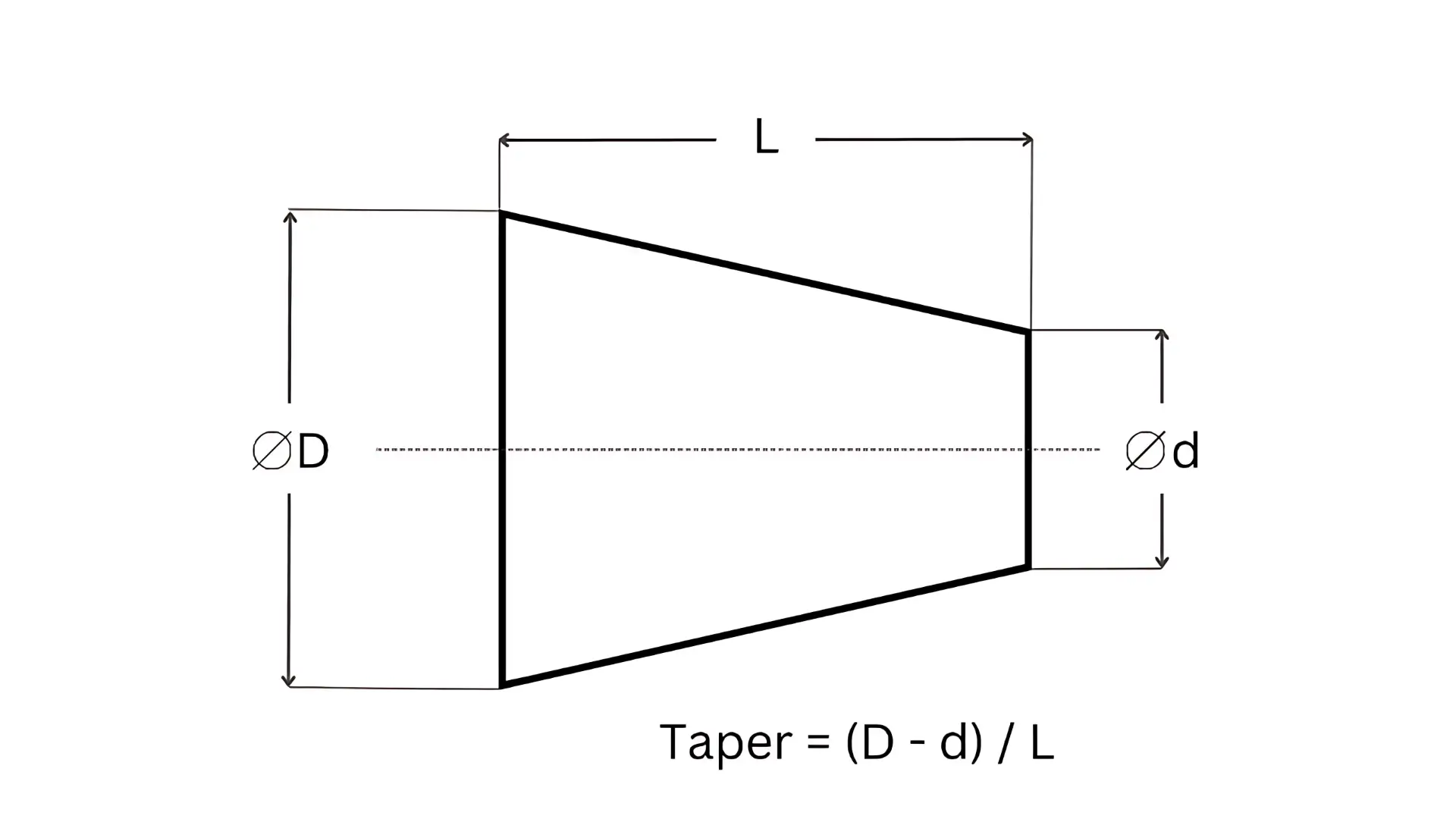
For example, if “1:20 ±0.001” is indicated for the conical taper value and its tolerance, it means that the standard conical taper is 1:20 and the ratio is allowed to range from 1:19.999 to 1:20.001 during manufacture.
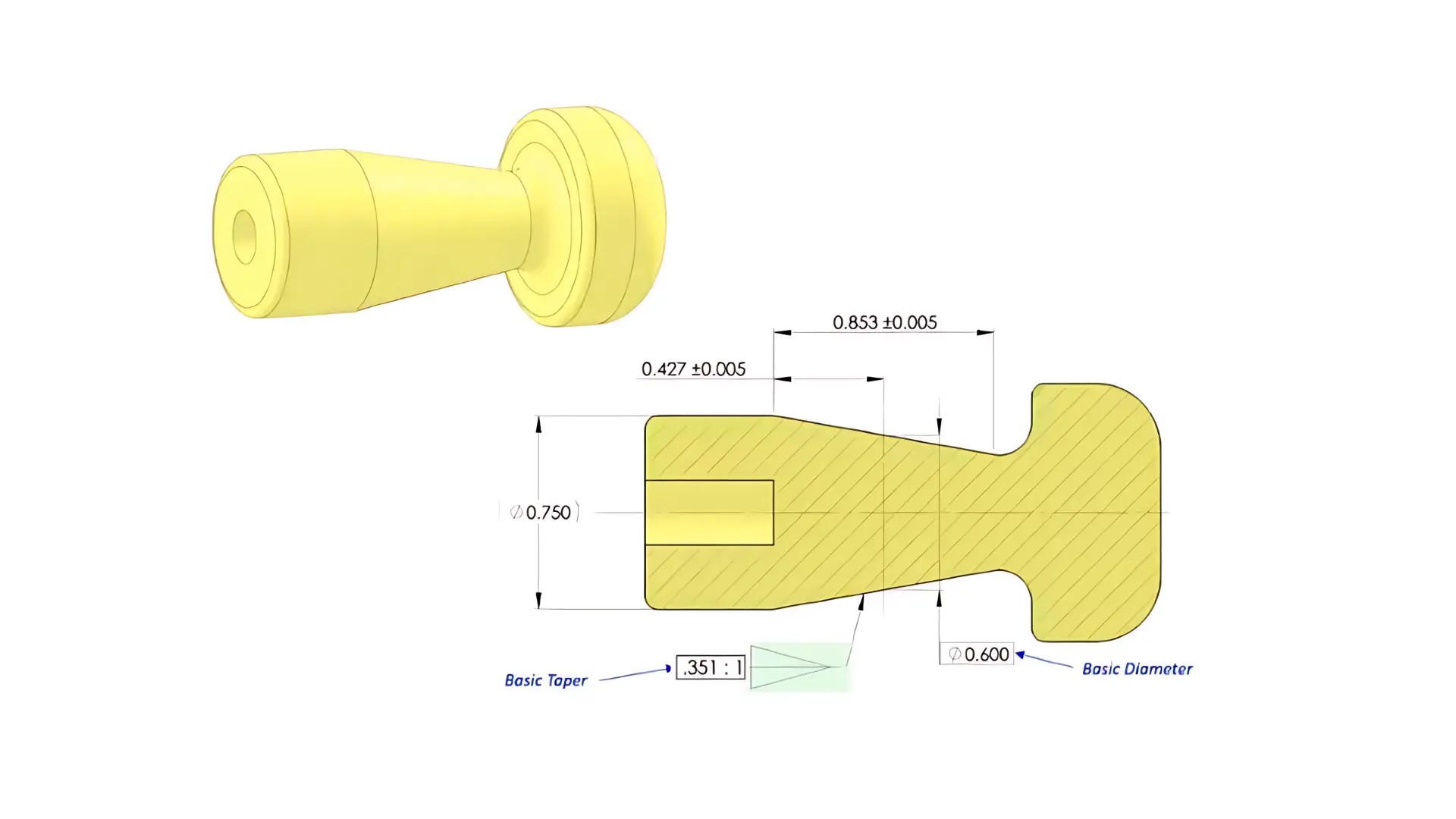
What’s more, if the controlled parts are mating parts with assembly requirement, it is preferable to used standard conical taper systems such as Morse Taper or Metric Taper for control. Basic taper is allowed to be indicated without tolerance.
And the usage of GD&T conical taper is usually combined with other dimensional and geometric tolerances such as diameter, angularity, and profile.

GD&T profile of a line is to control the deviation of any actual linear element on surfaces, like straight lines, curved lines or lines on cross-section planes from their exactly ideal profile.

Symmetry controls that the Median Plane of a non-rotating feature must be aligned with the Datum Center Plane. It has been removed from the standard GD&T toolbox.

Concentricity is a position tolerance that measures the degree to which the center points of circular features (cylinders, cones, spheres) coincide relative to a shared datum axis or point.

True position GD&T is one of the position symbols in GD&T that is used to control the positional accuracy of a feature of size, such as a hole, shaft or slot, with respect to the datum coordinate system.






