 Knurling, a critical process in modern CNC machining, primarily relies on two core methods: Form Knurling (Roll Knurling) and Cut Knurling.
Knurling, a critical process in modern CNC machining, primarily relies on two core methods: Form Knurling (Roll Knurling) and Cut Knurling.
These two techniques are based on fundamentally different physical principles, leading to significant differences in applicability, precision, and final part characteristics.
Key Takeaways:
Form Knurling is also known as roll knurling. In our blog, we will use form knurling.
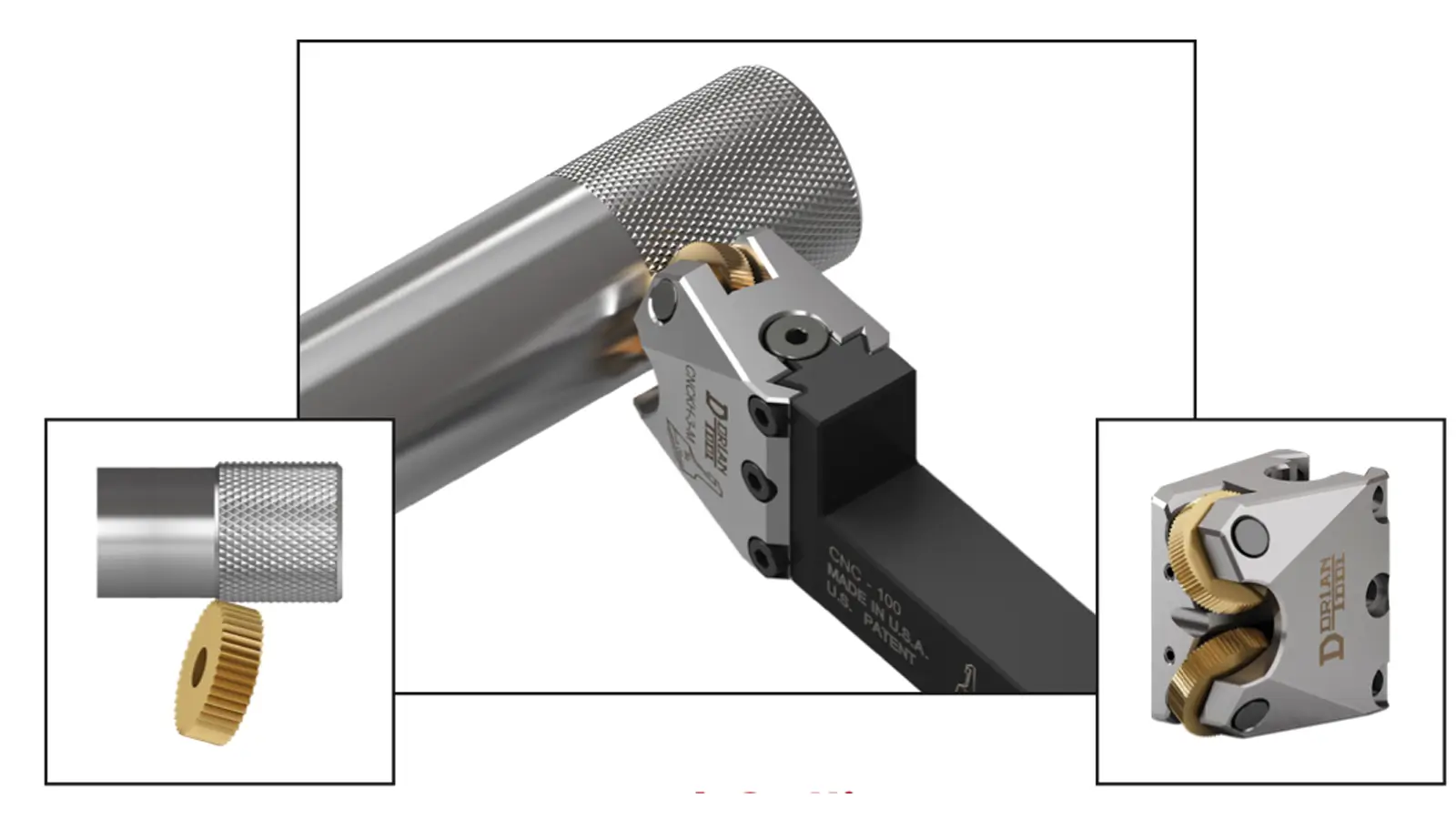
Form Knurling is a chipless, plastic deformation process. The principle involves using high-hardness knurling wheels to exert pressure on the workpiece surface, causing the material to undergo plastic flow instead of being removed. The material is displaced sideways and upwards, forming the raised pattern.
Process Features:
Advantages:
Disadvantages:
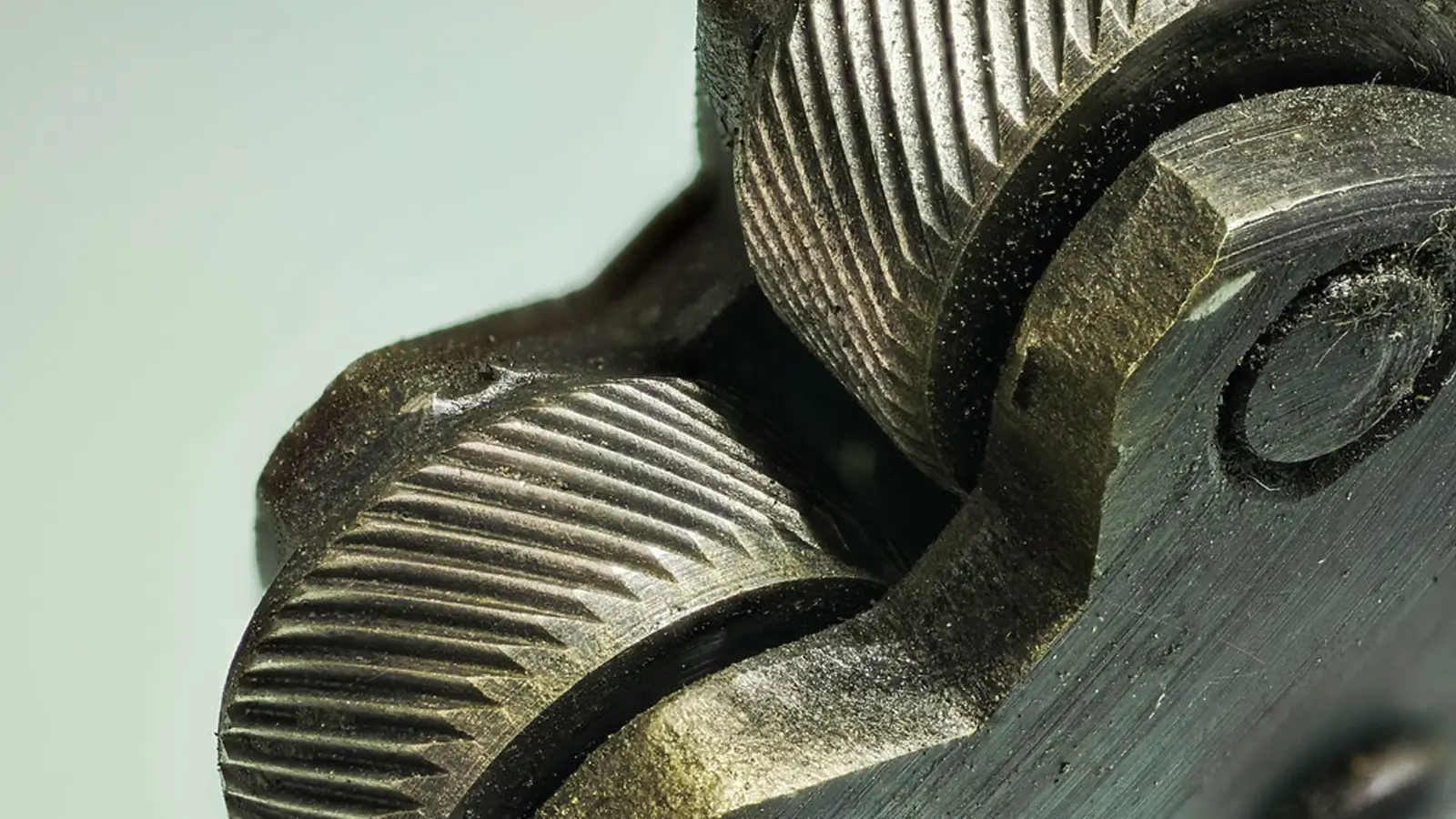
Cut Knurling is a chip-forming process. It uses knurling tools with sharp teeth to create the pattern by cutting and removing material, similar to a turning operation on a lathe.
| Feature | Form Knurling | Cut Knurling |
|---|---|---|
| Machine Requirement | High rigidity (must withstand high squeezing force) | Relatively lower rigidity required |
| Dimensional Accuracy | Medium; OD increases, requiring precise pre-calculation | High; OD remains stable, easier tolerance control |
| Surface Quality/Hardness | Surface hardness increases (cold working) | Surface hardness remains largely unchanged |
| Production Efficiency | Extremely high; quick pattern formation in one pass | Medium; requires longer cutting time |
| Applicable Materials | Soft materials (Aluminum, Brass, Mild Steel) | Hard materials, High-Strength Steel, Stainless Steel |
| Main Challenges | Prone to burrs/flaking; easily causes bending in slender parts | Chip entanglement risk; faster tool wear |
The decision-making logic for selecting the knurling process should follow these steps:
If the material is hard (e.g., stainless steel, hardened steel, titanium), or the part is thin-walled/slender, Cut Knurling is mandatory.
If the material is soft (e.g., aluminum, brass, mild steel, plastic) and the part structure is rigid, both methods are viable; proceed to the next step.
If the knurled part requires precise mating with other components and strict OD tolerance: Choose Cut Knurling.
If the knurl is only for grip, tolerance is loose, and OD expansion can be compensated for by adjusting the pre-machining diameter: Choose Form Knurling.
If the production volume is high and the material is suitable for forming: Choose Form Knurling for superior speed and production efficiency.
If the volume is small, chip handling must be avoided, or machine rigidity is low: Choose Cut Knurling.
Form Knurling (Roll Knurling) is Preferred: It is the most economical and efficient choice for high-volume production of rigid, soft material parts where tight OD tolerance is not the priority.
Cut Knurling is Essential: It is the only appropriate choice when processing hard materials, thin-walled components, or when there are rigorous demands for dimensional accuracy and surface quality.
This knurling process guide helps manufacturers and engineers understand the key differences between form knurling and cut knurling methods, enabling informed decisions for optimal results in CNC machining applications.
Related blog:
Cut Knurling is for Precision; Form Knurling is for Speed: Choose cut knurling when dimensional accuracy is critical, as it doesn’t change the workpiece diameter.
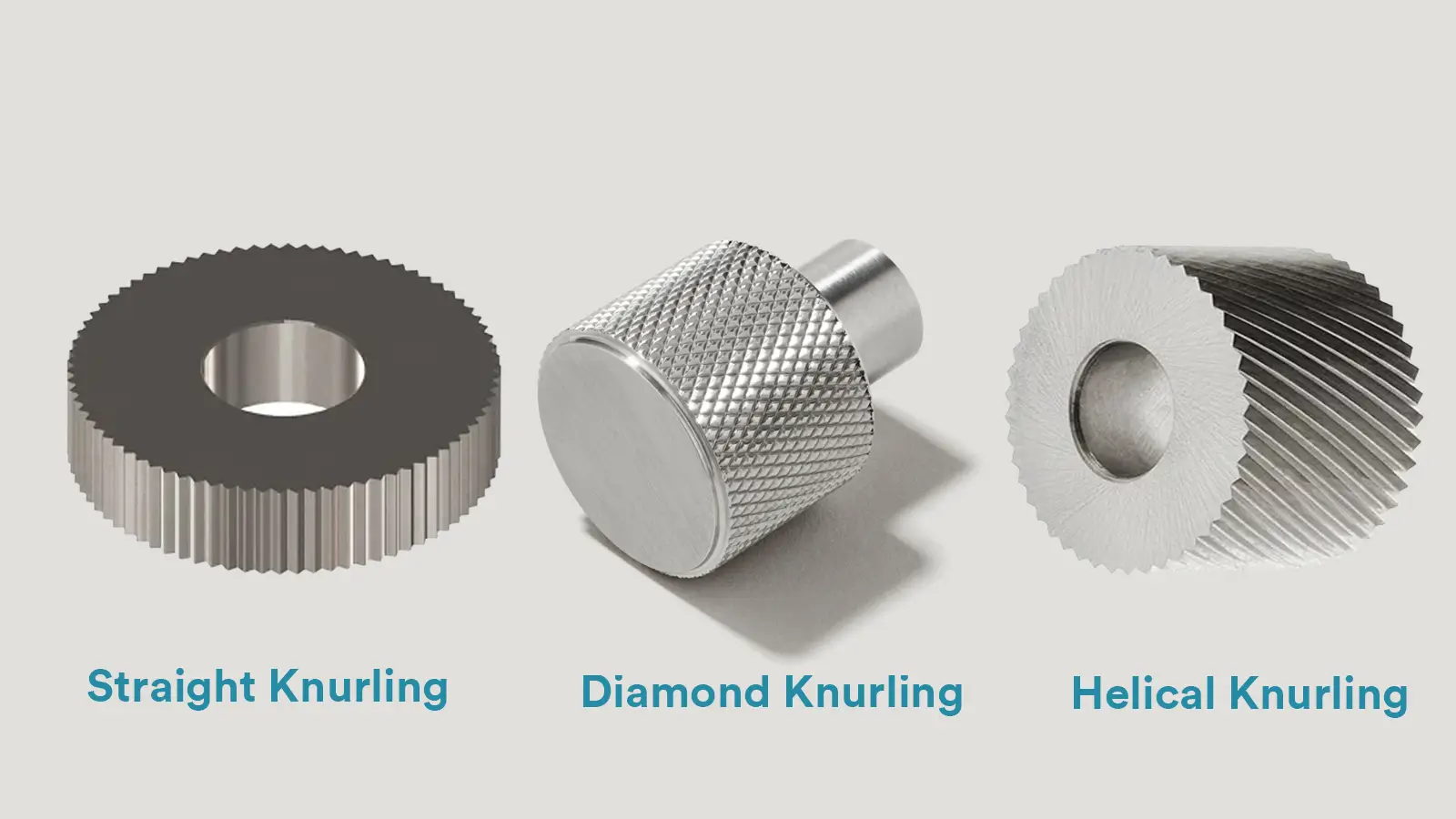
The most common types of knurling textures are Straight Knurling, Diagonal (Helical) Knurling, and Diamond Knurling.
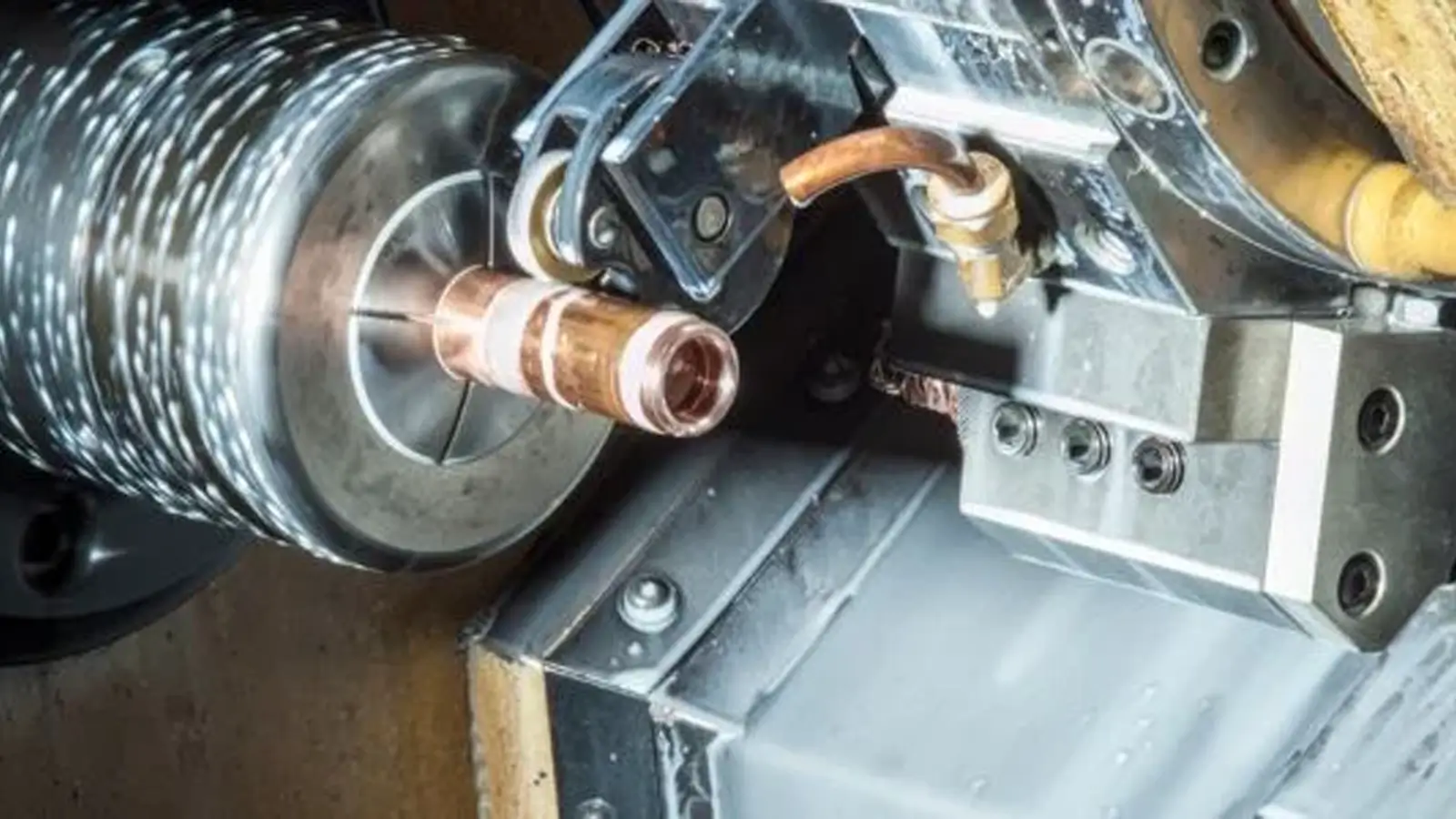
For high-precision, repeatable results in medium to large batches, CNC knurling is unmatched.

Form knurling tools excel in high-volume production for efficiency, while cut knurling tools provide accuracy for tight tolerances.





