

Calculating the feed rate for milling involves a combination of selecting the correct spindle speed (RPM) and the feed rate per tooth (IPM) to optimize the cutting process for efficiency and precision. Here’s a basic guide on how to calculate feed rate in a typical milling operation:
Determine the Spindle Speed (RPM):
The spindle speed depends on the cutting speed of the material and the diameter of the tool. You can calculate the RPM using the formula:
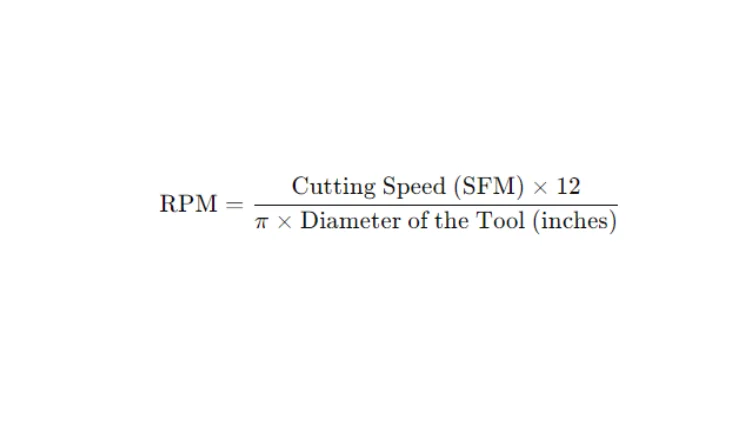
The cutting speed varies based on the material being milled. For example, common materials like aluminum may have a cutting speed of around 250 SFM, while harder materials like stainless steel might be around 30 SFM.
Calculate Feed Rate (IPM):
Once you have the RPM, the feed rate can be calculated using the number of teeth on the cutter and the chip load per tooth, which is the amount of material removed by each tooth of the cutter per revolution. The formula for feed rate is: Feed Rate (IPM)=RPM×Number of Teeth×Chip Load (IPT)
The chip load also depends on the material and cutter type. For example, chip loads for milling aluminum might range from 0.005 to 0.010 inches per tooth.
These calculations provide a starting point. However, it’s important to adjust these values based on the specific milling conditions and your machine’s capabilities. Often, manufacturers provide recommended values for RPM and chip load based on their tools’ performance with different materials, which should be taken into consideration.






