GD&T Maximum Material Condition(MMC) is a feature of size symbol which refers to the dimensional condition where the particular feature contains the maximum amount of material within its indicated tolerance.
For internal features and external features, the relationship between the amount of machined material and the feature’s dimension is totally contrast. For internal features, more material contained means smaller dimension; while for external features, more material contained means exactly larger dimension.
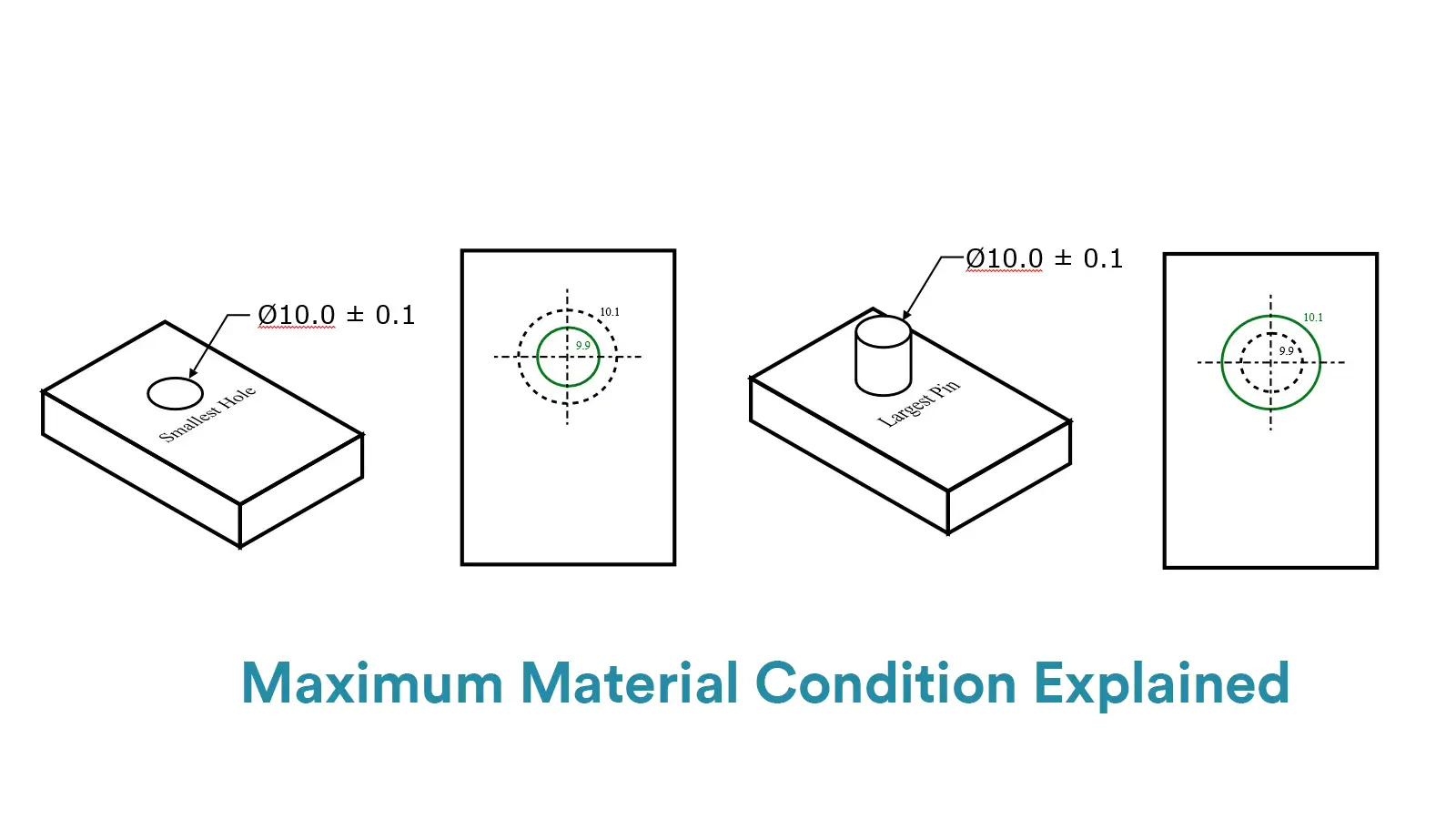
Therefore, Maximum Material Condition can be simply explained as follows:
For an internal feature like a hole, MMC=Smallest size of the hole
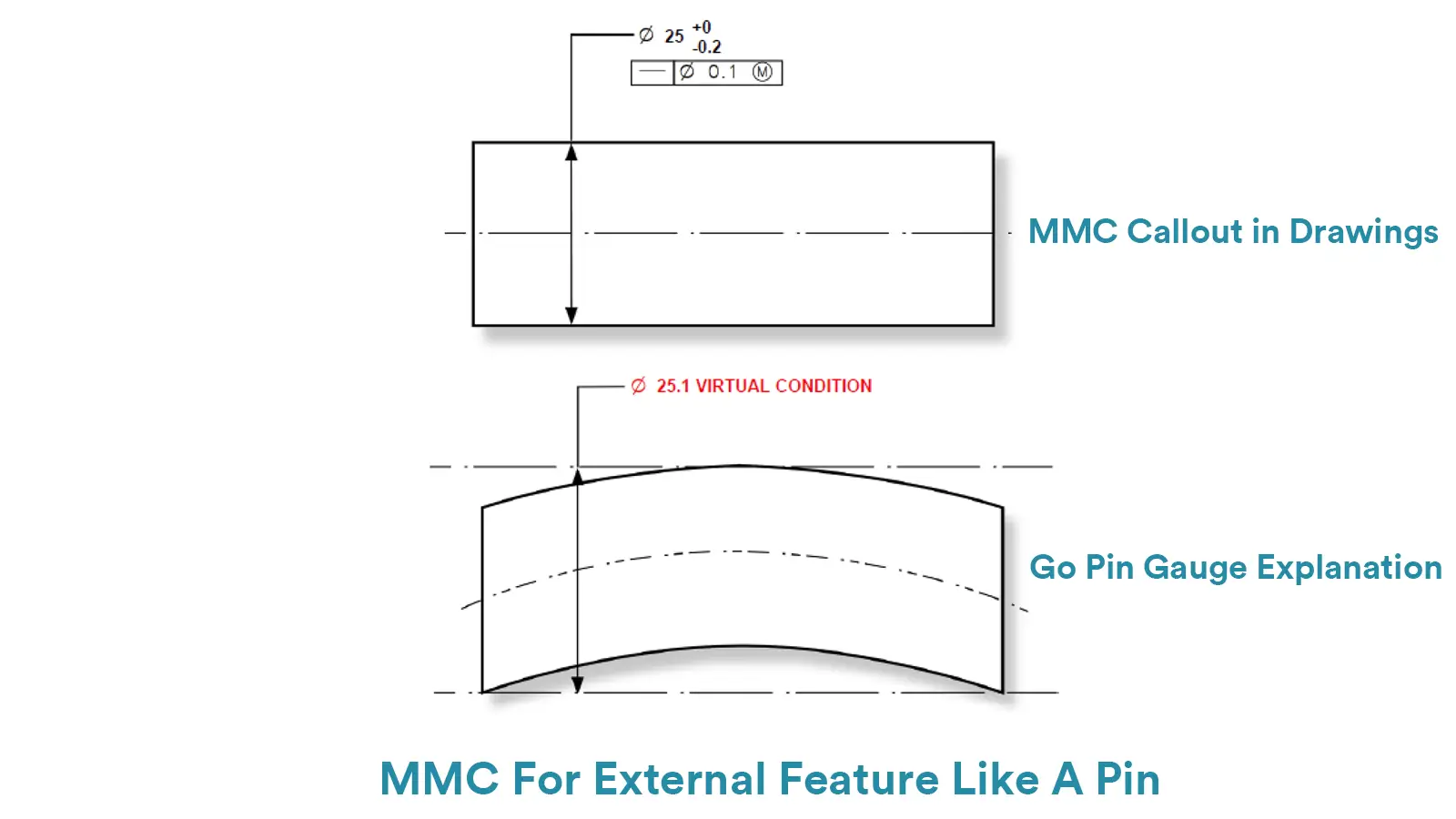
For an externa feature like a pin, MMC=Largest size of the pin
In conclusion, maximum material condition is also one end of a part’s dimensional range. It is contrast to least material condition, which refers to the condition where least amount of material is contained for a feature.
In a feature control frame, if required, it would be indicated just after the tolerance value as M, which is the maximum material condition symbol.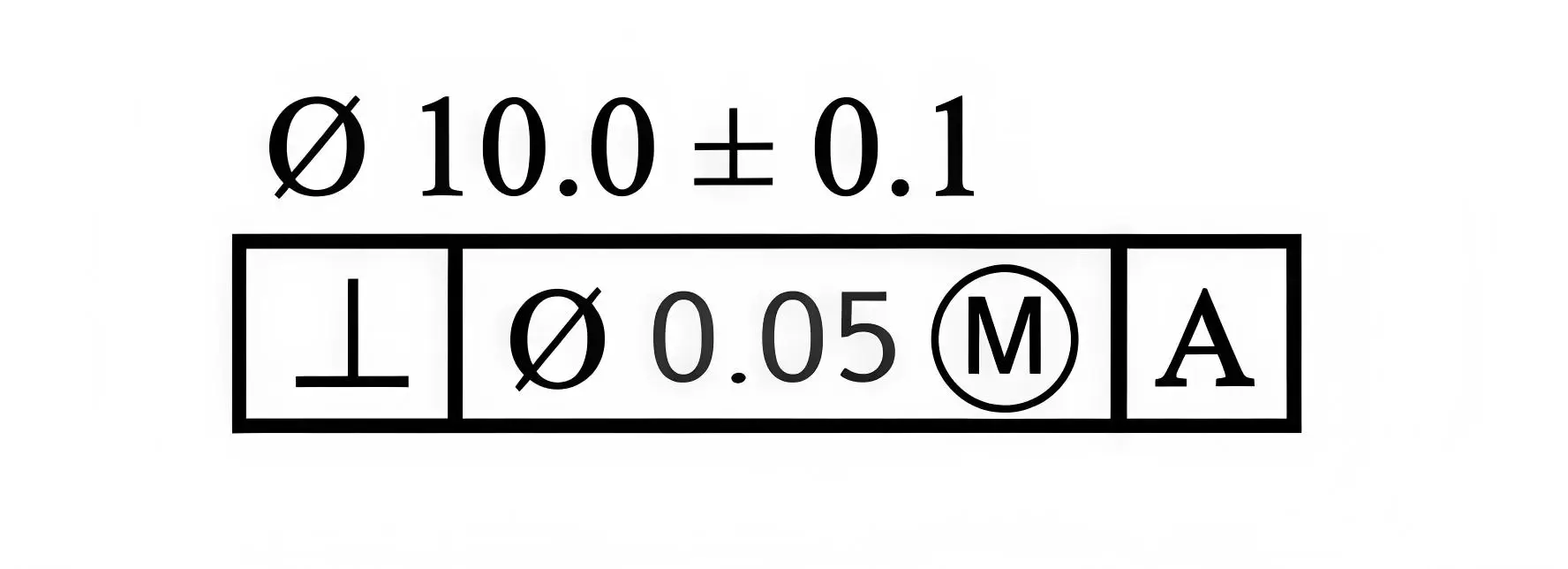
MMC is always called out when two parts should be ensured never interfere, or the amount of interference between the parts should be limited when they are at their worst tolerances.
Compared with Least Material Condition, one of the most crucial benefits of using Maximum Material Condition on a feature is that MMC can be measured with GD&T Symbols at the same time by a specific Go-Gauge.
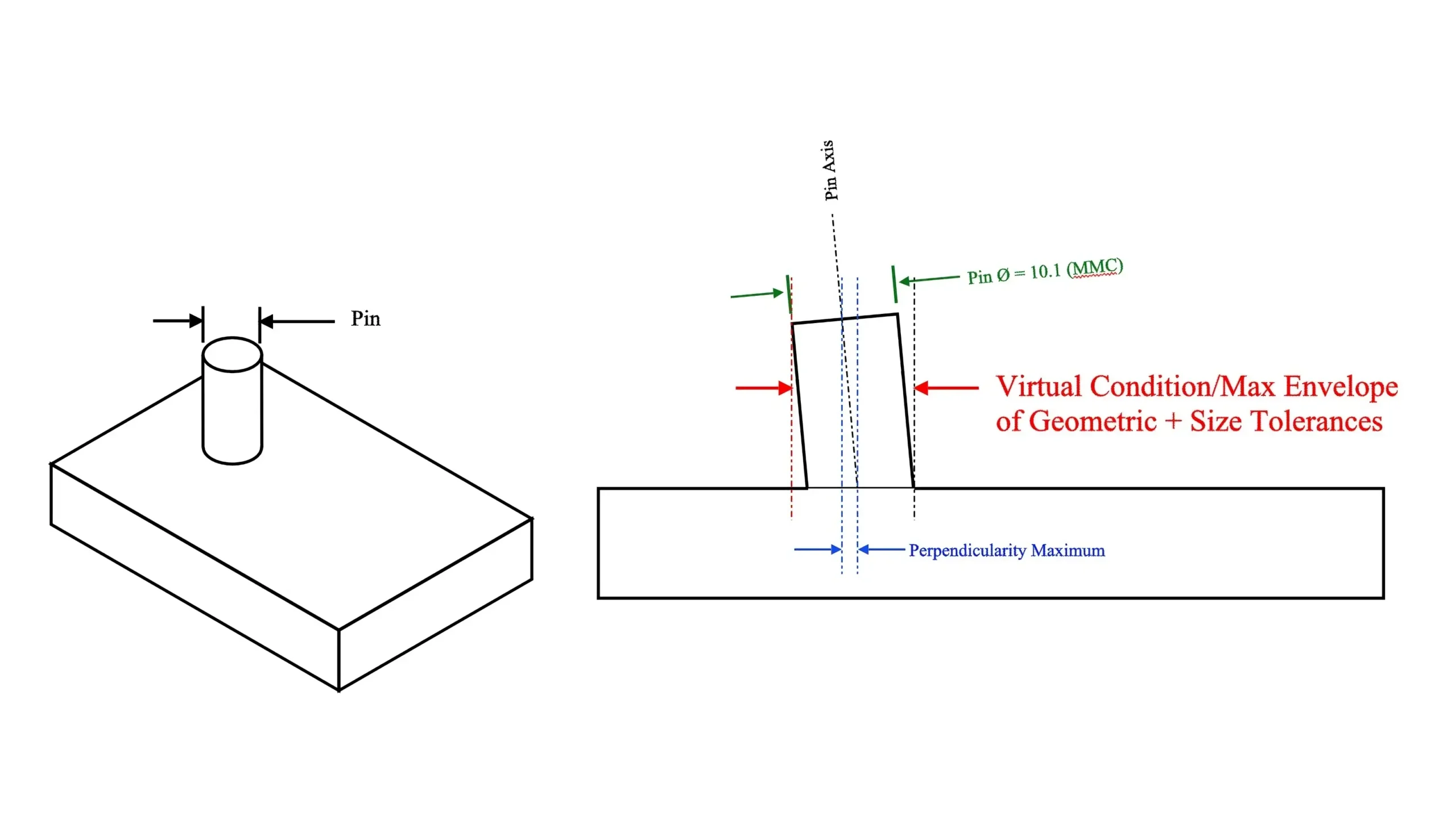
The reason is that when geometric tolerance and maximum material control are used together, they form the true maximum envelope or virtual condition that the part can be in and still be up to the standard.
Virtual Condition is served as the boundary formed by the collective effects of the specific MMC of a feature and any applicable geometric tolerance. And specific functional Go-Gauges that simulate the virtual condition can be used to measure MMC and geometric tolerance in the meantime.
For example, if there is a pin with both MMC and perpendicular callouts, a hole gauge simulates the worst-case limits at a 90° angle can be used to measure the pin. It means that the diameter of the hole gauge is the plus of MMC and max perpendicular tolerance of the pin and the pin needs to be within both perpendicular enough and small enough to go through its mating hole smoothly.
For an internal feature like a hole, the Go Pin Gauge Ø=Min Hole Ø-GD&T Symbol Tolerance Value

For an external feature like a pin, the Go Hole Gauge Ø=Max Pin Ø+GD&T Symbol Tolerance Value
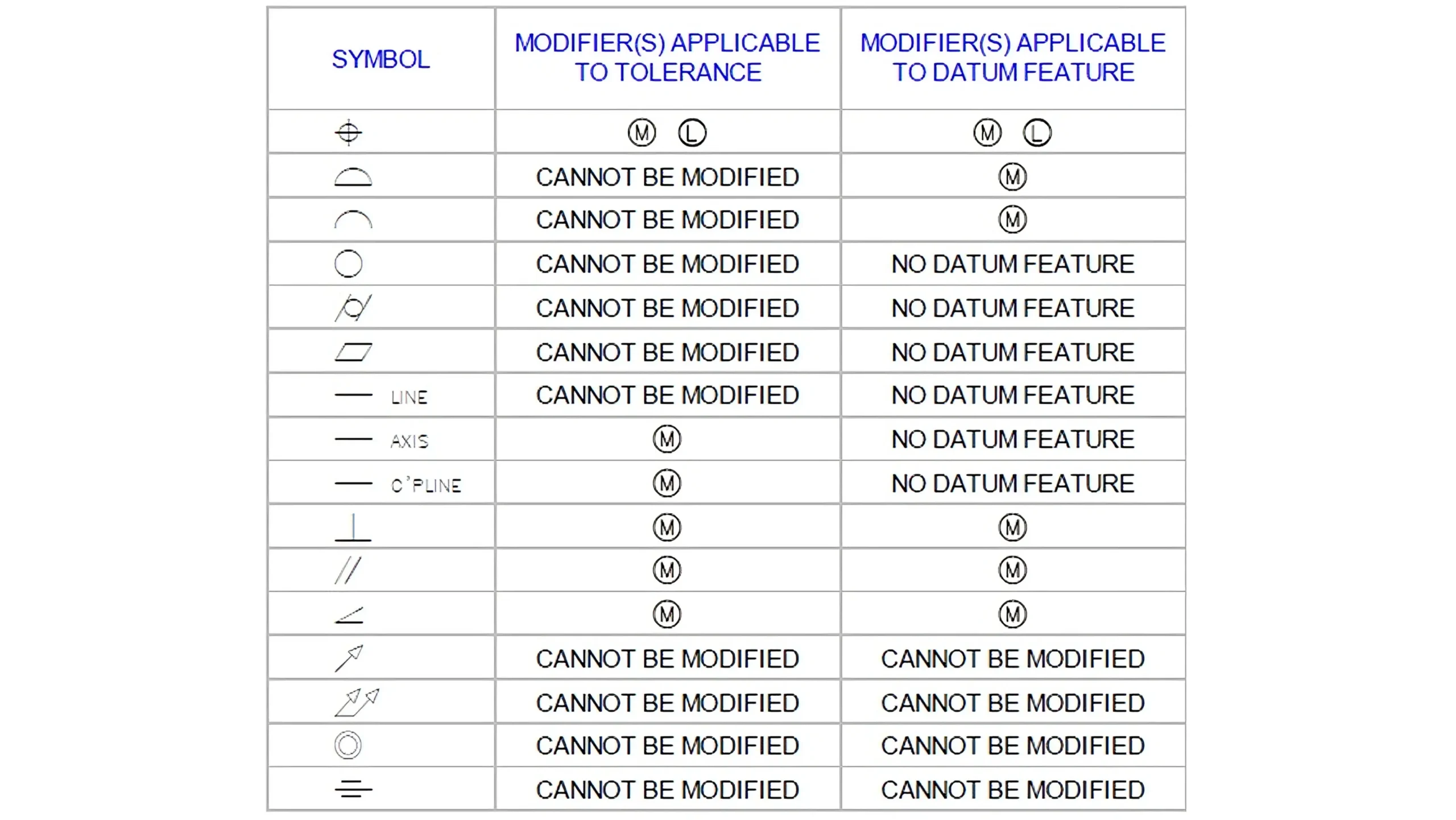
The answer is definitely no. MMC and LMC can only be applied to geometric features that is relative to size, especially GD&T Position and GD&T Perpendicularity. Below shows the features that are applicable for MMC and LMC.
Under the control of MMC or LMC, the actual geometric tolerance would change based on the actual dimension of the feature, which would add a bonus tolerance to the indicated tolerance value.
Not all the three material modifiers would be shown on engineering drawings. Both MMC and LMC have their specific symbols and would be indicated in the feature control frame just after the tolerance value.
However, RFS is the default situation and would not be indicated on drawings, meaning that if there is no M or L in the feature control frame, the geometric tolerance is under RFS.

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.