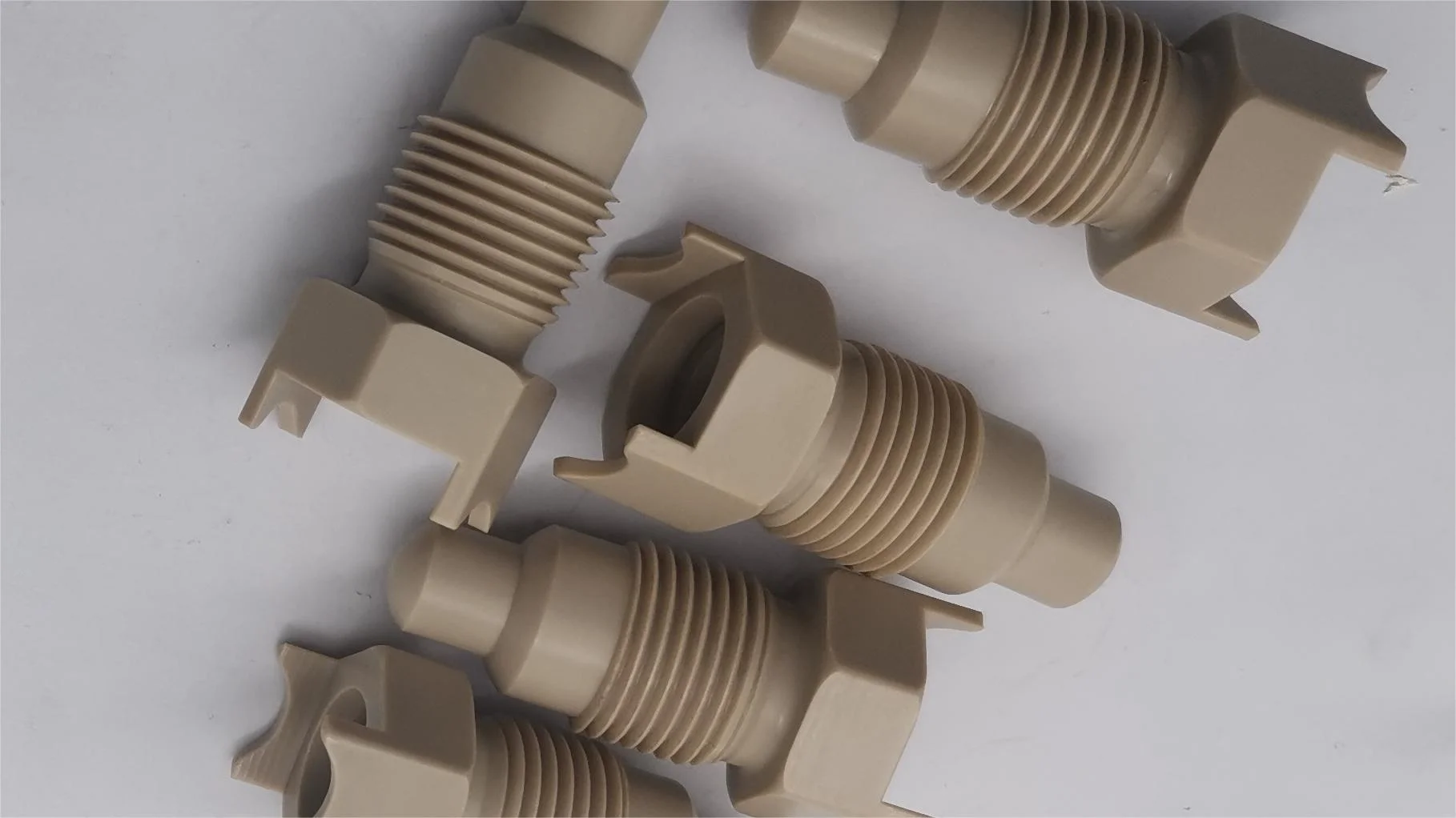

PEEK has excellent machinability, allowing for the production of complex and high-precision components through CNC machining. Processes such as turning, milling, threading, and drilling can be used to manufacture PEEK parts suitable for prototyping, small batch, or medium batch production.
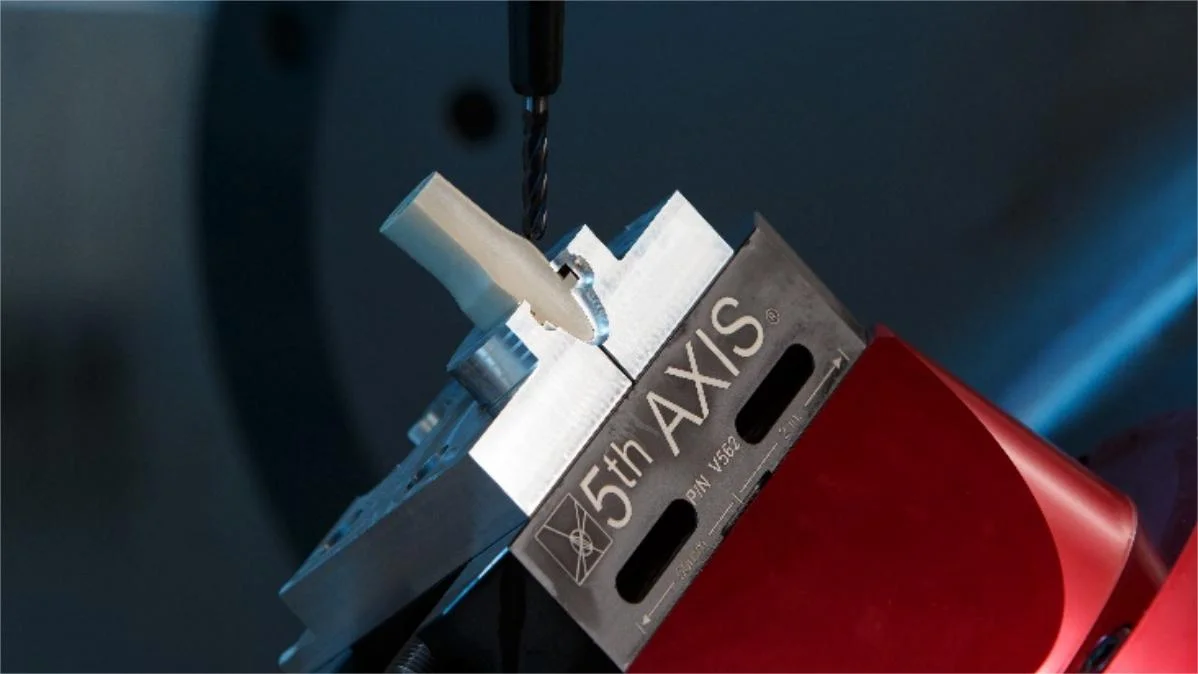
PEEK milling is the process of using milling machines or CNC mills to shape and cut PEEK material into desired forms, dimensions, and surface finishes.
PEEK plastic milling involves rotating a cutting tool with multiple flutes or edges, while simultaneously moving the PEEK workpiece in relation to the tool to remove material and create features such as slots, pockets, and contours.
PEEK milling is commonly used in various industries to manufacture components such as gears, housings, and structural parts from PEEK material.
Effective part fixturing is crucial in PEEK CNC milling, because high spindle speeds and fast travel are recommended to minimize frictional heat buildup and material pullout.
Tools with positive geometry is preferred.
It is advisable to use climb milling instead of conventional milling because climb milling offers improved chip removal, reduced tool wear, and a superior surface finish.
If possible, use end mills with 4 flutes. Generally, keep milling stepovers restricted to 25% of the tool diameter, and limit depths of cut to 50% of the tool diameter to achieve the best possible surface finish.

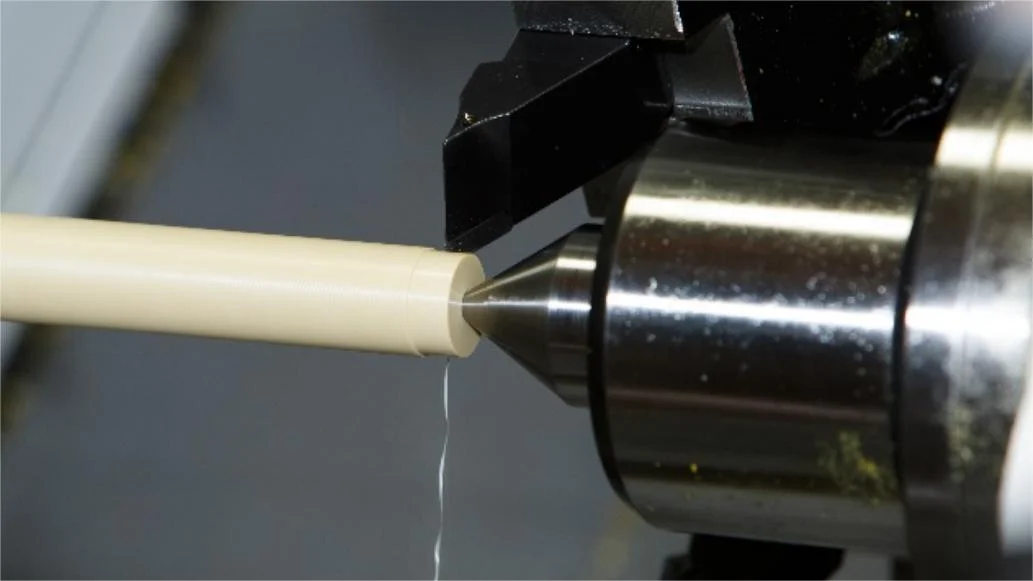
PEEK turning is the process of machining PEEK rods on a lathe or turning machine to achieve desired shapes, dimensions, and surface finishes. This turning process involves rotating the PEEK workpiece while a cutting tool removes material from its surface to create cylindrical or contoured features. PEEK turning is commonly used in manufacturing industries to produce various components such as bushings, seals, and medical implants from PEEK material.
For turning tools, it is recommended to use positive geometries with ground peripheries. The best options are fine-grained C-2 carbide or PCD tools. To avoid distortion, it is suggested to apply 360° chuck pressure.
When turning thin-walled, tubular shapes, it is advisable to use machined soft jaws or pie jaws.
Improving roundness can be achieved by rough-turning the chuck area of the stock.
To prevent thin-walled PEEK-turned parts from compressing and distorting, internal plugs should be used.
PEEK drilling is to make holes or cavities in PEEK rods or plates with drilling equipment. It can be done by different drilling techniques, such as conventional drilling, peck drilling, , or through-hole drilling. Due to PEEK’s high temperature resistance and mechanical strength, PEEK drilling may require special drill bits and cutting parameters to achieve precise peek machined parts.
Careful measures must be taken to minimize heat build-up when drilling holes deeper than twice their diameter. When drilling, it is best to use a drill with a low helix angle and flood coolant. Peck drilling is recommended to remove chips and swarf. To remove chips and prevent excessive heat buildup, coolant fed drills are preferred.
For larger diameter holes, it is best to use a two-step process by drilling a pilot hole up to 1/2 inch in diameter and then reaming the hole to the final diameter. Holes up to 1/2-inch diameter can be drilled with standard carbide drills. Holes up to 2 inches in diameter can be drilled with an interchangeable insert drill bit similar to the Iscar Chamdrill. For milling setups, a pocket design is recommended.
To avoid backside breakout, consider milling from both sides or leaving a 0.005-0.010-inch allowance that can then be removed with a small milling cutter.
For threading by CNC turning, single-point inserts with flood coolant are recommended.
For tapped holes, two fluted, non-coated spiral carbide taps are recommended with a cutting fluid. Tight tolerance tapped holes may require a tap one size larger than typically needed for tapping aluminum or steel.
When threading by CNC milling, floating tap heads can help minimize tap breakage, which is common with smaller-sized taps.
Below is a table to show PEEK CNC machining parameters.
| DEPTH OF CUT | SPEED (IN/MIN.) | FEED IN/REV | |
| Turning PEEK | .025” | 300-800 FT/MIN. | .004-.025” |
| Face milling PEEK | 0.035” | 500 – 800 | .006 – .035” |
| End milling PEEK | TOOL SIZE | DEPTH OF CUT | SPEED | FEED IN/TOOTH |
| ¼ | .250” | 270-450 FT/MIN. | .002” | |
| ½ | .250” | 270-450 FT/MIN. | .003” | |
| ¾ | .250” | 270-450 FT/MIN. | .005” | |
| 1 | .250” | 270-450 FT/MIN. | .008” |
| Drilling PEEK | HOLE DIAMETER | FEED IN/REV |
| .0625” | .007” | |
| .125” | .01” | |
| .250” | .012” | |
| .500” | .015” | |
| .750” up | .015” |