In CNC machining and sheet metal fabrication, powder coating remains one of the most widely used surface finishes, particularly for sheet metal components.
Powder coating creates a tough, protective layer on metal surfaces, providing excellent resistance to wear, heat, UV exposure, and corrosion. It also allows for diverse finishes—different colors, gloss levels, and textures—combining practicality with visual appeal.
Common metals suitable for powder coating include stainless steel, aluminum, brass, and copper. Advances in powder coating technology have also made it possible to coat non-conductive materials like glass, wood, and select plastics.
This guide covers what powder coating is, how the process works, the main types of coatings, and why it is widely used in CNC machined parts and sheet metal fabrication.
Key Takeaways
- Powder coating is a popular surface finish that uses an electrostatic spray gun to cover a film of powder on the part and then cures the film for the desired performance.
- Powder coating is favored for its environmental friendliness, hardness, durability, corrosion resistance, and variety of color and texture.
- Powder coating mainly focuses on heat resistance and electrical conductivity for suitable materials.
1. What is Powder Coating?
Powder coating is a kind of dry finishing technique that would electrostatically apply a specific powder material to the metal surface. After electrostatic charge, the powder coating would be cured by heat or ultraviolet to form a skin-like layer.
The layer is typically thick, durable and uniform with high quality and attractive appearance. The powder finishes vary by specific formulations, with different gloss levels, grains, and colors.
Unlike traditional liquid painting, which uses solvents to keep binder and filler in suspension, powder coating does not require liquid solvents, making it thicker and less prone to running or sagging.
Therefore, the coating surface can achieve the desired uniformity without variation between horizontally and vertically coated surfaces.

What’s more, since powder coating does not contain any solvents or other volatile organic compounds, it is friendly to environment and is widely applied to industries with strict environmental regulations.
And with innovations in powder coating techniques, it can also be applied to non-conductive materials such as glass, wood and plastics.
All in all, powder coating is a practical finishing method that can enhance both aesthetics and longevity of products. It is able to withstand harsh surrounding conditions and resist scratching as well as discoloration.
2. Why Powder Coating Is Popular in CNC and Sheet Metal Manufacturing?
In many manufacturing projects, customers require not only corrosion protection but also a clean and consistent appearance. Powder coating offers a practical balance between durability, cost efficiency, and visual quality, which is why it is widely adopted in modern CNC machining and sheet metal fabrication.
2.1 Excellent Corrosion Protection
Many CNC-machined parts and sheet metal components are used in environments where moisture, chemicals, or outdoor exposure can cause corrosion.
In our production experience, powder coating creates a reliable protective layer that helps prevent rust and oxidation, especially for steel and aluminum parts used in outdoor equipment, machinery, and structural assemblies.
2.2 Strong and Durable Surface
Compared with conventional liquid paint, powder coating forms a tougher coating after curing. For parts that are frequently handled or exposed to mechanical contact—such as brackets, housings, frames, and industrial enclosures—powder coating can significantly improve resistance to scratches and wear.
2.3 Consistent and Attractive Finish
From a manufacturing perspective, powder coating also provides a very consistent appearance across batches of parts.
It allows manufacturers to offer different colors, gloss levels, and surface textures, including matte, wrinkle, and metallic finishes. This is particularly important for products where appearance plays a role in the final product value.
2.4 Efficient for Batch Production
In sheet metal fabrication, powder coating works very well with high-volume production lines. Electrostatic spraying and oven curing make it possible to coat large quantities of parts efficiently, which helps manufacturers maintain stable production speed and quality.
2.5 Environmentally Friendly Process
Another reason powder coating has become so common is its environmental advantage. Unlike solvent-based paints, powder coating contains almost no volatile organic compounds (VOCs). For manufacturers subject to stricter environmental regulations, powder coating is a more sustainable finishing option.
2.6 Cost-Effective for Large Manufacturing Runs
From a production standpoint, powder coating systems allow unused powder to be recovered and reused. This improves material utilization and reduces waste, making it a cost-effective finishing solution for large-scale CNC and sheet metal production.
3. What are the Components of Powder Coating?
Powder coatings are dry mixtures that typically composed with five components, including resins, hardeners, pigments, fillers and additives.
Resins
Resins are the primary component of powder coating, accounting for 50% to 90% of the total weight. Common resins for powder coating include polyester, epoxy, polyurethane, epoxy-polyester hybrid, and acrylic type.
They determine the coat’s foundational structure as well as its physical and chemical performance like hardness, toughness, corrosion resistance and weather resistance.
Hardeners
Hardeners play a crucial role in the formation of powder into a hard film. In the oven at extreme heat, curing agents would react with resins and turn the powder solid.
Without hardeners, even if the powder melts, it will remain a sticky layer and will not harden into a durable coating.
Pigments
Besides color, pigments also provide the coating with a good coverage, which can effectively cover the surface’s initial color and defective appearance.
And there are various factors to be considered when choosing the pigments, like the thermal stability at curing heat and resistance to exposure conditions.
For example, organic pigments offer bright color and a wide variety of shades. Inorganic pigments can provide excellent heat resistance and lightfastness although the colors may be less vivid.
Fillers
The fillers used for powder coating are usually inert minerals such as barium sulfate, calcium carbonate, and talc.
They can improve the coating thickness, hardness, and impact resistance. What’s more, fillers regulate the shrinkage of the coating during curing to prevent cracking.
Additives
Additives are used to offer powder coating special properties and performance. The necessary additives for powder coating include these several types as follows.
Flow additives are used to ensure that the powder can spread out smoothly like water when melted to prevent the appearance of cratering or orange peel.
Degassing additives help to release air bubbles trapped under the coating. This can prevent the formation of pinholes and maintain the coating’s open structure.
Charge control additives are used to enhance the ability of powder coating to accept an electric charge during application, making it adhere steadily to metal surfaces.
4. What are the Common Types of Powder Coating?
In modern CNC machining and sheet metal fabrication, powder coatings can be classified based on their curing mechanism and resin composition. From a manufacturing perspective, powder coatings are generally divided into two main categories: thermoset and thermoplastic.
Thermoset powder coatings is the vast majority of applications, especially for CNC machined parts and sheet metal products, because they provide excellent mechanical strength, corrosion resistance, and long-term durability.
4.1 Thermoset Powder Coatings
Thermoset powder coatings undergo a chemical cross-linking reaction during the curing process. Once cured in the oven, the coating becomes a permanent, solid film that cannot be melted or reshaped again.
Because of this cross-linked structure, thermoset coatings provide:
High hardness and durability
Strong adhesion to metal surfaces
Excellent resistance to heat, chemicals, and corrosion
For this reason, thermoset powders are widely used in CNC machined components, sheet metal enclosures, industrial equipment, and architectural structures.
Several common thermoset powder coating systems are widely used in industry.
4.1.1 Epoxy Powder Coating
Epoxy powder coating is well known for its excellent adhesion and outstanding chemical resistance. It forms a very hard and protective coating that performs well in corrosive environments.
However, epoxy coatings have poor resistance to ultraviolet (UV) light. When exposed to long-term sunlight, the coating may chalk, fade, or discolor.
Therefore, epoxy powder coatings are mainly used for indoor industrial applications, such as:
Electrical enclosures and switchgear
Industrial pipelines and valves
Mechanical components
Electrical insulation parts
4.1.2 Polyester Powder Coating
Polyester powder coating is one of the most widely used powder coating systems in outdoor applications. It provides a balanced combination of durability, flexibility, and weather resistance.
Compared with epoxy coatings, polyester powders offer excellent UV stability and color retention, making them suitable for long-term outdoor exposure.
Typical applications include:
Because of its strong weather resistance, polyester powder coating is commonly used for aluminum and steel components that operate outdoors.
4.1.3 Polyurethane Powder Coating
Polyurethane powder coatings are valued for their excellent surface smoothness, weather resistance, and mechanical performance.
This type of coating typically provides:
Very smooth and uniform surface finish
Good flexibility and impact resistance
Strong chemical resistance
Due to its balanced performance, polyurethane powder coating is often used for:
4.1.4 Epoxy-Polyester Hybrid Powder Coating
Epoxy-polyester hybrid coatings combine the mechanical strength of epoxy resins with the improved appearance and flexibility of polyester resins.
This hybrid formulation provides:
Hybrid powder coatings are typically used for indoor or semi-indoor applications, such as:
Household appliances
Office furniture
Lighting fixtures
Electrical cabinets
Because they offer a good balance between performance and cost, hybrid powders are widely used in large-scale industrial manufacturing.
4.1.5 Fluoropolymer Powder Coating
Fluoropolymer powder coatings are considered high-performance architectural coatings due to their exceptional weather resistance.
These coatings are typically formulated using PVDF or similar fluoropolymer resins, which provide:
Fluoropolymer coatings are commonly used in demanding outdoor environments such as:
Architectural curtain wall panels
Building facades
Outdoor signage and billboards
High-end exterior metal components
Because of their durability, these coatings can maintain appearance and performance for decades in harsh outdoor environments.
4.2 Thermoplastic Powder Coatings
Unlike thermoset powders, thermoplastic powder coatings do not undergo chemical cross-linking during curing. Instead, the powder simply melts and flows when heated, forming a protective coating on the surface.
Because of this property, thermoplastic coatings can be reheated and reshaped without degrading their chemical structure.
Thermoplastic powders typically offer:
They are often used for specialized protective applications such as:
Protective barriers
Wire racks and baskets
Pipeline coatings
Medical equipment
Storage containers
Although thermoplastic coatings are highly durable, they are less commonly used in CNC and sheet metal finishing compared with thermoset powders.
5. What are the Common Filming Techniques for Powder Coating?
5.1 Electrostatic Spray Deposition
This is the most common coating technique, suitable for most metal parts like steel and aluminum. During the process, powder is sprayed by an electrostatic spray gun that imparts a positive electric charge to the powder.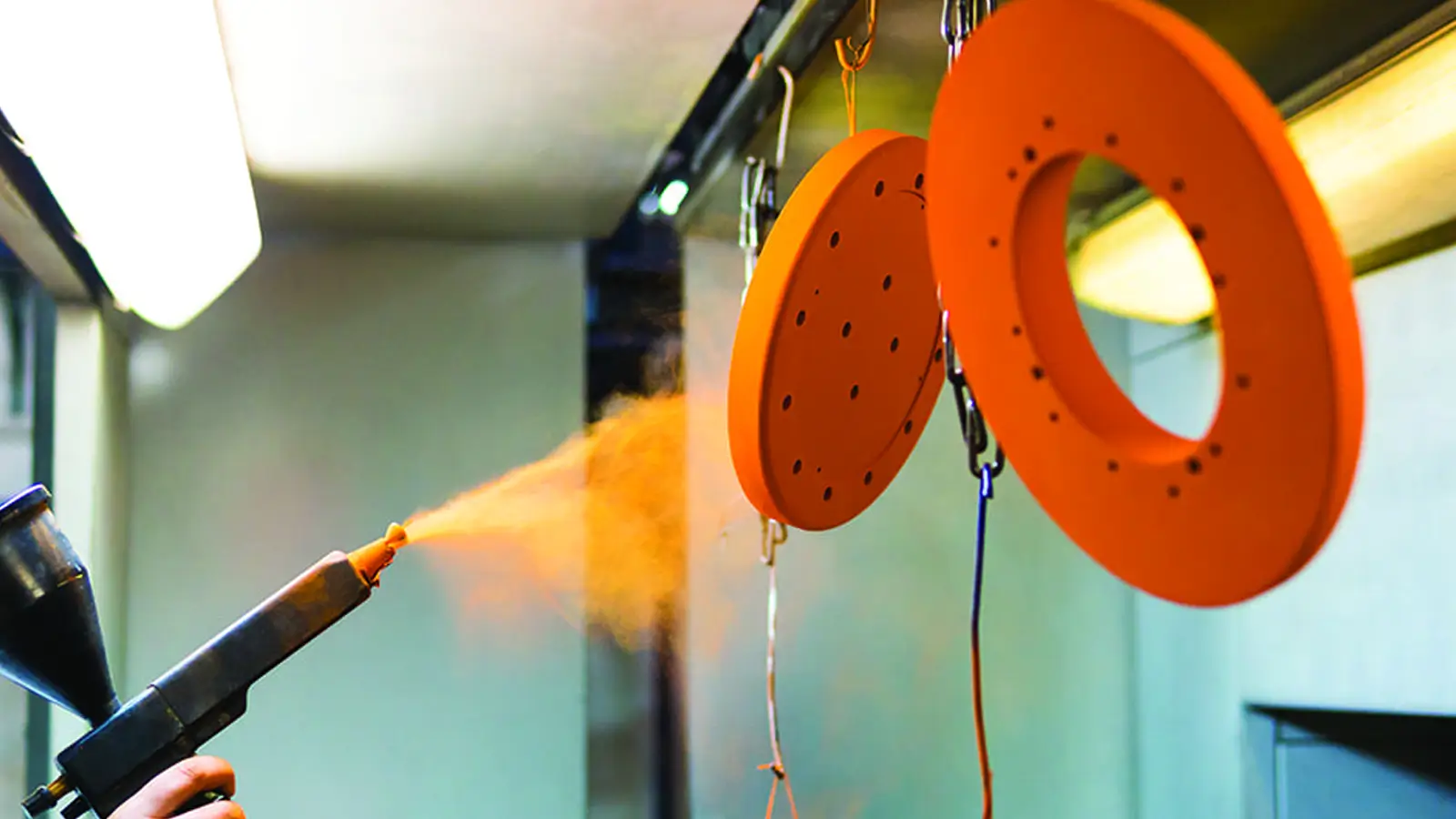
Then the charged powder would be attracted to the grounded part and filmed. After that, the coated part should be heated in an oven to cure the powder.
This method stands out for its high efficiency in high-volume production lines and its high powder utilization.
However, it has certain difficulty in performing uniform coating on complex parts since charges cannot reach to deep recesses, narrow cavities, or sharp corners well.
5.2 Fluidized Bed Application
This applying method is typically used to create thick coatings with excellent protective property, corrosion resistance, and electrical insulation.
It is operated by placing powder in a container with a porous bottom plate and then immersing the preheated part in the powder bed. After that, it is needed to blow compressed air through the container to create a fluidized bed on which the powder would melt and adhere to the surface.
And after curing, a thick and dense hard coating is produced.
5.3 Electrostatic Fluidized Bed Coating
This method combines electrostatic coating with fluidized coating. It installs an electrode at the bottom of the fluidized bed that would charge the entire powder cloud.
Then just pass the part above the powder cloud and the charged powder will automatically adhere to the surface. There is no need to preheat the part anymore.
It is suitable for small and flat parts in continuous production like motor rotors, magnet wire and electronic components.
6. Machines and Tools Needed for Powder Coating
To do a powder coating, there are various machines and tools needed, and a proper applying method should be selected for fine coating performance.
There are many machines and tools required for powder coating to ensure efficient, even, and durable application. The list of as follows.
Pre-Treatment Equipment: Before powder coating, it is required to clean the surface first. The equipment for surface preparation includes wash stations and sandblasting units for the improvement of coating’s adhesion and longevity.
Spray Gun: The spray gun is the core tool for powder coating. It contains a high-voltage generation module used to charge the powder particles, and is equipped with a controller for adjusting voltage, current, and powder output rate.
Powder Feed Center: This unit is used to supply the spray gun with a consistent flow of powder for uniform coating.
Powder Coating Booth: It is usually an enclosed space equipped with ventilation and lighting to control the dispersion of powder and meanwhile to ensure safety and cleanliness during the coating process. It can also minimize waste.
Oven: An oven is a must for curing the applied powder on the surface.
Conveyor System: The conveyor system is especially used for large operations. It is used for continuous convey through the whole coating process from initial preparation to last curing, which can enhance the processing efficiency.
Recovery System: In high-volume processing, recovery system plays a crucial role in capturing excess powder for reuse or disposal. The system usually has a cyclone separator with filter cartridges or a bas dust collector.
Air Supply Unit: This system supplies consistent clean and dry compressed air for operating the spray gun and for pneumatic transport systems within the facility.
Environmental Control System: This system is used to keep the key parameters like temperature and humidity within an acceptable range to ensure good quality of the finish.
Safety Gear: Operators must wear certain personal protective equipment during the coating process, such as dust masks or respirators, protective goggles, coveralls, anti-static shoes, and gloves.
7. What is the Powder Coating Process?
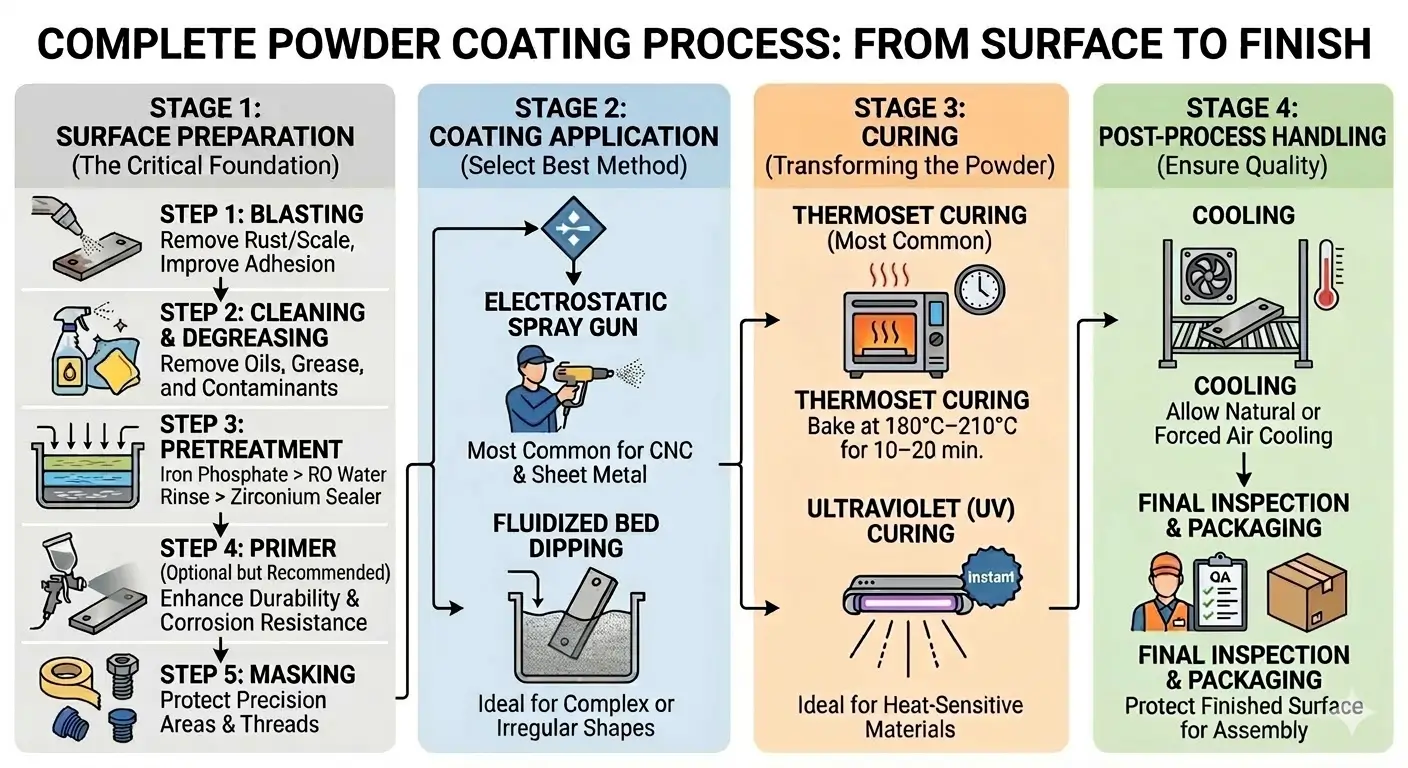
Achieving a high-quality, uniform powder coating layer requires a systematic process from surface preparation to post-processing. Each step directly affects the coating’s adhesion, durability, and appearance, especially for CNC machined parts and sheet metal components.
7.1 Surface Preparation
Surface preparation is critical to the success of the powder coating process. A properly prepared surface ensures strong adhesion, prevents defects, and maximizes corrosion resistance.
Step 1: Blasting
Blasting is the process to use abrasive materials to remove rust, scale, and other contaminants. It also roughens the surface slightly, improving mechanical adhesion of the powder coating. In my experience, skipping or under-performing this step often leads to peeling or uneven coating on CNC parts.
Step 2: Cleaning and Degreasing
Cleaning and degreasing is the process to remove all oils, grease, and dirt from the surface after blasting. Common methods include solvent cleaning or alkaline washing. A completely clean surface is essential for preventing coating defects like pinholes or poor adhesion.
Step 3: Pretreatment
Pretreatment typically involves three stages:
Iron Phosphate Application: This step enhances adhesion and corrosion resistance, particularly for parts exposed to harsh environments.
Rinsing: Use reverse osmosis (RO) water to remove all phosphate residues, ensuring no interference with coating bonding.
Zirconium Sealer: The sealer further improves adhesion and provides a protective barrier against oxidation.
Step 4: Primer (Optional but Recommended)
Applying a primer improves adhesion and corrosion resistance. For CNC machined or sheet metal components that operate in tough conditions or require long-term durability, primer coating is highly recommended.
Step 5: Masking
Masking is the process to protect areas that should not be coated. Use masking tape, silicone plugs, or other protective covers for threaded holes, mounting surfaces, or precise mechanical interfaces. Proper masking prevents costly post-processing corrections.
7.2 Coating Application
After surface preparation, the powder coating is applied.
 The method depends on part geometry, production volume, and powder type:
The method depends on part geometry, production volume, and powder type:
Electrostatic Spray Guns: Most common in CNC and sheet metal applications.
Fluidized Bed Dipping: Suitable for complex or irregular shapes.
Electrostatic Fluidized Spray: Ideal for large-scale production where uniform thickness is critical.
Selecting the right application method ensures consistent layer thickness, smooth finish, and optimal performance. From practical experience, testing the method on a sample part before full production avoids costly mistakes.
7.3 Curing
Curing transforms the applied powder into a hard, durable, and corrosion-resistant coating.
Thermoset Curing (Most Common)
Thermoset curing is the process to use a specialized powder coating oven at 180°C–210°C for 10–20 minutes, depending on powder formulation. Heat triggers a chemical reaction in the resin system, forming a cross-linked, insoluble solid film. This produces excellent hardness, chemical resistance, and long-term durability.
Ultraviolet (UV) Curing
UV curing is the process to use ultraviolet light to trigger a photochemical reaction that instantly cures the powder without high temperatures. This method is ideal for heat-sensitive materials or parts requiring fast production cycles. It reduces energy consumption and shortens production time while maintaining coating performance.
7.4 Post-Process Handling
After curing, parts must be allowed to cool naturally or with forced air before handling or packaging. Proper cooling prevents thermal stress, warping, or surface imperfections.
Additionally, coated surfaces should be protected until assembly or shipment to ensure the quality of the finished product.
8. What Materials can be Powder Coated?
There are two key properties needed for materials to allow powder coating. One is heat-resistance, and the other is electrical conductivity. Below is the list of materials that can be powder coated.
8.1 Ferrous Metals
Ferrous metals are the most traditional and widely used substrates for powder coating. They mainly include cold rolled steel, hot rolled steel, stainless steel, and galvanized steel.
Powder coated cold rolled steel is commonly used for home appliance housings and office furniture.
As for hot rolled steel, the surface should be sandblasted first since it is rough and covered with mill scale. Powder coated hot rolled steel is widely used for industrial equipment and heavy machinery.
Since stainless steel has excellent corrosion resistance itself, powder coating is mainly used to offer decoration or uniform color. And due to its density, it should roughen the surface by grinding or blasting before powder coating stainless steel.
To powder coat galvanized steel, outgassing issue must be considered. Special degassing powders are often required to prevent pinholes in the coating.
8.2 Non-Ferrous Metals
Aluminum, magnesium, and copper or brass are three common types of non-ferrous metal suitable for powder coating.
Aluminum is the second largest market for powder coating applications. It must be degreased and applied with chromate conversion film or chromate-free passivation before powder coating. Powder coating aluminum is widely used for architectural parts, curtain walls, automotive wheels, and laptop housings.
Magnesium is primarily favored to its extreme lightness. But it is chemically active, sensitive to temperature and preprocess. Before powder coating, the magnesium part must be applied with a specific conversion film.
And it is better to use low temperature for curing process. Powder coating magnesium is popularly used for high-end electronic housings, lightweight automotive components, and small structural parts.
Copper and brass are known for their fine electrical conductivity and decorative performance. Usually, the powder coating for copper or brass should have excellent color durability or resistance to yellowing to maintain the copper metal texture. Powder coating copper or brass are widely used for decorative hardware, handles, lighting fixtures, and instrument components.
8.3 Non-Metals
Non-metals that are suitable for powder coating include certain plastics, wooden materials, and glass.
Plastics that allow for powder coating must be durable for low curing heat ranging from 120℃ to 140℃. And they can usually achieve electrical conductivity by applying a conductive primer, adding conductive fillers, or spraying a conductive solution. Powder coating plastics are often used for certain engineering plastic housings, handles, and decorative parts.
Wooden materials suitable for powder coating often include wood, particleboard, and MDF. Their moisture content must be controlled within 8–12%, or bubbling, blistering, or deformation might occur during the curing process.
Additionally, they must be applied with sealing and conductive primers to enhance smoothness and electrical conductivity. And the powders for wooden materials must designed for low-temperature curing and have excellent leveling performance and flexibility.
For glass parts, powder coating is primarily used to enhance resistance to wear and corrosion, and meanwhile maintain the transparency. Powder coating glass is often used for perfume bottles, high-end liquor bottles, or laboratory glassware.
9. What are the Pros and Cons of Powder Coating?
Although powder coating is one of the most popular finishing techniques for its specific advantages, there are still several disadvantages of powder coating. Below is the list of the pros and cons of powder coating.
9.1 What are the Advantages of Powder Coating?
Environmental Friendliness: This is the biggest superiority of powder coating compared with other surface finishing methods. Powder coating produces almost zero VOC, making it compliant with increasingly strict environmental regulations worldwide.
Cost Efficiency: Although the initial equipment investment may be relatively high, powder can be recovered and reused, resulting in minimal material waste. Over time, the operating cost is usually lower than spraying painting.
Durability: The cured coating forms a hard and protective plastic-like layer with excellent scratch resistance, color retention, and corrosion resistance, making it much more durable than painting.
Versatility: Besides various colors, powder coating can also achieve a wide range of surface textures, such as wrinkle powder coating, hammer tone finish, and matte finish.
Uniformity: Powder coating can achieve a thick and uniform layer in a single spray application, without sagging or dripping issues commonly seen with paint.
9.2 What are the Disadvantages of Powder Coating?
Material Limitation: Limited by high temperature needed during curing process, powder coating is mainly applied to metals that are durable to heat. Although it can also be coated on certain plastic or wooden parts, the process is more complex and costing.
Color Change Difficulty: If the color is to be switched from one to another in a production line, it is required to clean the spray booth and recovery system totally, which is time-consuming. Therefore, powder coating is less suitable for small batch production with multi-color requirement.
Thickness Limitation: It is difficult to achieve thin coatings with fine uniformity for powder coating.
Geometry Limitation: For parts with complex geometries such as deep recesses or internal corners, uneven coating might be formed because the electrostatic powder cannot reach effectively to these areas.
10. How to Select Powder Coating Colors and Textures
Selecting the right powder coating color and texture is not just about aesthetics. It directly affects durability, corrosion resistance, and suitability for the part’s operating environment. Since colors are difficult to change after curing, careful selection upfront is essential.
10.1 Consider the Part’s Environment and Usage
For indoor parts, such as appliance panels, office furniture, and control cabinets, epoxy or epoxy-polyester hybrid powders are used for strong adhesion and moderate corrosion resistance.
For outdoor parts, including aluminum frames, industrial enclosures, and outdoor furniture, polyester, acrylic, or fluoropolymer powders provide excellent UV and weather resistance.
For high-wear or mechanical parts, such as industrial equipment housings and automotive components, polyurethane or high-performance epoxy-polyester hybrid powders are selected for hardness, flexibility, and impact resistance.
10.2 Color Selection Logic
For industrial parts, light or dark gray, black, or dirt-resistant tones are prioritized to ensure functionality and easy maintenance.
For consumer or decorative parts, bright colors, metallics, or custom shades balance aesthetics and function.
For safety or warning components, high-visibility colors such as traffic red, bright yellow, or pure orange are chosen for immediate recognition.
10.3 Texture and Gloss Considerations
Gloss levels are selected based on appearance and functionality. High gloss (>85%) emphasizes aesthetics, semi-gloss (40–60%) balances looks and scratch resistance, and matte (<30%) or super matte (<5%) hides scratches and surface imperfections.
Special textures, including Hammer, Wrinkle, Sand, or Vein, are used to enhance appearance, improve abrasion resistance, or hide base material defects.
10.4 Practical Production Approach
Before production, four points are confirmed with clients:
Texture: Desired surface effect — Sand, Orange Peel, or others.
Gloss: Matte, Semi-Gloss, or High Gloss.
Color: Specific color code such as Pantone 1000 or RAL 5469.
Usage/Environment: Indoor or outdoor; requirements for temperature resistance, corrosion resistance, or wear resistance.
We then provide actual project photos to show how color, gloss, and texture appear on real parts, ensuring the finished components meet both functional and aesthetic expectations.
11. How to Strip Powder Coat?
There are three common methods to remove powder coating from the surface. Each of them has specific features.
11.1 Chemical Stripping
It is the most common stripping method for powder coating, suitable for aluminum alloys, precision parts and complex components. By specialized chemical strippers, the powder coat can be stripped without damaging the substrate.
And this method can remove coatings from complex gaps, corners, and internal areas well. But the solvents are usually corrosive and toxic, requiring proper environmental protection and waste treatment.
11.2 Thermal Stripping
This method uses high temperatures to break down the organic resins in the powder coating and then cause the coating to carbonize. By placing the part in a specialized burn-off oven heated to 370°C to 450°, the coat can be decomposed into ash or char.
Its stripping efficiency is high and no chemical agents are required. But it cannot be used on aluminum, as aluminum may anneal or deform at high temperatures. And after stripping, the surface should be washed or sandblasted to remove the ash residue.
11.3 Abrasive Blasting
This method uses high-pressure air to blast abrasive materials onto the surface, thus to physically remove the coating. It is environmentally friendly without chemical pollution and can directly roughen the surface.
However, it might wear metal substrates, thus not suitable for thin sheet parts. It is favored for local removal and heavy steel materials.
12. Powder Coating for Sheet Metal Fabrication
In sheet metal fabrication, powder coating is one of the most widely used surface finishing methods. It provides a uniform, durable layer that enhances both corrosion resistance and aesthetic appeal.
For parts such as building panels, industrial enclosures, furniture shells, and appliance panels, powder coating significantly extends service life while offering a wide variety of colors and textures.
Sheet metal parts usually have large, flat surfaces or simple geometries, making them well-suited for electrostatic spray or fluidized bed coating methods to achieve high coverage.
Surface preparation—including blasting, cleaning, phosphating, and primer application—is critical, as it directly affects the coating’s adhesion and durability.
Engineers select the appropriate powder type, color, and texture based on the part’s function, indoor or outdoor use, and requirements for wear or corrosion resistance.
13. Powder Coating for CNC-Machined Parts
For CNC machined parts, powder coating not only improves appearance but also provides essential functional protection.
Choosing the right powder type—such as polyurethane, epoxy-polyester hybrid, or fluoropolymer powders—ensures that parts maintain hardness, corrosion resistance, and impact durability under demanding conditions.
CNC parts often have complex geometries and tight tolerances, requiring careful application to achieve uniform coverage and protect critical surfaces.
Engineers perform precise surface preparation and masking to prevent coating on threads, mounting surfaces, or assembly interfaces.
For heat-sensitive or easily deformable materials, UV-cured powder coating offers a reliable solution, reducing thermal stress while shortening production cycles.
14. Powder Coating Thickness
In our CNC and sheet metal manufacturing practice, achieving precise powder coating thickness is challenging. While factories often specify a nominal layer thickness of around 0.1 mm, the actual thickness after coating is usually 0.15–0.2 mm, and sometimes even higher, especially on edges, corners, or complex geometries.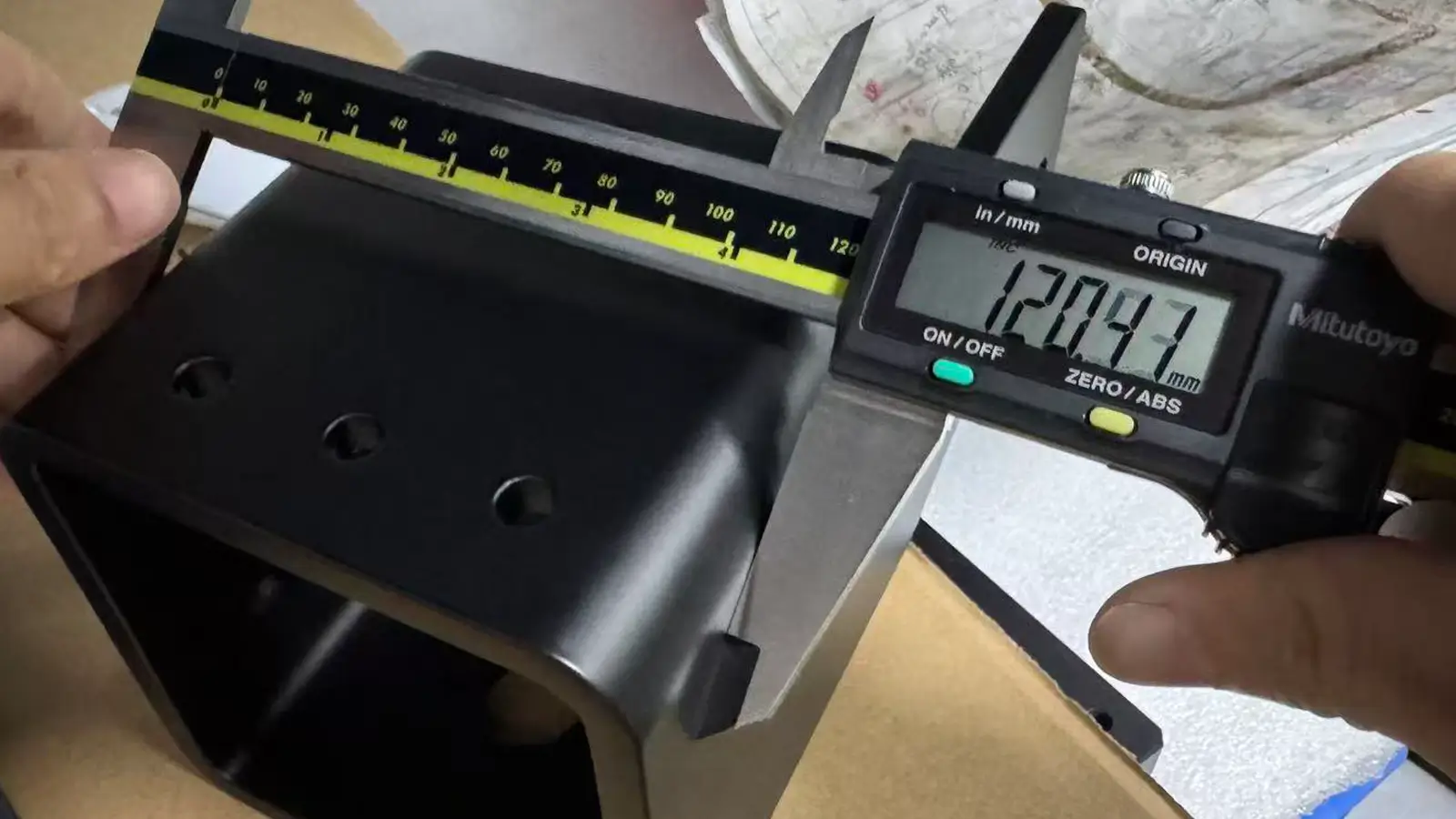
Leading quoting platforms like Xometry and Protolabs also clarify that only the pre-coating thickness can be guaranteed—actual post-coating thickness is difficult to control consistently.
Therefore, when specifying powder coating thickness in engineering projects, it is essential to consider the part’s function, corrosion resistance, and assembly requirements. For critical areas, localized thickening or multiple coating passes can be applied to ensure both performance and visual consistency.
15. Common Powder Coating Problems in Sheet Metal and CNC Parts
Based on our actual production experience, we have summarized the common issues encountered during the powder coating process for sheet metal and CNC machined parts, and provided some practical solutions.
| Problem | Root Cause | Solution |
|---|
| Coating Peeling / Poor Adhesion | Inadequate pre-treatment (oil residue, rust not removed, failed or missing conversion coating) | Strengthen degreasing to ensure cutting fluids/oils are completely removed; Rusty parts must be sandblasted or ground; Re-apply phosphating/zirconium treatment. |
| Cracking / Whitening at Bends | Insufficient powder flexibility, or over-curing causing the coating to become brittle | Switch to high-flexibility polyester powder (request 0T or 1T bend test reports from supplier); Appropriately reduce curing temperature or time. |
| Surface Particles / Dirt | Unclean spraying environment, impurities in the powder, or insufficient sieving of reclaimed powder | Maintain positive pressure in the spray booth to keep it clean; Sieve new powder through a 120-mesh screen before use; Thoroughly clean the booth, feed hopper, and recovery system during color changes. |
| Craters / Fisheyes | Silicone contamination (most commonly from oil in compressed air or silicone-based products used near the booth) | Prohibit any silicone-containing products near the spray area; Check compressor filters to ensure oil-free and dry compressed air; Run cleaning powder through the system to purge lines. |
| Severe Orange Peel | Poor powder levelling, film thickness too thin, or excessively fast ramp-up rate in the oven reducing flow-out time | Control film thickness to 70-120 microns; Appropriately reduce electrostatic voltage and increase powder output; Adjust oven temperature curve to avoid excessively fast heating in the initial zone. |
| Color / Gloss Mismatch | Fluctuations in curing temperature/time, or batch-to-batch variation in powder | Regularly monitor actual part temperature using furnace tracker; Spray test panels for each new powder batch and compare against master standard before production. |
| Sagging / Powder Accumulation | Coating applied too thick, or poor part grounding leading to excessive powder attraction | Monitor film thickness with a gauge; control flat parts to 80-120 microns; Regularly grind contact points on racks to ensure good electrical conductivity. |
| Thin Sheet Deformation | Thin-walled parts soften under heat in the oven, causing distortion due to gravity | Optimize racks using multi-point support or dedicated fixtures; Hang parts with the long side vertical; Consider switching to low-temperature cure powder (140-160°C). |
| Pinholes / Bubbles at Welds | Gases trapped in microscopic weld porosity expand during heating, breaking through the coating | Sandblast or grind weld seams first to open the surface; Use powder containing degassing agents; Pre-heat parts to around 100°C before spraying. |
| No Coating Inside Deep Holes / Blind Holes | Faraday cage effect preventing electrostatic field from entering deep cavities | Switch to tribo (friction) spray guns; Lower voltage and increase air pressure; Adjust sequence: spray internal cavities first, then external surfaces. |
| Powder Clogging Threaded Holes | Inadequate masking, or high-temperature plugs loosening/falling off | Use high-temperature silicone plugs; Create dedicated masking fixtures for high-volume parts; Remedy by chasing threads with a tap if clogged. |
| Gloss Variation on Thick/Thin Sections | Different heating rates due to varying thermal mass of thick and thin areas | Select powder with a wide curing window (stable gloss between 180-200°C); Orient thick sections towards oven air circulation; Extend dwell time appropriately. |
| Defects from Cutting Fluid Residue | Machining fluid trapped in blind holes/grooves not cleaned properly, vaporizing during curing | Enhance degreasing (ultrasonic cleaning if necessary); Blow out blind holes thoroughly with compressed air after washing; Add a pre-bake step to volatilize residues. |
| Uneven Coating in Complex Cavities | Electrostatic shielding effect, preventing powder deposition on internal ribs/recesses | Adjust part orientation so cavity openings face the gun; Manually touch up hard-to-reach areas; Lower voltage to improve powder penetration. |
| Overspray on Machined Surfaces | Masking not clearly indicated on drawings/process sheets, leading to coating on critical fit surfaces | Clearly mark areas requiring masking on engineering drawings; Use precision fixtures for protection; Assign personnel to verify masking before spraying. |
The 15 issues listed above are the most common powder coating defects in the sheet metal and CNC machining industries. In actual production, 80% of quality problems originate from the pre-treatment stage, followed by compressed air cleanliness and the stability of curing parameters.
16. FAQ
Q1: How Long does Powder Coating Last?
Generally, powder coating can last about 20 years. The service life is influenced by several factors. And proper protection and maintenance can make its service life more lasting.
Q2: Will Powder Coating Rust?
Powder coating is resistant to rust and corrosion. It is more durable than wet painting.
Q3: How Thick is Powder Coating in General?
The thickness of powder coating typically ranges from 0.1mm-0.2mm.
Q4: How Much does Powder Coating Cost in General?
It often costs $50 to $600 depending on certain factors such as material, labor, volume, and surface preparation.
Q5: Can You Paint over Powder Coated Surface?
Yes, but it is required to clean the surface completely, and roughen it properly by grinding. Then an adhering primer should be coated before painting.
Q6: When should I choose powder coating instead of liquid paint?
From an engineering perspective, powder coating offers a thicker and more durable layer compared to traditional liquid paint. It provides excellent resistance to wear, corrosion, and UV exposure, which is critical for CNC machined parts and sheet metal components used in industrial or outdoor environments.
Additionally, powder coating generates minimal overspray and almost no volatile organic compounds (VOCs), making it more environmentally friendly. The main limitation is that it requires oven curing, so parts sensitive to high heat may not be suitable.
Q7. Powder coating or anodizing—what is better for aluminum parts?
Anodizing (aluminum oxidation) creates a thin, hard oxide layer that improves corrosion and wear resistance. However, it is limited in color and texture options, typically offering metallic or transparent finishes only.
Powder coating, on the other hand, allows a wide range of colors, gloss levels, and surface textures, which is important when appearance and customization matter.
For parts requiring extreme surface hardness or chemical resistance, anodizing may be preferred; for visual appeal, variety, and functional coatings, powder coating is usually the better choice.










