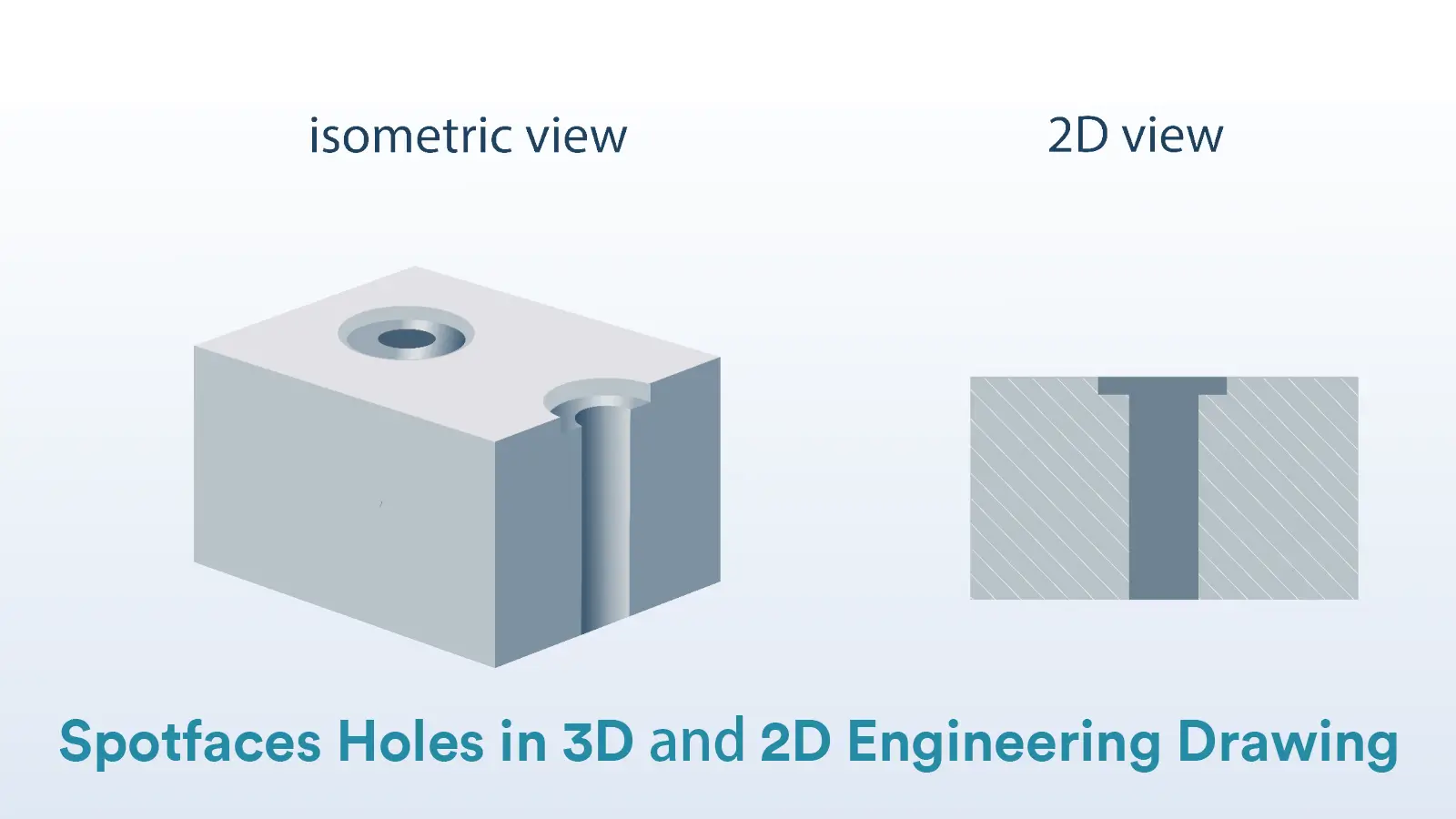
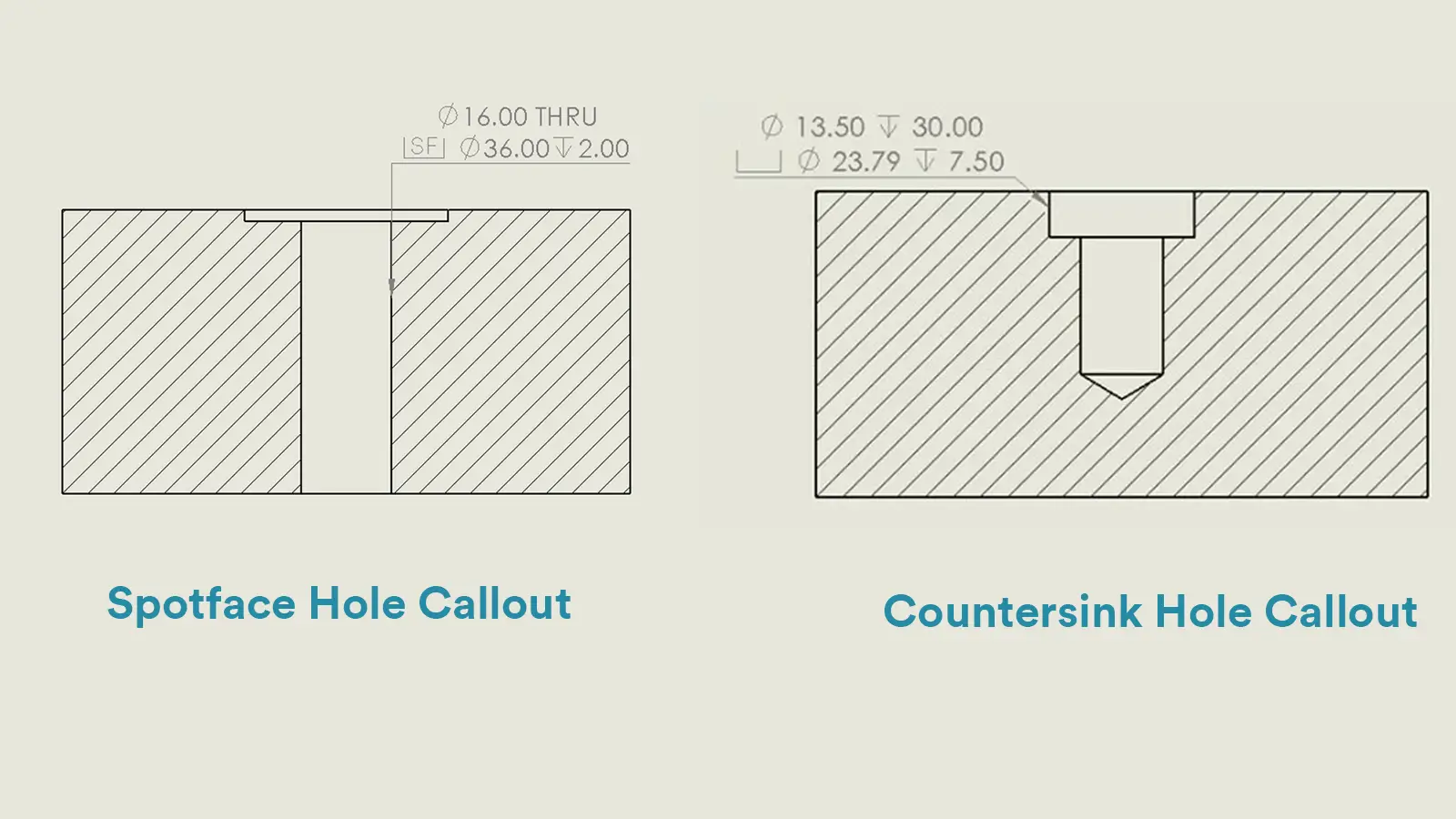
The spotface symbol is a rectangle opening at the top and entertaining letter “SF” as the abbreviation of spotface within. It means that the spotface symbol is similar to the counterbore symbol, just with an addition of the letters “SF”.
And the spotface callout in engineering drawings are also similar to that of the counterbore. Generally, there would be two rows of indications of the measured holes.
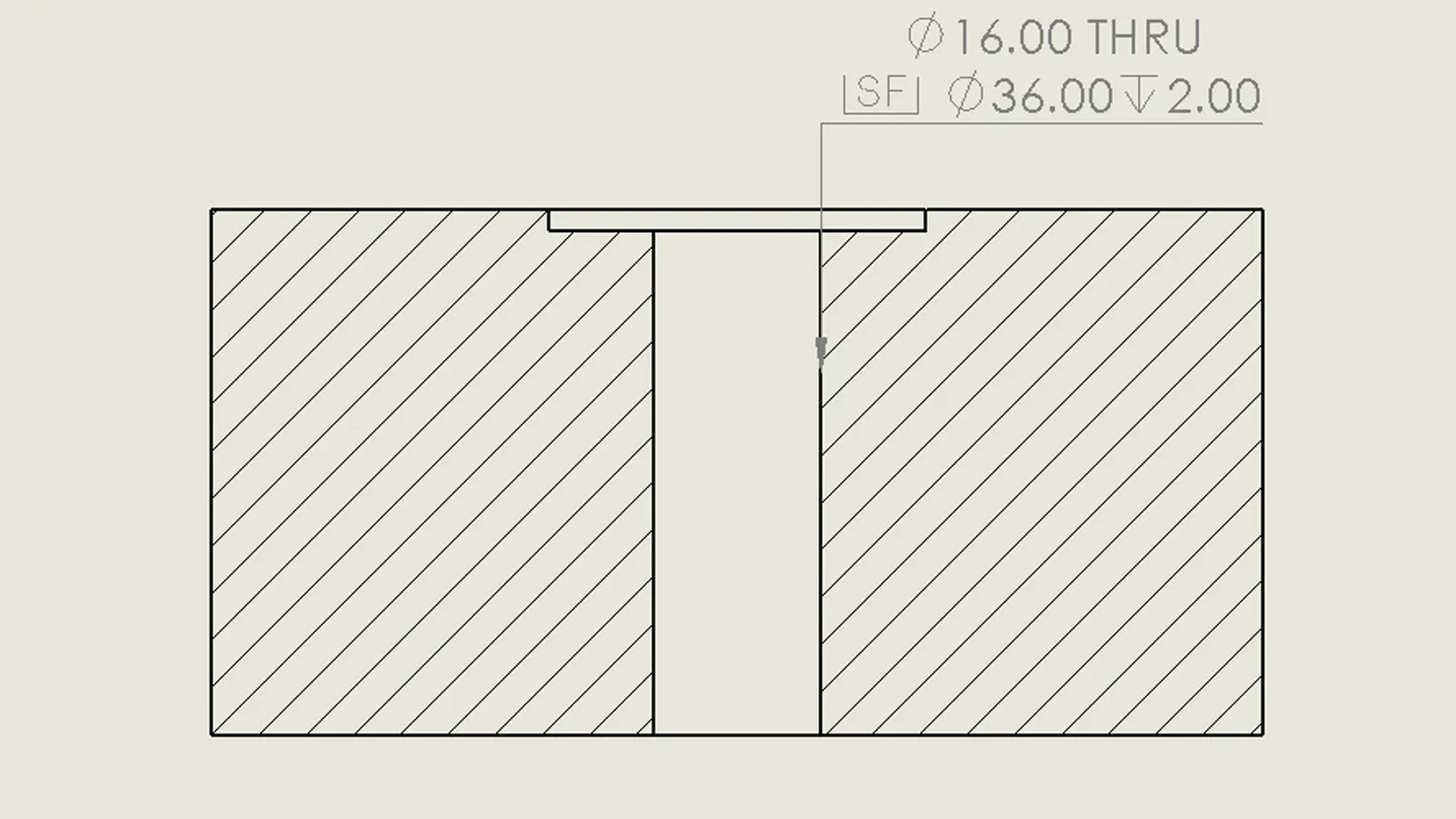
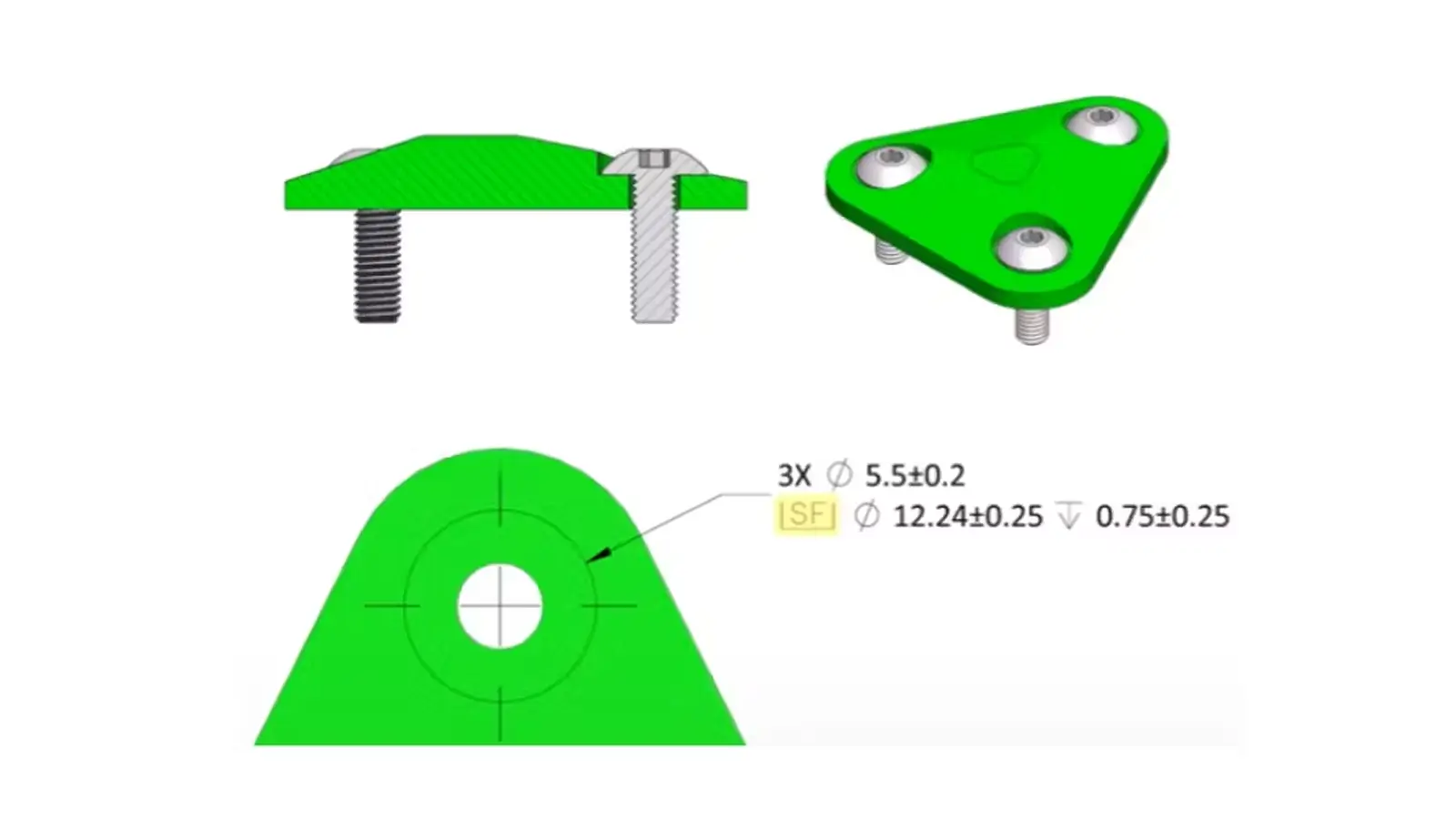
The first row indicates the information of the thru hole, including the number of the measured holes and the tolerance zone. The first factor is an Arabic number with the symbol of multiplication(“ⅹ”) to indicate the amount of the controlled holes.
The second factor is the symbol of the diameter and the dimension zone of the holes. The permissible dimension can either be indicated by the basic dimension with the tolerance zone or directly by the permissible dimension zone.
The second row shows the information of the spotface hole, including the spotface symbol and dimension zone on diameter and depth. The first factor of this row is the symbol of spotface, an opening rectangle with the letters “SF” inside.
The second factor is the diameter symbol with the permissible diametric dimension zone.
And the third factor is the depth symbol with the acceptable dimension zone on the depth of the measured spotface holes.
The dimension zone can also either be indicated by the basic dimension with the tolerance zone or directly by the acceptable dimension zone. But note that the information should be indicated in the uniform form.
Then the two rows of indications would be connected with the circular line of the measured holes by a leader arrow. Below is an example of spotface callout in engineering drawings:
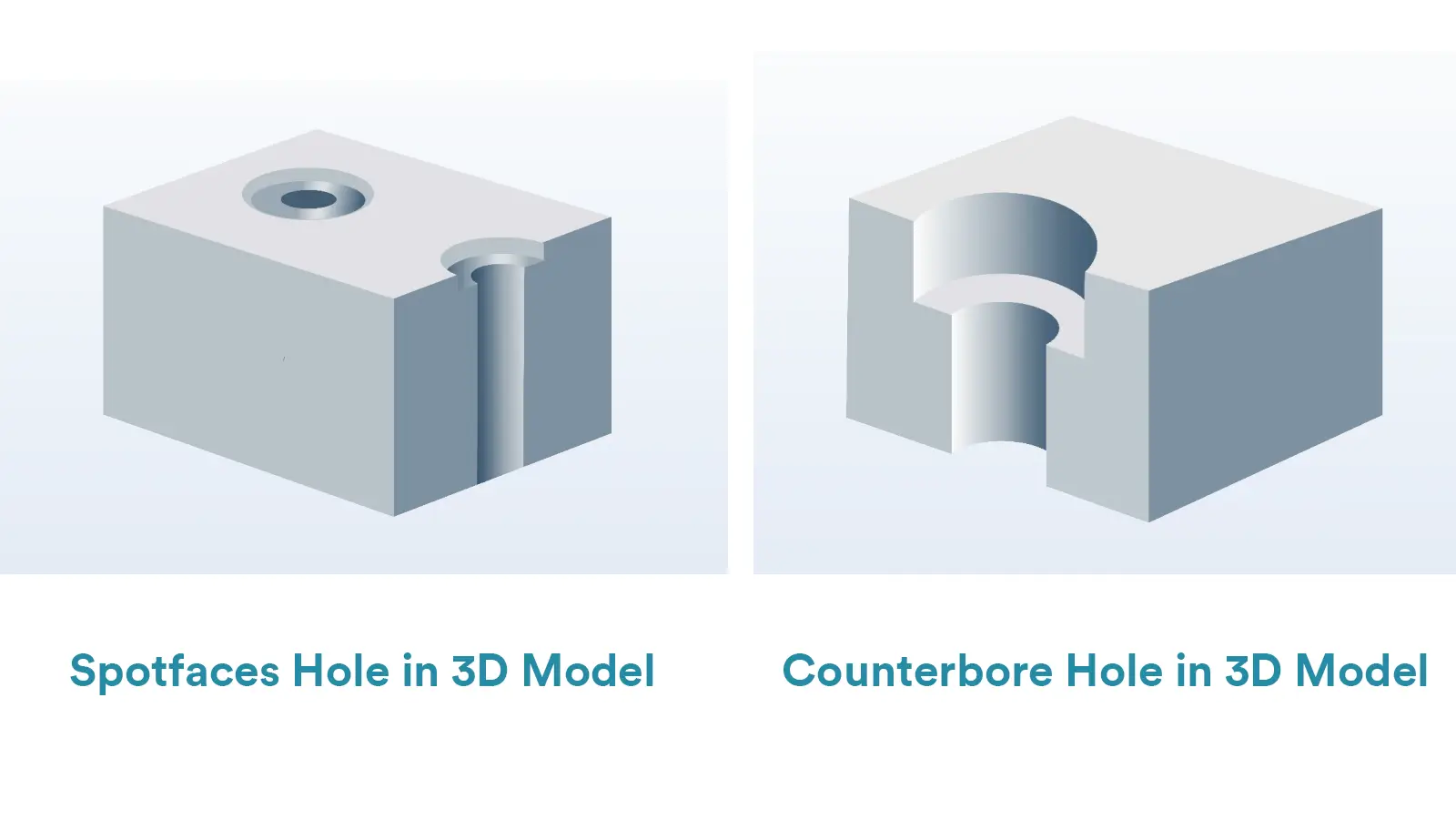
In fact, the spotface is very similar to counterbore. They are both cylindrical hole with a flat bottom and are both coaxial with the thru hole. And their diameter are both larger than the thru hole’s diameter.
More importantly, they are both used to accommodate the fastener heads. However, there are key distinctions between them in some aspects.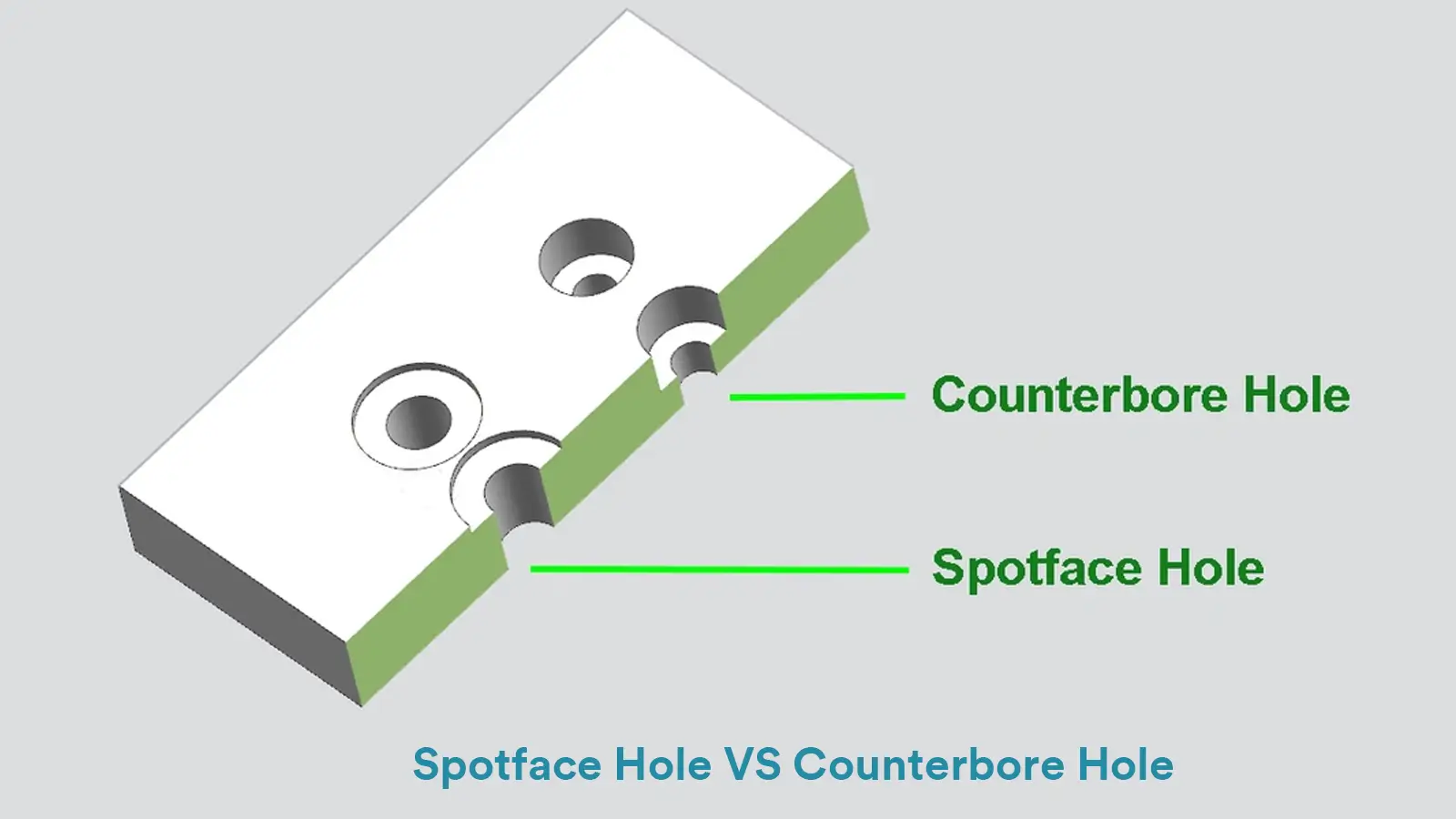
The primary essential difference between spotface and counterbore lies on the depth. They are mostly similar on the form, but the spotface’s depth is much shorter than that of the counterbore.
Spotface is just shallow enough to provide a flat seat for the fastener head, while the depth of a counterbore hole should at least as long as the height of the fastener head(usually deeper enough to completely accommodate the fastener head or even with a lock washer).
One of the main differences between spotfaces and counterbores is their respective functions. Although they are both used to accommodate the fastener heads, the concrete forms are different.
Spotface is just applied to provide a flat mounting surface for fastener heads or lock washers, while counterbore is required to completely hide the fastener heads inside(beneath the workpiece surface).
In short, by using a spotface, the fastener head would still stand out on the material surface. But if a counterbore is used, the fastener head would be encompassed below the surface completely to avoid creating assembly restrictions.
Although both the spotface and counterbore are cylindrical holes with a flat bottom, a spotface usually has a smoother and falter surface finish. The main reason it that the primary purpose of a spotface is to provide a level mounting surface to achieve stability and even loading, while a counterbore can accept certainly rough walls without affecting functionality.
Spotfaces are commonly applied in castings or rough machined parts to provide a flat mounting seat to prevent wobbling or improper seating of the fastener.
Whereas counterbores are commonly used in situation where the fastener heads must be completely recessed to avoid interference with other parts. The common applications include switch panels, PCB, and home appliance housing, etc.
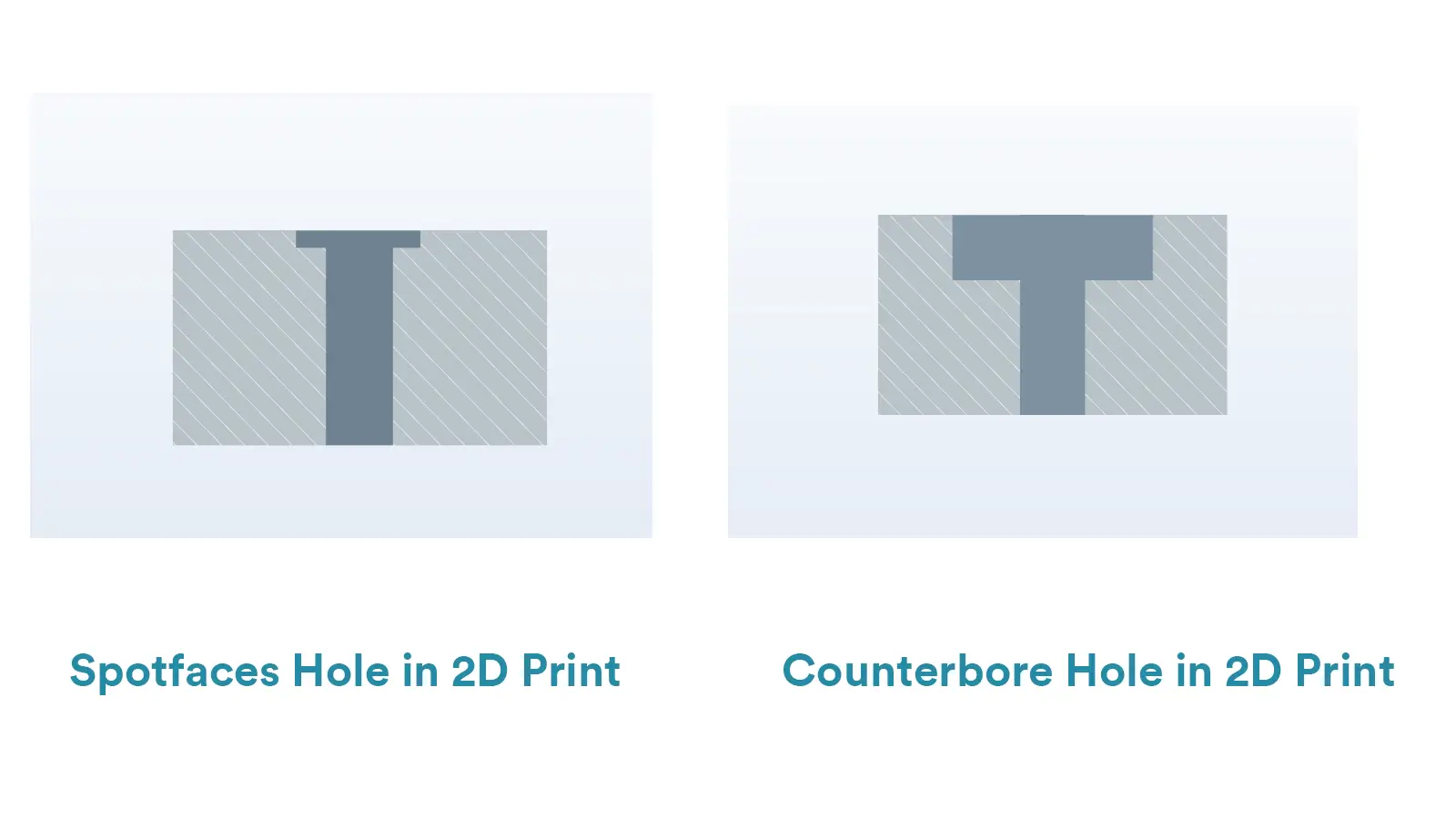
Below is the callout symbol in the 2d drawings of spotface and counterbore difference.
There are particularly specialized tools for both spotface machining and counterbore machining. But in some cases, they may be machined by the same tools, such as endmills or reamers.
A reverse spotface is totally similar to a regular spotface in form. The difference is that a reverse spotface is machined on the back side of the part typically when it is difficult to drill a spotface on the front side of the part or due to the space limitations.
A reverse spotface is also called back spotface.

Compared with regular spotface tools, reverse spotface tools have longer reach to access the reverse side of the part. In addition, to handle specific materials or tolerances, they may also have indexable inserts or custom geometries.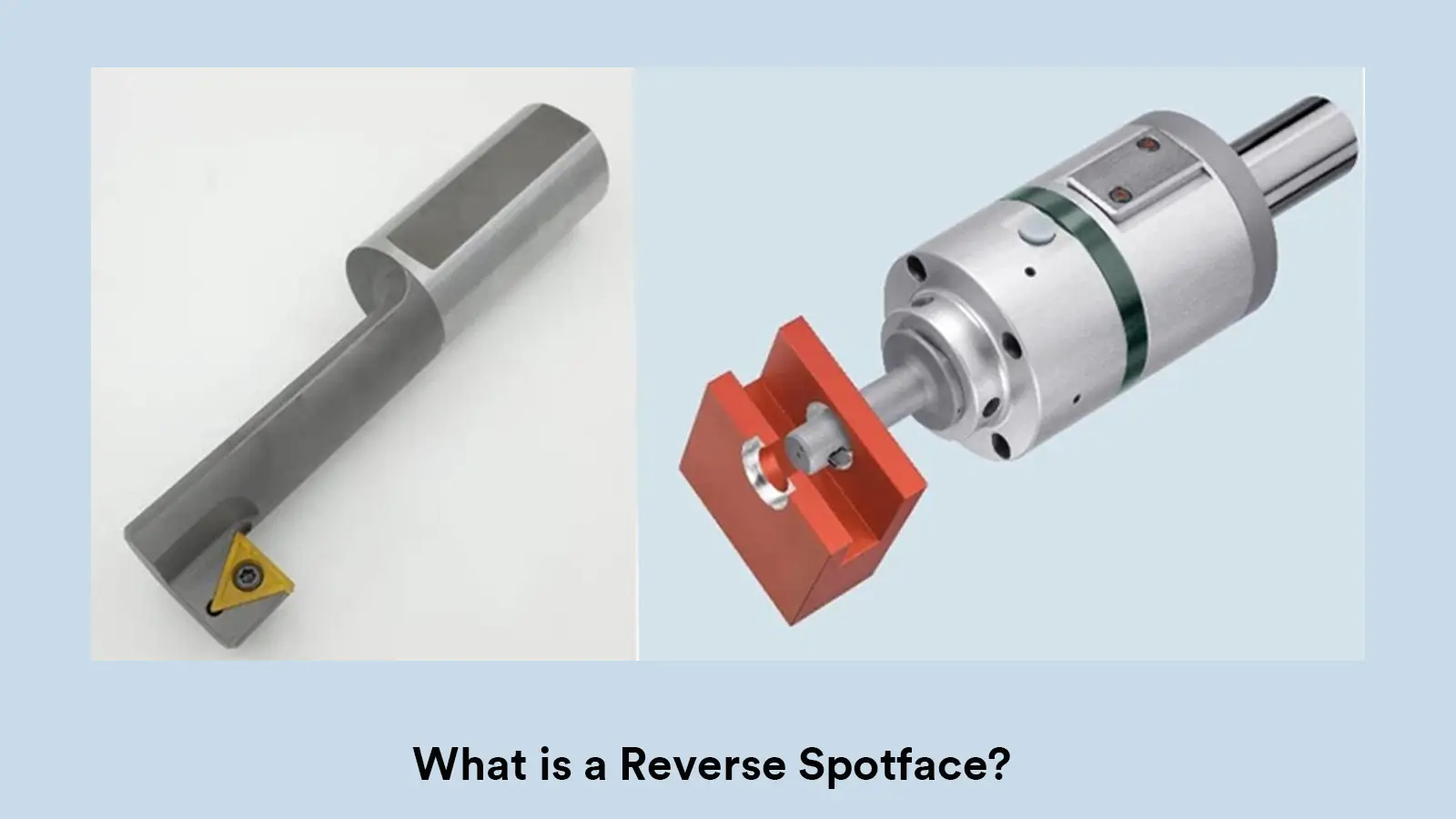

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.






