3. Cutting Tools for Aluminum
Here’s the secret: CNC tooling for aluminum cutting is more than just a few pieces of metal that is hard enough. We detailed below the most frequently used types of tools and some distinctive features they have in common.
The crucial point is that you absolutely should not use any of the cutting tools that are intended for general purposes. As per the reasons detailed above, aluminum is different from other metals. So, the listed tools are to be purchased only if a supplier specifies their suitability for aluminum.
- Drill bits for small spot cutting.
- End mills for cutting material straight down without a pre-drilled hole or spot.
- Face mills for flat section machining.
- Reamers for widening already created holes.
- Gear cutters for simply making various types of gear.
- Hollow mills for enclosing and revolving around a cylindrical workpiece, creating pre-thread diameter effectively.
- Thread mills for simply cutting external and internal threads.
- Slab mills exploit quick wide and narrow cuts to create flat surfaces.
Fly cutters exploit broad and shallow cuts to produce a smooth surface finish.
Common Types of Cutting Tools:
Cutting Tool Material
You may be offered, by a supplier, one of the common cutting tool materials.
- Carbon tool steel
- High-speed steel
- Ceramics tool
- Cemented carbide
- Cubic boron nitride
- Diamond
It is a detailed aspect that defines what a particular material a cutting tool is made of will suit your purposes better.
But typically, aluminum requires softer but sharper tooling than stainless steel. It is because of the aluminum’s softness.
Among the ones listed above, carbide responds to the requirements better than others. It is also an affordable material for tooling.
Flutes
In CNC machining, flutes are not musical instruments but rather sharp slots positioned along with a cutting tool. They do the cutting work when a bit is spinning.
In CNC machining of aluminum, cutting tools, especially ones made of carbide, with 3 flutes are the gold standard. Such a number of sharp slots offers the balance of tool strength and chip clearance, which is detailed further in the text multiple times.
In case you need to reduce the probability of tool constipation with metal chips even more, you may choose 2 fluted cutting tools. You will see how it works for a particular type of aluminum; perhaps, it is your best choice.
You rarely need a cutting tool with more than three flutes (a range of options may include even 8-flutes tooling). Aluminum is a soft metal, and cutting force is not crucial for such material.
Helix Angle
The Helix angle is the angle between the axial line of a bit and any of its sharp slots. You can see examples of helix angles in the infographics below.

The helix angle controls the angle at which the cutting edge enters a manufactured component when a cutting tool is rotating.
The simple dependency is the larger the helix angle, the more grade entry of the flute of tooling. Angles enable the smoothness of the transaction and, as a result, to achieve the desired depth of cut.
As a rule of thumb, a higher helix offers a better surface finish but produces more heat. Considering that aluminum is a metal with a low melting point, choosing an appropriate helix angle is crucial.
Typically, we recommend a 35-degree helix angle for roughing. 45-degree helix angle for finishing. 40-degree helix angle for other purposes, or as a viable replacement of alternative helix angle options.
Other Worthwhile Features
We highly recommend you pay close attention to cutting tools polishing. Even the most advanced and expensive tooling tends to deteriorate in sharpness over time. So, if you do not want your tools to become dull, polish their flutes regularly.
Do not use uncoated tooling. Yes, they are more affordable and still fantastic. You may consider uncoated tooling when unsure what coating suits your purposes and tools better.
Still, it is recommended that you use tooling with ZrN or TiB2 coating (explained further in the text).
4. Feeds and Speeds
Here is the thing. It doesn’t matter if your tooling is appropriately chosen if the settings of a CNC machine are not suitable. Typically, wrong feed and speed rates ruin the entire machining process by deteriorating both material and tooling.
Speed Rates
Speed rate is the first variable in CNC machining to discuss. It is calculated according to specific formulas detailed below.
Speed (RPM) = (SFM x 3.82) / D
Where: SFM is Surface Feet per minute; D is tool diameter.
Speed (spindle speed or RPM) is the number of rev/min or turns of a cutting tool. It defines how fast a tool would be cutting chips of material.
Feed Rates
Feed rate is the second major variable in CNC machining. The formulas for it are the following:
Feed (Inches per minute or IPM) = RPM x FPT x Z
Where: FPT is Feed per Tooth; Z is the number of teeth in a cutting tool.
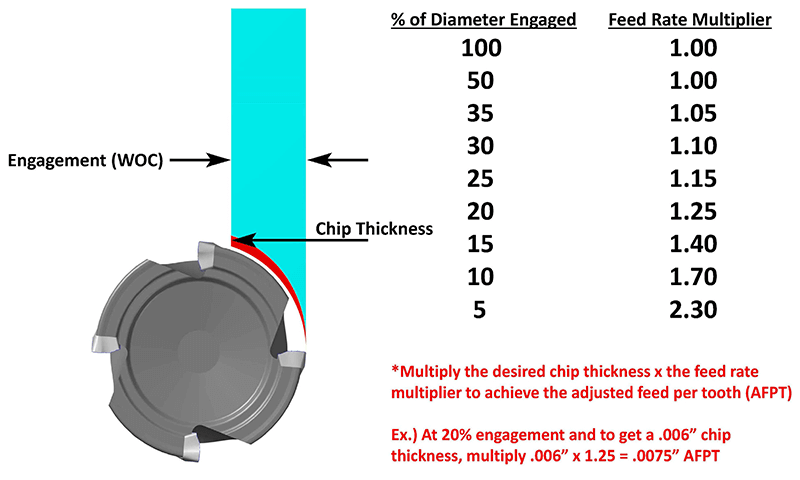
Feed rates define the distance or depth a cutting tool deepens into a workpiece during one spindle revolution.
As a bonus, we attached the infographics below, showing the feed rate multiplier.