The precision required for CNC prototype tolerances depends on the part’s end – use.
For consumer goods, where appearance and basic functionality matter, tolerances around ±0.1 – 0.5mm might be sufficient.
However, in industries like aerospace or medical, parts need to fit precisely and function flawlessly.
Here, tolerances can be as tight as ±0.01mm or less. Consider the interactions between parts; if they’re complex, higher precision is crucial.
Also, cost plays a role – tighter tolerances generally increase production expenses.
Instead of focusing only on what CNC machines can achieve, we focus on what your prototype actually needs,how tolerances impact cost and lead time, and how tolerance requirements evolve from prototype to production.
CNC prototype tolerances refer to the allowable deviation in dimensions of a part produced by Computer Numerical Control (CNC) machining.
These tolerances are crucial as they determine how closely the final prototype will match the intended design.
Tolerances can vary depending on factors like the CNC machine’s precision, the material being machined, and the complexity of the part.
For example, in high – precision industries such as aerospace, tolerances can be extremely tight, often in the range of ±0.01 mm or even less.
In more general applications, tolerances might be in the range of ±0.1 – 0.5 mm.
Tighter tolerances require more advanced machining techniques and higher – quality equipment, which can increase production costs.
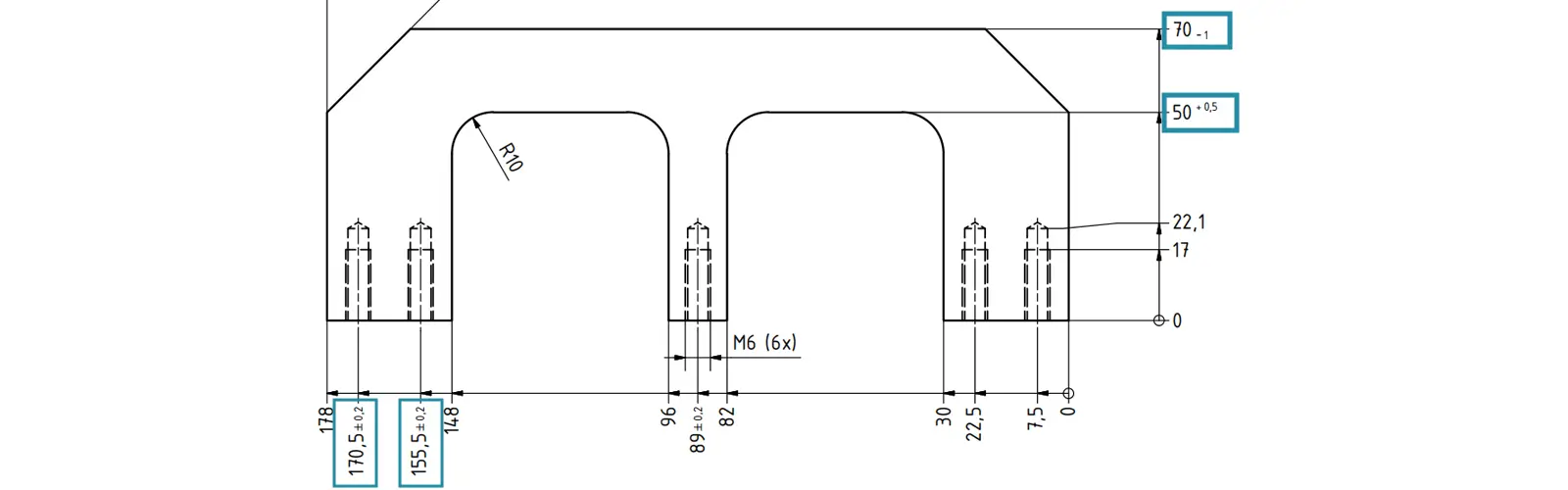
CNC machining tolerances define the acceptable dimensional deviation from a nominal design dimension specified in a CAD model or technical drawing.
For example, if a hole is designed as 10.00 mm, a tolerance of ±0.10 mm allows a finished size between 9.90 mm and 10.10 mm,
while a tolerance of ±0.01 mm restricts it to 9.99 mm–10.01 mm.
When people search for “CNC machining tolerances explained,” they are often surprised to learn that tighter tolerances are not automatically better,
especially during the prototyping phase. In CNC prototyping, tolerances are a design decision, not just a manufacturing capability.
Based on common CNC shop practices and published guidelines from Protolabs and Xometry (2023–2024):
Industry data shows that over 70% of CNC prototype parts can function correctly with tolerances of ±0.05 mm or looser,
depending on the application.
Tolerances directly influence part fit, assembly, motion testing, sealing performance, machining time,inspection effort, and scrap risk.
From real CNC prototype projects, one pattern appears repeatedly:
over-specifying tolerances is one of the fastest ways to increase prototype cost without improving learning value.
The required precision of a CNC prototype depends on its intended use. For consumer products, a relatively moderate precision might suffice, with tolerances around ±0.1 – 0.5mm.
This is because the end – user typically doesn’t notice small dimensional variations. However, in industries like medical, where components need to fit precisely for proper functionality and patient safety, or in aerospace, where parts must withstand extreme conditions, much higher precision is essential.
In these cases, tolerances can be as tight as ±0.01mm or even less.
The more critical the application and the more complex the interactions between parts, the higher the precision a CNC prototype needs to be.
A common mistake is treating all prototypes as if they were production parts.
In reality, how precise a CNC prototype needs to be depends entirely on what the prototype is meant to prove.
Visual models, assembly checks, and functional testing all justify different tolerance strategies.

The key insight is simple: you do not need tight tolerances everywhere—only where function demands it.
Many first-time hardware teams assume tighter tolerances equal higher quality.
In practice, this often leads to longer lead times, higher machining costs, and slower iteration,
with no improvement in test outcomes. Precision should be treated as a tool, not a goal.
In prototyping, common CNC tolerance standards include ISO 2768. It offers general tolerances for linear and angular dimensions, like ±0.2mm for linear dimensions up to 100mm in the medium – precision class.
ASME Y14.5 focuses on geometric dimensioning and tolerancing, clarifying shape, orientation, and location feature specifications.
Additionally, the automotive industry often has its own in – house standards tailored to component requirements for optimal performance.
When no specific tolerances are stated, most CNC shops apply general tolerances such as ±0.1 mm for dimensions under 100 mm.
These defaults are usually sufficient for early-stage CNC prototypes.
ISO 2768 is one of the most widely used international standards for general tolerances.
ISO 2768-m (medium) is commonly applied in CNC prototyping because it simplifies drawings
and reduces unnecessary tolerance callouts.
Most professional CNC shops can achieve ±0.01 mm features, but that does not mean every prototype should demand it.
A good CNC partner will challenge unnecessary tight tolerances instead of blindly accepting them.
Engineers often underestimate the cost implications of tight tolerance CNC work. Tight tolerances demand more precise equipment, highly skilled operators, and longer machining times.
This boosts equipment maintenance, operator training, and production time costs. Also, there’s a higher scrap rate as even minor errors can render parts unusable.
For example, in aerospace, tight tolerances of ±0.01mm can significantly inflate costs compared to more lenient tolerances used in consumer product prototyping.
Tight tolerance CNC machining requires slower cutting speeds, additional finishing passes,
extra inspection, and stable thermal conditions.
Reducing tolerance from ±0.05 mm to ±0.01 mm can increase part cost by 20–50%, depending on geometry and material.
Standard prototype tolerances typically require 3–5 working days,
while tight tolerance prototypes often increase lead time by 30–70%.
For fast iteration cycles, this delay can be more critical than cost.
Experienced engineers apply tight tolerances only to critical interfaces,
use general tolerances elsewhere, and clearly mark non-critical cosmetic surfaces.
This approach balances precision, speed, and budget.
During prototyping, tolerances are often looser.
This allows for quick iteration and testing. It gives room to assess the basic functionality and design concept.
For example, in a product design prototype, a tolerance of ±0.5mm might be acceptable.
In production, tolerances are much tighter. Consistency across all parts is crucial.
Tight tolerances ensure proper fit and function in the final product. In automotive production, tolerances could be as tight as ±0.05mm to guarantee seamless assembly.
Prototypes are built to validate geometry, identify interference, and enable fast learning.
Production parts focus on repeatability, long-term reliability, and statistical process control.
A typical evolution is ±0.1 mm for early prototypes,
selective ±0.02–0.05 mm during validation,
and fully defined GD&T tolerances for mass production.
Understanding the difference between prototype and production tolerances helps buyers avoid overpaying for prototypes
and evaluate CNC suppliers more effectively.
To correctly specify CNC prototype tolerances, first, understand the part’s function. If it’s for a high – precision mechanism, like in medical devices, tight tolerances are a must.
Research industry standards relevant to your product; for example, aerospace parts follow specific ISO or ASME standards.
Consider the capabilities of your CNC machine and the machining process. Discuss with your machining provider about achievable tolerances.
Use clear and precise dimensioning on your design drawings, indicating both nominal values and allowable deviations, like ±0.1mm.
Each tolerance should answer one question: what happens if this feature is slightly off?
If the answer is “nothing important,” the tolerance is probably too tight.
Simple notes such as “for fit test only” or “non-critical cosmetic surface”
help CNC machinists optimize machining strategy and reduce unnecessary cost.
Clear tolerance logic demonstrates engineering experience and cost awareness,
which matters more for B2B conversion than aggressive sales language.
Certifications and quality systems play a vital role in CNC prototype tolerances.
ISO 9001 – certified manufacturers adhere to strict quality management processes, which can ensure consistent tolerance control.
For CNC machining, this might mean regular equipment calibration and operator training.
These quality systems set benchmarks for how tight and consistent tolerances should be.
They also help build trust with customers, as they indicate a commitment to producing parts that meet exacting dimensional requirements.
Certifications such as ISO 9001 ensure process consistency, not automatic precision.
Tight tolerance capability depends on machine rigidity, tooling, inspection systems, and operator experience.
Experienced buyers value proactive DFM feedback, honest tolerance recommendations,
and early cost-risk identification more than advertised tolerance limits.
Most CNC shops apply a default tolerance of ±0.1 mm for prototype parts when no tolerance is specified.
This default follows common industry practice and ISO-based general tolerance rules.
Yes, ±0.01 mm is considered a tight tolerance in CNC prototyping and should only be used on function-critical features.
From real CNC machining experience, tolerances at ±0.01 mm typically require slower cutting speeds,additional finishing passes, and CMM inspection, increasing machining cost by 20–50% compared to ±0.05 mm.
No—tighter tolerance does not automatically mean better quality, especially for CNC prototypes.
In prototyping, quality is defined by how well the part validates fit, function, or design intent.
Experienced engineers often loosen non-critical tolerances to reduce cost and accelerate iteration without affecting test results.
For most assembly-fit CNC prototypes, ±0.05 mm is generally sufficient.
This tolerance level allows reliable fit checks while avoiding the cost and lead-time penalties associated with tight tolerance CNC machining.
It is commonly used for enclosures, brackets, and mating components.
Tight tolerance CNC prototypes typically increase lead time by 30–70%.
Additional machining passes, thermal control, and inspection steps all contribute to longer lead times.
For rapid prototyping projects, this delay often has more impact than the added cost itself.
Yes—mixing different tolerances on the same part is considered best practice in CNC prototyping.
Experienced engineers apply tight tolerances only to critical features such as bearing seats or sealing surfaces,while using general tolerances elsewhere to control CNC machining cost.
Yes—prototype tolerances are usually looser than production tolerances by design.
Prototype tolerances prioritize learning and validation, while production tolerances focus on repeatability and long-term stability.
This distinction is central to understanding prototype vs production CNC tolerance planning.
No—ISO 9001 ensures process consistency, not automatic tight tolerance capability.
Actual tight tolerance performance depends on machine rigidity, tooling strategy, inspection equipment,
and operator experience rather than certification alone.
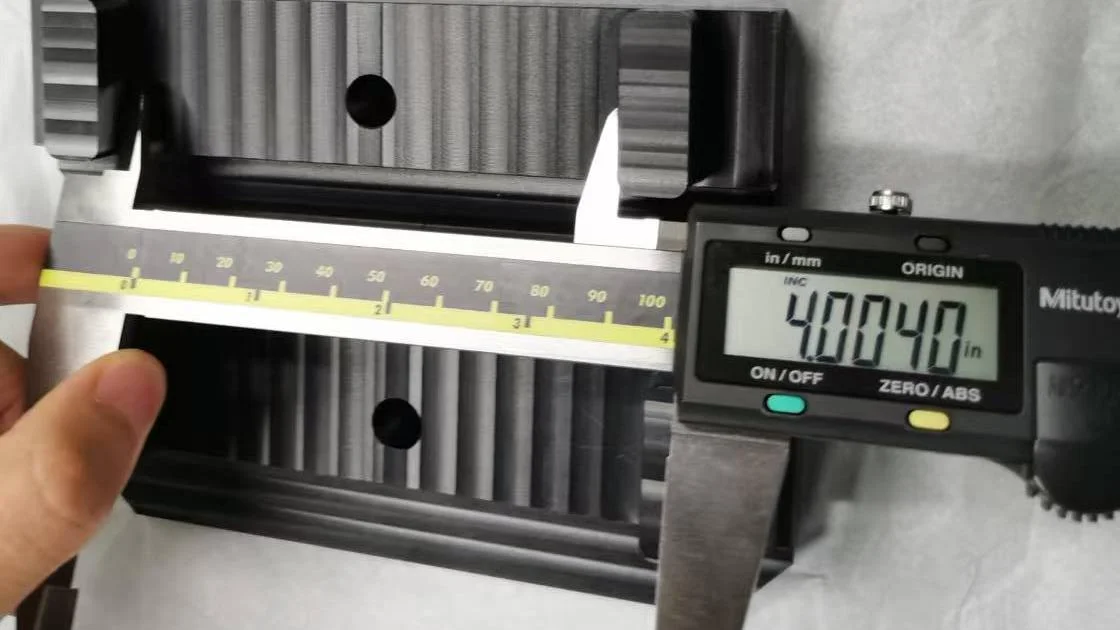
Tight tolerance CNC prototype parts are typically measured using CMMs (Coordinate Measuring Machines).
CMM inspection adds both time and cost, which is one of the main reasons tight tolerance CNC machining significantly increases overall project cost.
The most common mistake is over-specifying tight tolerances across the entire part.
In real CNC prototype projects, many dimensions have little or no impact on function.
Applying production-level tolerances too early often slows iteration and increases cost without improving decision quality.
No—cosmetic surfaces rarely require tight tolerances in CNC prototypes.
Experienced engineers clearly mark non-critical cosmetic areas to allow looser tolerances,enabling faster machining and lower cost while maintaining precision where it actually matters.
ISO General Tolerances Overview:https://www.iso.org/standard/13715.html
The goal of CNC prototyping is learning—not perfection.Tolerances should accelerate learning, not slow it down.Making informed tolerance decisions is one of the most effective ways to reduce prototype cost, shorten development cycles, and reach production faster.
ISO General Tolerances Overview:https://www.iso.org/standard/13715.html

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.




