For CNC machining and sheet metal fabrication, anodizing is a popular surface-finishing technology commonly applied to aluminum and aluminum alloys.
Anodized aluminum parts are often preferred for their excellent durability, adhesion, and corrosion resistance. In addition, thanks to the porous structure of the anodized layer, anodized aluminum can be well colored, with various dyeing options.
Therefore, anodizing aluminum components is commonly applied to industries where mechanical and aesthetic performance are both important, such as engineering, consumer products, electronics, and architecture.
This article would further provide detailed information on anodized aluminum colors, including what colors anodizing aluminum has, how to color anodized aluminum, and how to choose the best finish for your application.
Anodizing is an electrochemical surface finishing process typically designed for aluminum and its alloys. Anodized aluminum can obtain a harder and denser surface.
During the anodizing process the aluminum part is completely dipped into a specialized electrolyte serving as the anode. The cathode is often an inert material. And an electric current runs through the electrolytic bath.
Then oxygen ions would react and bond with aluminum atoms. This controlled oxidation reaction would convert the aluminum’s outer surface into a dense and tough protective oxide layer(Al₂O₃).
The chemical formulas are as follows:
Anode: 2Al + 3H2O = Al2O3 + 6H+ + 6e-
Cathode: 6H+ + 6e- = 3H2
Anodization: 2Al + 3H2O = Al2O3 + 3H2
This means the aluminum oxide layer grows from the metal itself, unlike traditional paintings or coatings added on the metal’s top surface as an extra layer. Therefore, the anodized coating will not chip, peel, or flake easily.
What’s more, the oxidized aluminum layer has a porous structure, making the surface easy to dye. There are various aluminum anodize colors selectable for your products.
In general, anodized aluminum is popularly used for applications where both appearance and functionality matter, like automotive parts, consumer products, architecture and more.
There are typically three types of anodizing methods based on the electrolyte and processing, including Type I, Type II and Type III anodizing.
Each type of anodizing aluminum shows specific thickness, hardness, and appearance. Knowing these anodizing technologies clearly helps you to choose the right one for products.
Type I Anodizing uses chromic acid bath as the electrolyte to create an extremely thin, dense and flexible oxide layer on the surface. A chromic acid anodized layer is typically 0.08–0.25 µm, matching most dimensional tolerances of precision CNC machined aluminum parts.
Besides extreme thinness, this type of anodized finish also features best fatigue strength, flexible structure, excellent paint adhesion, electrical insulation and corrosion resistance.
Therefore, Type I chromic acid anodizing is widely used for precise aerospace components, thin aluminum sheets, and parts needing further painting or bonding.
However, Type I anodizing layer is less common for many products today due to environmental concerns about chromium, but it is still key for aerospace.
Type II sulfuric acid anodizing is the most popular and cost-effective finishing method for aluminum products. And it is suitable for most decorative anodized aluminum colors.
Standard sulfuric acid anodizing is achieved by immersing aluminum parts in a diluted sulfuric acid solution under room temperature. Its typical thickness is 2.5–25 µm.
The coating is hard, clear, and porous before sealing. With excellent hardness, corrosion and abrasion resistance as well as uniform coloring, it is widely used for consumer electronics, automotive trims, and architecture.
Hard anodizing also uses sulfuric acid bath as electrolyte, but the acid must be set under much lower temperature and higher voltage to slow down the chemical dissolution.
Compared with Type II anodizing, Type III anodizing creates a much denser and more durable layer for brilliant abrasion and corrosion resistance. In addition, its thickness is typically 25–150 µm.
It is deal for harsh working environments, widely used for aerospace, military, and industrial machinery. And due to its thickness and density, it is not recommended to dye hard coat anodizing.
For more information about alumimum anodizing, please visit our blog: Aluminum Alloy Anodizing-MIL-PRF-8625F Specifications and Standards Explained
Anodized aluminum colors offer both aesthetics and performance. Below shows the reasons why coloring anodized aluminum is preferred.
Compared with other coating or painting methods, clear anodizing can preserve the delicate metallic grain of aluminum substrate well. Meanwhile, there are various color anodizing accessible for aluminum and aluminum alloys. Anodizing aluminum also allows custom colors for specific brands or designs. Anodized aluminum colors provide appealing appearance with designed components for good identification.
Unlike coating and painting finishes that just sit on the top surface of parts, anodizing color is actually a part of aluminum itself. This means that the colored anodized layer would not peal off from the parts. What’s more, anodized aluminum colors are resistant to abrasion, discoloration, UV, and corrosion.
In general, colored anodizing process does not use any harmful and toxic chemicals. With mature treatment systems for various waste, modern anodizing can usually meet environmental compliance.
Type II anodizing is the most widely used anodizing process for aluminum parts. Type II aluminum anodizing can achieve various colored finishes. And these anodized colors are usually durable. But the final appearance is determined by exact coloring methods and the sealing process. Below is the list of common type II anodized colors available for aluminum components.
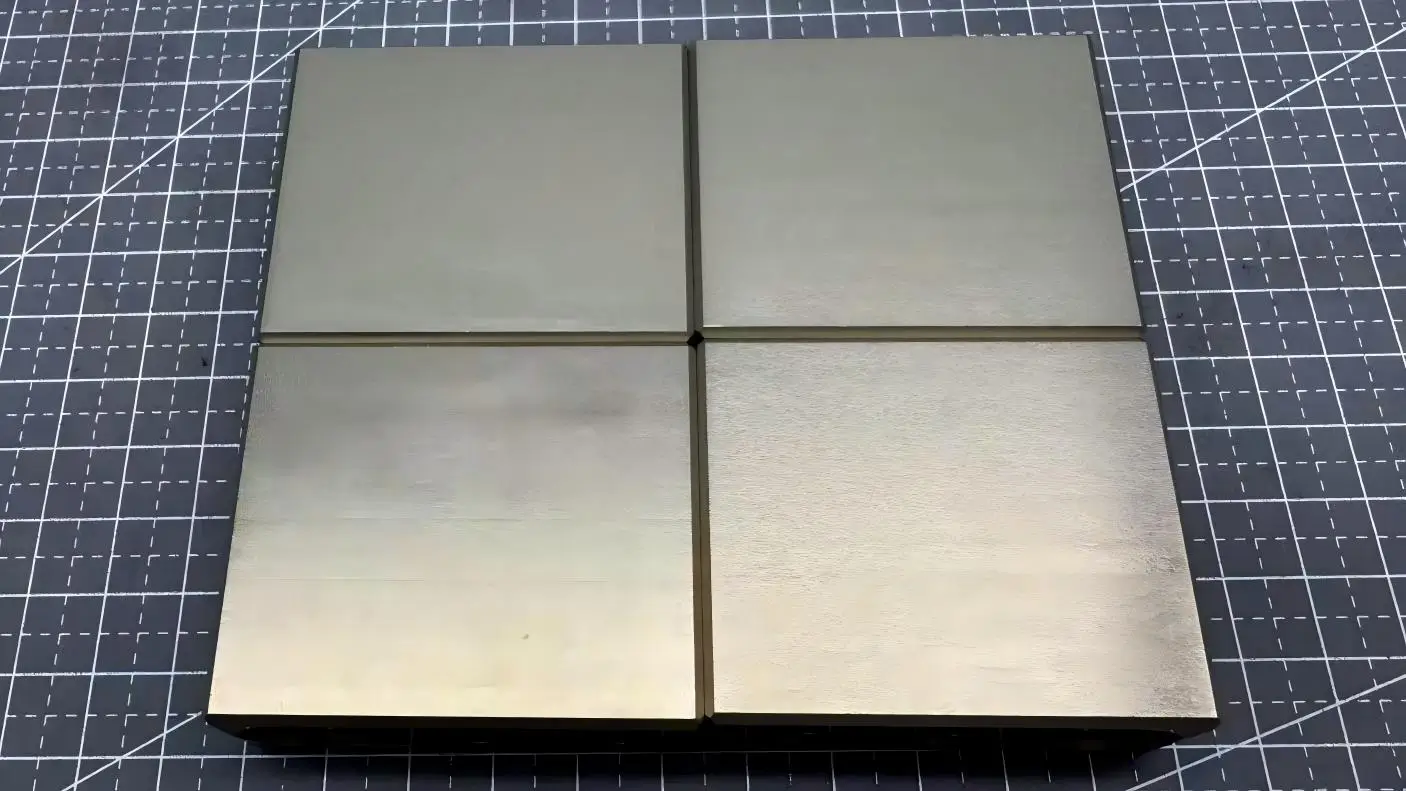
Clear or silver anodizing refers to anodized finish sealed directly after anodization step. This finish preserves the natural silver grain and texture of the law aluminum substrate and meanwhile offer the part much better corrosion and wear resistance. Cleat anodizing is popularly applied to outdoor architecture for its excellent color stability.
Below is natural/clear Clear Anodizing Color Type II, the part is 120mesh sandblasting.

Both of the two parts are clear anodized. The left one is sandblasted, the right one is without sandblasting.

Black anodizing finish is the colored layer resistant to UV and fading most. It is also not reflective. Therefore, black anodized aluminum is widely used for electronics, aerospace, hardware, and optical components.

Blue anodizing shades typically vary from soft pastel to deep cobalt. Generally, blue finishes can maintain well for 5 to 10 years if sealed properly. Its resistance to discoloration depends on coloring methods and sealing performance.
See two examples of two blue anodized aluminum parts below we made for customers in our CNC workshop. They are both blue color but totoally look different.

Red anodizing finish is often used for outdoor striking identification, note and warning. However, red dyes are more sensitive to UV exposure. If not dyed and sealed properly, red anodizing layer would fade quickly in outdoor condition.
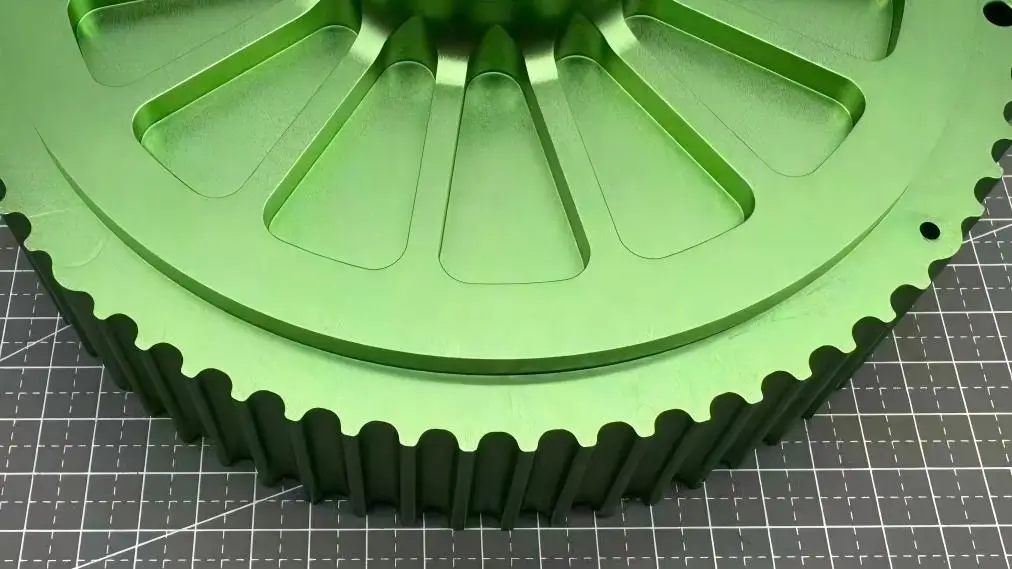
Green anodizing finish is popularly applied to architectural and medical parts. Green anodized layer dyed by inorganic coloring systems are often more resistant to UV than bright red.
Gold and bronze anodizing finishes are achieved through electrolytic coloring method. Their stability and durability are generally better than most finishes colored by organic dyes. Gold and bronze anodized aluminum is often used for decorative and aerospace applications.

Custom anodizing finishes cover specific brands, gradient effects and specialty hues. But it is more difficult to control finishing uniformity.
Below is customized orange anodizing color we made for our customers.

Note: Based on our years of experience in producing anodized aluminum parts, Type II anodizing typically results in a matte finish by default rather than a bright or glossy appearance. If a bright finish is required, it must be clearly specified in the order or confirmed with a physical sample before production.
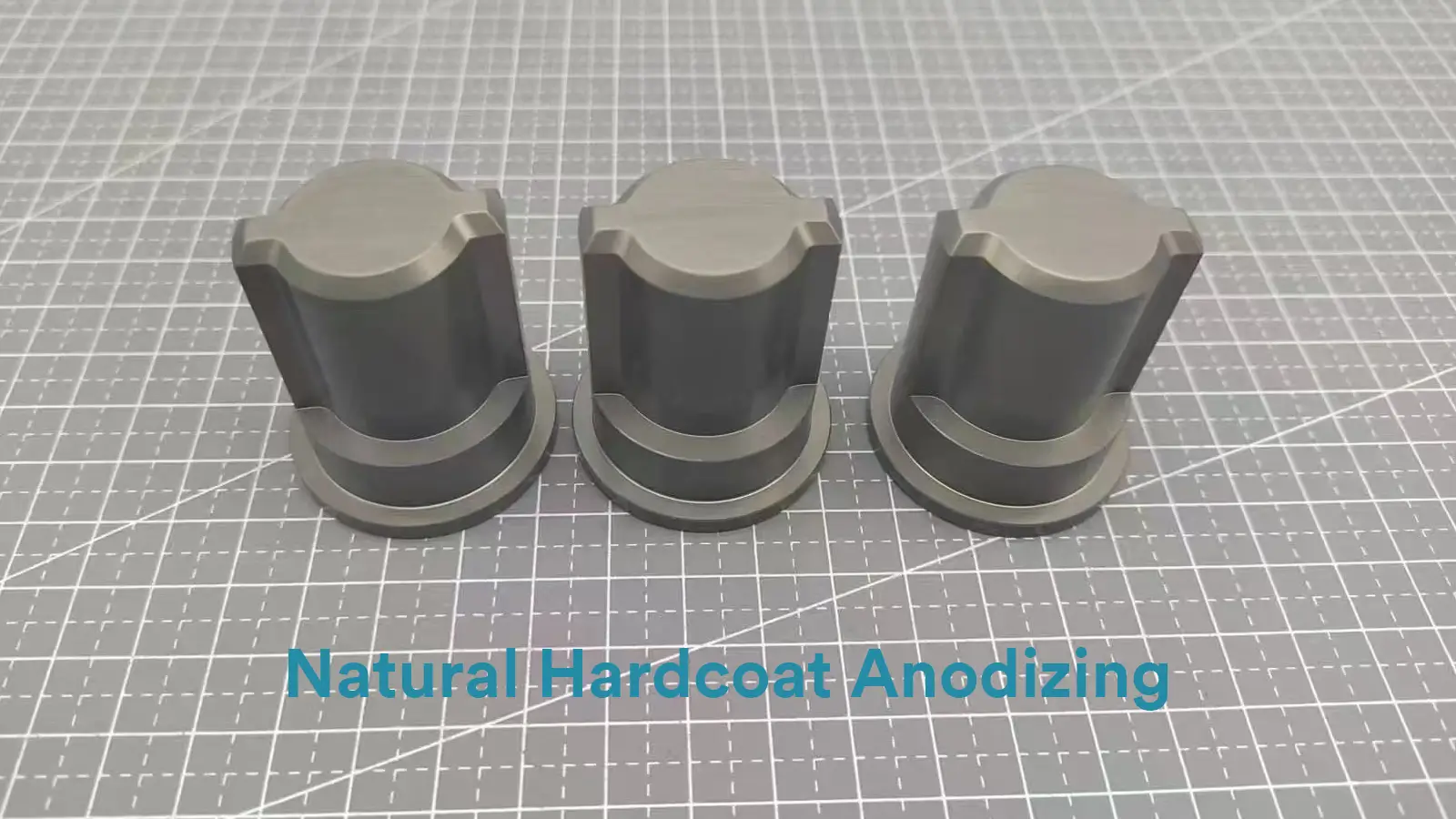
Type III hard anodizing is primarily a functional coating with high hardness and wear resistance. Its color is typically darker and more matte compared to Type II anodizing, and it is not intended for decorative bright finishes.
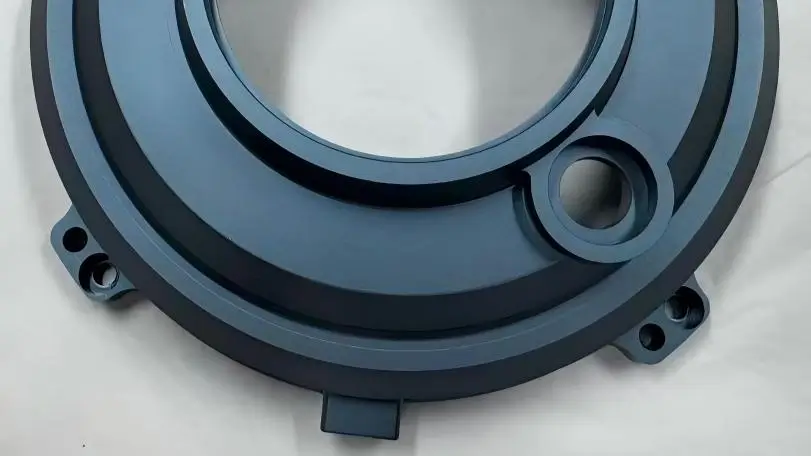
Type III natural hard coat anodizing typically appears as a deep grey to gunmetal tone. Compared to Type II, the color is darker and more matte due to the thicker and denser oxide layer. This finish is highly stable and commonly used for industrial and functional parts where consistency and wear resistance are critical.
Below are Natural Hardcoat Anodizing aluminum parts, different batches may look a bit different.
Black is the most common Type III finish, typically presenting a deep matte black or charcoal black appearance. It is generally less “bright” than Type II black anodizing and has a more technical, non-decorative look. Color consistency depends on alloy, surface finish, and process control.

Dark grey or charcoal Type III finishes are commonly seen in aerospace and defense applications. The color is slightly lighter than black but still very muted and low-reflective. It can result from controlled dye concentration or alloy-related variations, especially in 7075 materials.
Note: Type III anodizing can produce limited dark tones such as navy blue, burgundy, or olive green. However, due to the dense oxide structure, color saturation is significantly lower than Type II. Bright or highly vivid colors are generally not achievable in hard anodizing processes.
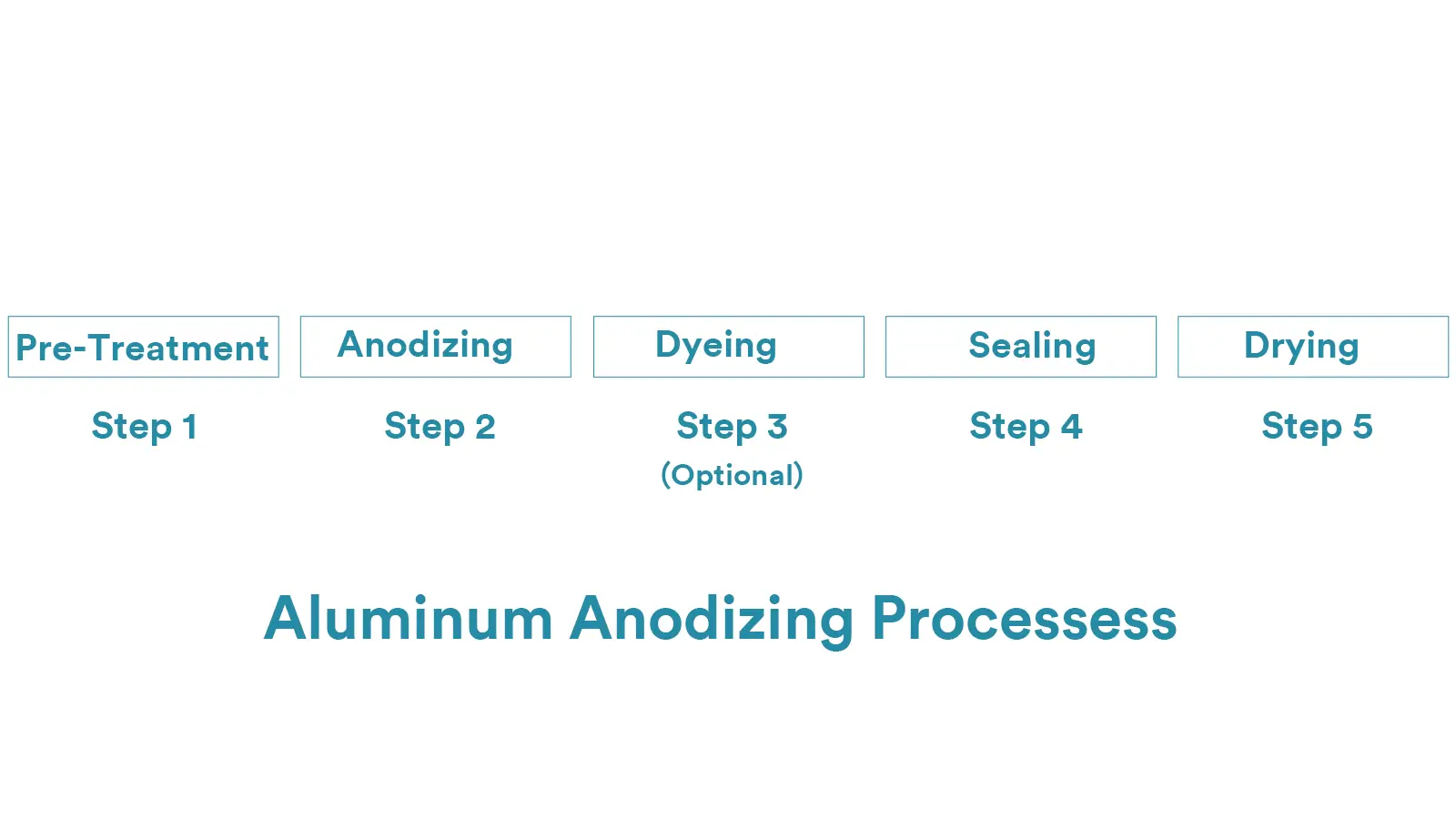
There are four types of common coloring methods for anodized aluminum. Each of them would create different colors with specific protective performance. You should know clearly about their features to select the right method for products.
Dyeing is the most common coloring method for anodized aluminum components. Anodizing aluminum can achieve various colors by dyeing finishing. And dyeing can be classified into organic dyeing and inorganic dyeing.
Organic dyeing uses hot organic dyeing bath. When aluminum parts are dipped into the bath, the dye molecules would seep into the pores of the oxide layer. Since organic dyeing can create various colors, it is widely used for decorative applications.
Compared with organic dyeing, inorganic dyeing can only achieve limited anodized aluminum colors, mostly golds, yellows, and browns. It uses mineral salts as coloring solution. But inorganic dyeing finish is more resistant to fading and wear. Therefore, it is more widely applied to outdoor applications.
Electrolytic coloring is achieved by placing the anodized aluminum part into a following bath containing metal salts like tin or nickel. As an electric current is applied, the metal ions from the salt would deposit inside the pores of the clear oxide layer to create a colored finish.
And the anodized colors are limited to earth shades and dark hues such as bronze, black, gray, and brown. The color depends on the type of metal salt and the current voltage.
However, electrolytic coloring finishes are extremely resistant to UV and fading. They are also durable and scratch-resistant. Benefitting from these advantages, electrolytic coloring is commonly used for outdoor and architectural applications such as curtain walls, automotive trims, and marine hardware.
Compared with electrolytic coloring, integral coloring combines anodizing and coloring together. The aluminum part is immersed into a special organic acid bath to be anodized and colored at the same time.
Integral coloring can provide aluminum components with excellent hardness and resistance to UV. But its color options are limited to bronze and black shades.
Interference coloring is a specialized method that would produce light-fast colors including blue, green, yellow and red. The color comes from light interference rather than pigments or metal deposits.
During the interference coloring process, the pore structure would firstly be enlarged. Then light entering the pore reflects off different depths, which would cancel some wavelengths and amplify others.
Specific colors within blue, green, yellow, and red shades can be achieved by controlling the pore geometry. This method can create unique colors with good UV stability and uniformity. It is often used for high-end decorative products.
In general, the color shown by an item depends on what is reflected against what is absorbed. But anodized film does not reflect the light. Instead, it transmits light to the base aluminum. Then the light is reflected by the base metal to the oxide layer and outside.
Simply speaking, anodize aluminum layer actually serves as a filter rather than a reflector. This means that the final color shown by the anodized aluminum part is not just influenced by the dyeing color, but also by many other factors.
To match the right color, you should know clearly about the coloring concept and take the following factors seriously.
It is the most critical factor for color matching of anodizing aluminum surface. Due to different content of magnesium, copper, and silicon, aluminum alloys show different shades and hues.
It is supposed to anodize the same aluminum grade within a batch to prevent uneven colored finish.
Both the surface of base aluminum and the anodized layer would exactly influence the color matching. Generally, a matte surface shows darker tones, while a polished surface shows bright tones.
To achieve uniform anodized color, it is important to perform the same surface preparation and anodizing finish.
Coloring method can directly affect the final anodized color. The parameters such as dye concentration, temperature, and immersion time would also influence intensity and uniformity of the color.
And the sealing quality can directly affect the color durability and stability. Inconsistent sealing would lead to faster color fading and patchiness.
Electrolyte factors such as purity, acid concentration, and electrical current can indirectly affect color variations since they can all determine pore dimension and thickness of the anodized layer.
Both pore size and layer thickness affect color appearance significantly. To achieve desired coloring matching, it is required to control the processes tightly.
The crystalline structure of the anodized aluminum can also influence the reflection of the final color. Variations in the grain structure would cause color flip. It is a specific condition where the color shows differently from different viewing angles.
Color flip must be considered carefully in decorative applications.
When choosing the color for anodized aluminum products, you should carefully consider the following factors.
Aluminum anodizing colors are widely applied to various industries. And different anodized colors show different effects.
For example, vibrant or bright colors are popularly applied to electronics for appealing effect. Black anodized aluminum is usually sued in cookware to absorb heat.
Light colors are typically applied to construction material for their high reflection of light. And green, yellow, and red are commonly used for safety sings for great visibility.
Coating thickness does not just affect durability of the anodized layer, but also affect the coloring quality. In general, a thin anodizing aluminum film about 10 nm allows for various coloring methods and shades.
But a thick layer about 50 µm is better to be colored by dyes. And it is not recommended to color a thick anodized film vibrantly.
Cost is also an important factor for color selection. It usually increase if special dyes or metal salts are needed. But batch coloring often means uniformity and lower overall costs.
When our customer wants to order a customized anodized color, there are some considerations that shall be taken into.
A validated color reference standard must be established before any anodizing process release.
Acceptable reference systems include:
In the absence of a defined standard, interpretation deviation between customer expectation and supplier output is highly likely. This is considered a primary risk factor in anodized color control and must be eliminated at the planning stage.
Prior to mass production release, a first article sample must be produced under controlled production conditions and formally approved.
The objective of this step includes:
Mass production shall be strictly executed based on the approved first article as the production benchmark.
Even under standardized anodizing process conditions, minor color variation between production lots is an inherent process characteristic, driven by:
Color output is defined by an acceptable tolerance window rather than a fixed absolute value.
Therefore, a mutually agreed color acceptance tolerance range must be established prior to production authorization.
Color evaluation shall be based on:
For high-cosmetic-requirement applications, tighter process control and additional sampling verification may be required.
In summary, consistency in custom anodized aluminum color output is achieved through controlled alignment of the following key engineering parameters:
Early-stage engineering alignment between customer and supplier is critical to minimizing process variability and reducing downstream production risk.
All in all, anodized aluminum colors are not just decoration for aluminum components. They also provide desired durability, abrasion resistance and corrosion resistance.
Uniform coloring finishes are important for anodized aluminum parts, and we can offer reliable service for your products.
Yes. But if the anodized aluminum has been sealed and colored already, it is required to remove the existing anodized layer first.
Yes. But you cannot just dye over the existing anodized color. Generally, you should strip the layer, clean and anodized the part again for new color.
You can change color of anodized aluminum by the following methods.
Re-Anodizing: You should clean the part and remove the existing anodized film first, and then repeat the anodizing and coloring processes to apply a new finish.
Dye Removal: This method works only when the anodized layer has not been sealed. You can use a 10-15% nitric acid bath to remove most dyes. But extreme care is needed during the process to protect the base aluminum.
Mechanical Abrasion: You can sand or polish the part mildly to decrease the glory intensity and remove finish stains. Just care for scratching the anodized layer.
Chemical Stripping: Chromic or phosphoric acid solutions can clean dyes and oxide layers well.

5-Axis CNC machining is a manufacturing process that uses computer numerical control systems to operate 5-axis CNC machines capable of moving a cutting tool or a workpiece along five distinct axes simultaneously.

China is the best country for CNC machining service considering cost, precision, logistic and other factors. Statistical data suggests that China emerges as the premier destination for CNC machining.

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.




