 Passivation and anodizing are two types of surfact treatments that are primarily used to enhance the corrosion resistance of CNC metal parts.
Passivation and anodizing are two types of surfact treatments that are primarily used to enhance the corrosion resistance of CNC metal parts.
But they are different in various aspects. It is important to know their distinctions well and choose the best one for your metal parts.
Key Takeaways:
Passivation keeps the original dimensions and conductivity, while anodizing enhances hardness, wear resistance, and color options.
Choose passivation for precision corrosion protection and anodizing for durable, aesthetic, and wear-resistant finishes.
Passivation is a kind of chemical finishing technique that would form an extremely thin and dense oxide film on the part’s surface. Such a coating can turn the active surface to be passive, which would significantly reduce the surface’s reactivity to corrosive items.

What’s more, as a protective film, the oxidized passivation layer can effectively resist the oxygen, water, and other corrosive components to directly contact the base metal and corrode the part.
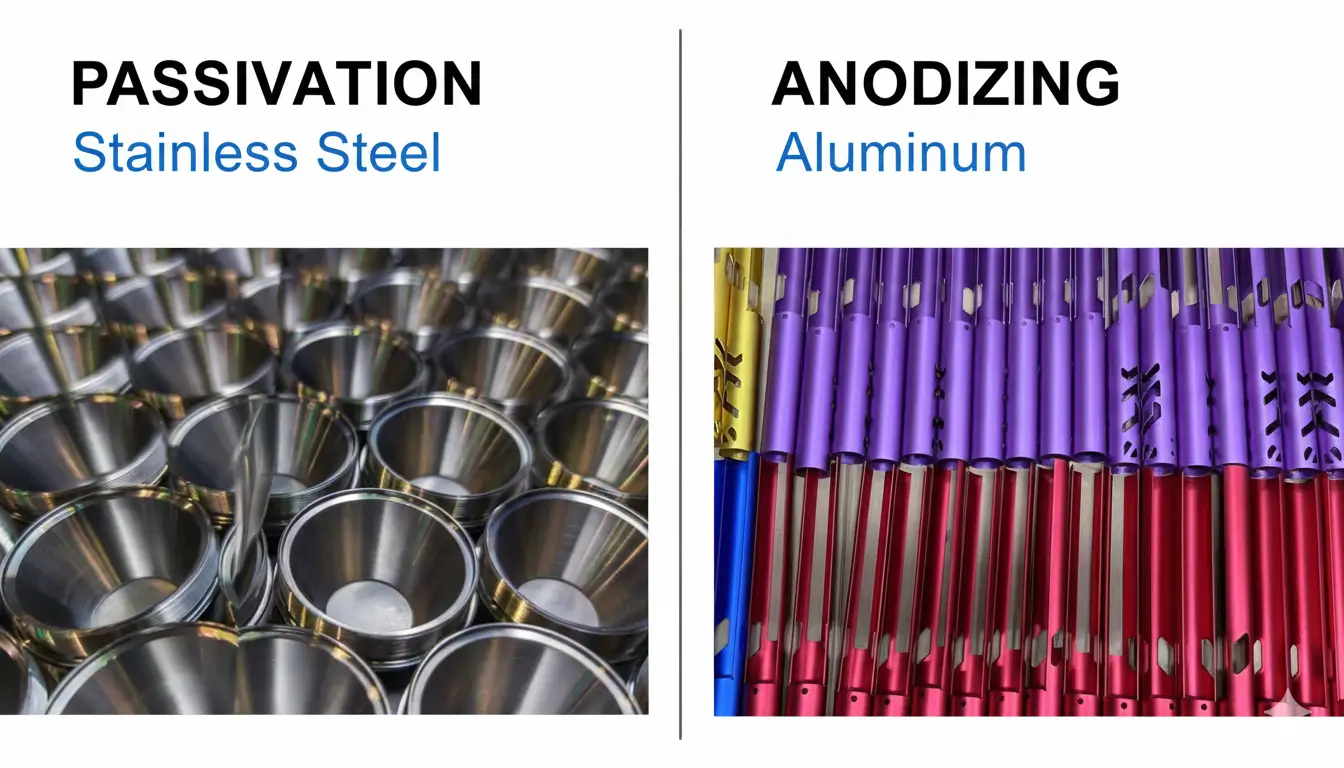
Passivation of stainless steel is the most common and typical instant. Stainless steel can inherently form a passivation film on the surface itself as long as the part is exposed to oxidized conditions.
Below is a photo of stainless steel CNC part with passivation.

However, during the machining process, the surface might be damaged by the mechanical tools and be contaminated by free irons and other contaminants from the tools, which would severely cut the film’s corrosion resistance down.
Therefore, when all the machining processes have been done, it is required to passivate the part. The passivation would remove contaminants, especially free irons from the surface, making it clean and resistant to corrosion.
In addition, the passivation would centralize chromium and form a complete Cr₂O₃ film on the surface. Though the film is extremely thin, it has exceptional stability and corrosion resistance.
More importantly, this passivation layer possesses self-healing capability. When the surface is slightly damaged, the film can reform as long as sufficient oxygen is present in the environment.
In a word, passivation can effectively protect the stainless steel from corrosion while not affect the part’s dimension. Other metals for passivation include nickel, titanium, and iron.
Visit our blog for a complete guide about passivation: A Practical Guide to Passivation for CNC Machined Parts 2025
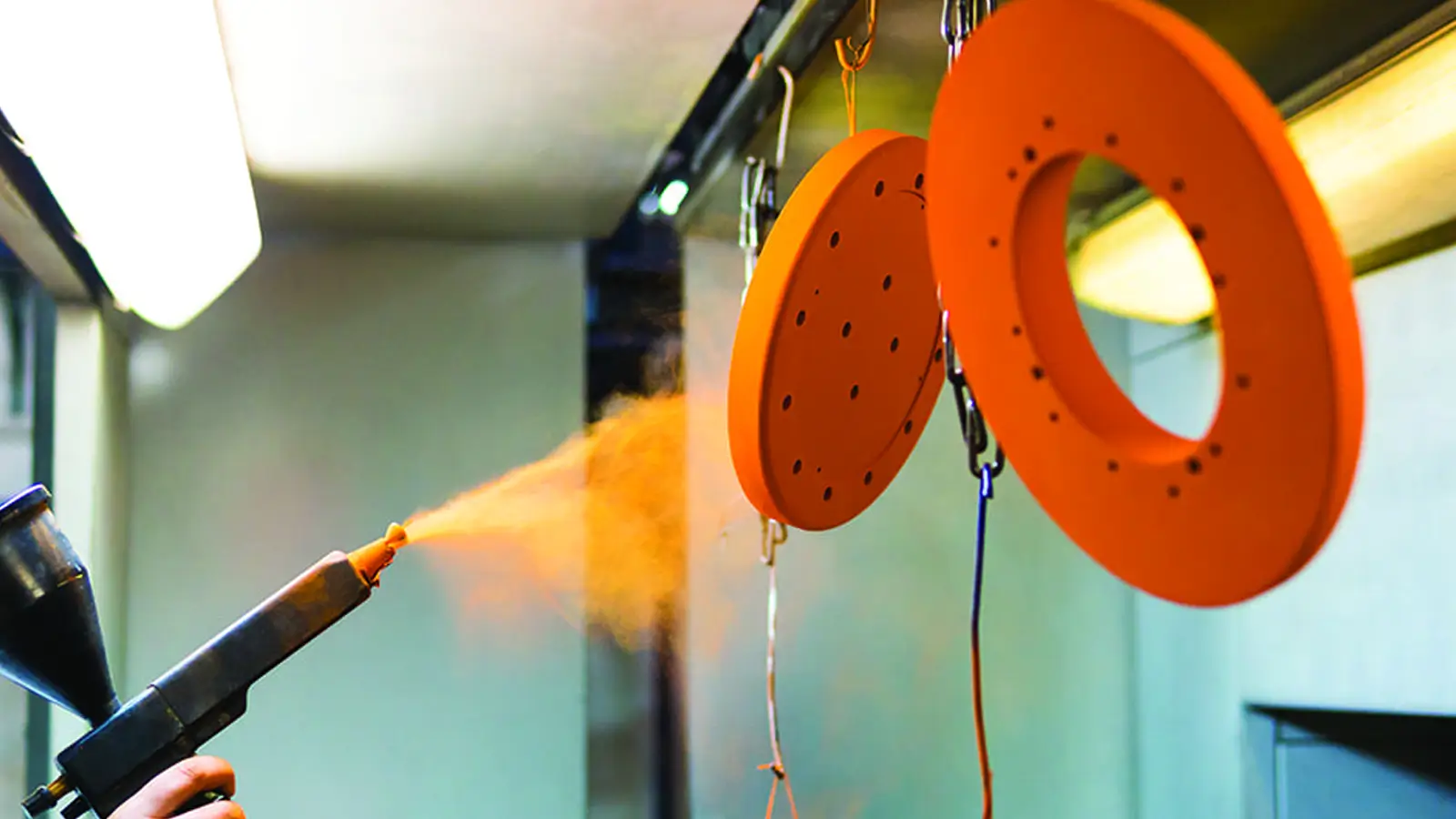
Anodizing is a kind of electrochemical finishing technique that would form a hard, dense, and corrosion-resistant oxidation film on the metal surface. It is a process that would artificially rust the metal surface.

In natural conditions, aluminum would inherently form an extremely thin oxidation film on the surface to resist corrosion. But the coating is too thin and not resistant to abrasion and brushing.
Anodizing is exactly to accelerate and control such an oxidation process, by electrolyte and current, to form a much thicker oxidation film with better performance.
Anodizing of aluminum is the most typical instant. In the initial stage of anodizing, aluminum atoms lose electrons under the influence of electric current and become aluminum ions (Al³⁺) into the electrolyte.
Meanwhile, oxygen ions (O²⁻) from the electrolyte combine with aluminum ions on the anode surface to form aluminum oxide film(Al₂O₃). As the reaction proceeds, the oxide film continues to grow.
However, an unavoidable side reaction, metal dissolution, would also occur. During the anodizing process, the newly formed oxide film is not that dense.
Although it provides some electrical resistance, the acidic components in the electrolyte can still attack the metal, causing aluminum ions to continue dissolving into the solution.
Over time, as the rate of aluminum oxide formation and the rate of metal dissolution reach equilibrium, the oxide film would attain its maximum thickness under the given electrolysis conditions.
With highly stability and outstanding properties, this oxide film acts like a meticulously crafted armor on the metal surface.
For more information about anodizing types and standars, please visit our blog: Aluminum Alloy Anodizing-MIL-PRF-8625F Specifications and Standards Explained
 3.1. Pre-process
3.1. Pre-processRemove contaminants such as oil, welding slag, and metal debris throughalkaline cleaning or solvent degreasing.
If necessary, perform pickling by a mixed solution of hydrofluoric acid and nitric acid to remove oxide scale generated during heat treatment or welding.
Immerse the cleaned workpiece in a passivation solution (commonly 20–50% nitric acid or a more environmentally friendly citric acid solution).
The temperature is typically between room temperature and 60°C, with treatment times ranging from 20 minutes to 2 hours.
During the process of passivation, active elements such as iron (Fe) would dissolve preferentially, while chromium would become enriched on the surfaceand form a protective oxide film.
Thoroughly rinse the part with deionized water to prevent residual acid from causing pitting corrosion.
Dry the surface by hot air to avoid water spots.
Copper Sulfate Test:
If free iron is present on the surface or the passivation film is incomplete,a displacement reaction will occur between the copper sulfate solution and the iron, resulting in the deposition of red-colored copper.
Note: Copper Sulfate is mainly applicable to austenitic stainless steels such as 304 and 316 but not suitable for martensitic or ferritic stainless steels, as their high iron content can lead to false indications.
Potassium Ferricyanide Test:
If there are free iron on the surface, iron ions would react with the reagent to form a blue Prussian blue precipitate.With high sensitivity, it is commonly used in applications requiring high cleanliness, such as in the pharmaceutical and semiconductor industries.
Water Break Test:
Rinse the surface with deionized water and observe whether the water film remains continuous and unbroken. A clean and well-passivated surface allowswater to spread evenly across it. If there are oil or other contaminations on the surface, the water will retract and form droplets.
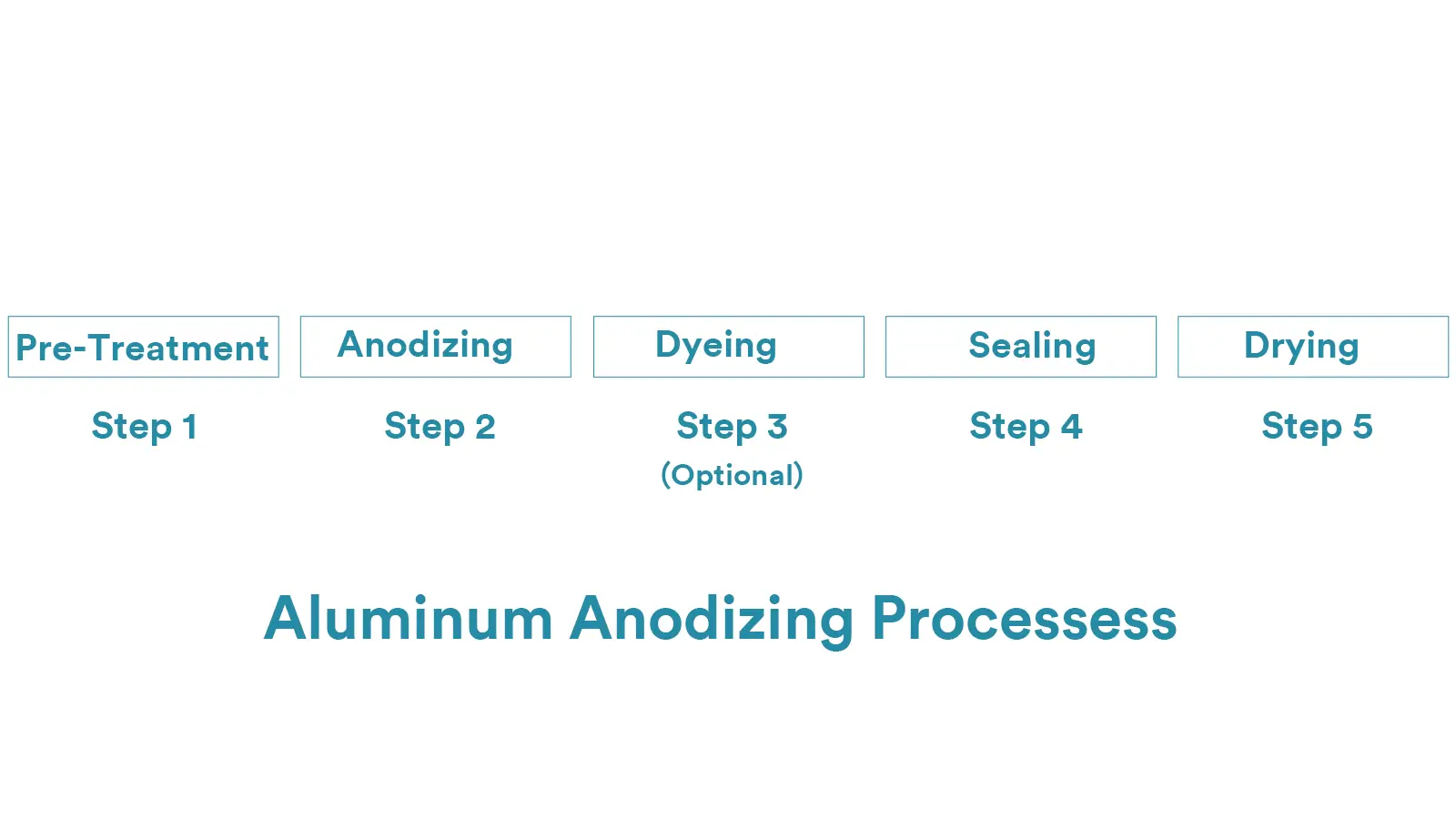 4.1. Pre-process
4.1. Pre-processDuring the anodizing process, there will form two distinct aluminum oxide layers.
To close the microscopic pores of the porous oxide layer. Proper sealing can prevent the penetration of corrosive agents and improve both corrosion resistance and dye fastness.
Completely clean all the residual solutions off from the part by deionized water. Thoroughly dry the part by hot air to prevent water spots.
Inspect the thickness, color, corrosion resistance, and abrasion resistance.
Passivation is a surface treatment process that would form a dense and stable oxide film on the metal surface to reduce the chemical reactivity of metals and enhance their corrosion resistance.
Passivation is commonly applied to materials such as stainless steel, aluminum, and titanium.
The following are the main advantages and disadvantages of passivation.
Anodizing is an electrochemical surface treatment process primarily used for aluminum and its alloys, though it can also be applied to metals such as magnesium and titanium.
During the process, the metal would act as the anode in an electrolytic solution, and an electric current would be applied to induce the formation of a dense, porous oxide layer on the surface.
This oxide layer can then undergo sealing or coloring to enhance its performance and appearance.
The following are the main advantages and disadvantages of anodizing.

Passivation is a type of chemical finishing process that can remove free iron and other contaminants from the surface and form a protective oxide film on it by chemical reactions within solutions. The process of passivation needs only specific solutions but does not need current.
However, anodizing is a type of electrochemical finishing process that can form a thicker and harder film than natural oxidation layer. The process of anodizing would apply direct current and immerse the metal part in electrolyte as the anode.
Passivation is primarily applied to stainless steels to remove free iron and improve the formation of chromium oxidation. It can also be used to metals such as nickel, titanium, and copper that can inherently form passive layers themselves.
However, anodizing can only be used to light metals such as aluminum, magnesium, titanium and their alloys. And anodizing is primarily used to protect aluminum and its alloys.
Passivated layers are extremely thin, typically at the nanometer scale and almost invisible to the naked eye.It would not change the original dimension or surface finish of the part.
Compared with passivation, anodizing would provide a certainly thicker protective film, ranging from a few to several tens of micrometers and visible to the naked eye.
In addition, hard anodizing film is usually thickest one among those anodizing types. Therefore, the dimension of the part would be changed slightly by the film.
Since the passivation film is extremely thin and not that hard itself, the hardness and wear resistance of passivated part would not be significantly improved.
While the hardness and abrasion resistance of anodic coating are much higher. Because the film is thicker, and the structure of aluminum oxidation provides good hardness itself.
In addition, the hard anodizing film can provide the best hardness and abrasion resistance.
The passivationfilm is usually transparent or colorless. It cannot be colored. Compared with the appearance of passive film, that of anodizing layer is much more various. The film of an anodizing part can be transparent or colorful. And the color can be various by dyeing.
The main function of passivation is to enhance corrosion resistance, particularly by removing contaminants from the surface of stainless steel to allow chromium to form its protective film properly.While that of anodizing is to improve corrosion resistance, wear resistance, decorative appearance, electrical insulation, and adhesion for subsequent coatings.
The passivation film of stainless steel possesses self-healing capability. When the surface is scratched, chromium in the alloy can oxidize over and over again in the presence of enough oxygen to form a new passive film.
However, anodic oxide film of aluminum has no self-healing ability. Once the oxide layer is damaged, the exposed aluminum substrate is prone to localized corrosion, and the oxide film cannot regenerate on its own.
The corrosion resistanceof passivation is moderate, primarily for pitting or crevice corrosion. It is suitable for general atmospheric, water, and mild acid/alkali environments.
While the corrosion resistance of anodizing film is commonly better, especially when the poles are sealed properly well. It can resistant to salt spray, industrial atmospheres, and certain chemicals.
However, the corrosion resistance of passivation film might be more stable in under dynamic load or abrasion since it can repair by itself.
The electrical conductivity of the base metal would not be changed by the passivationfilm while that of the anodic part would be eliminated since aluminum oxidation is not conductive.
Quick Comparison Table Of Passivation VS Anodizing
| Feature | Passivation | Anodizing |
|---|---|---|
| Process Nature | Chemical process; forms a dense oxide film on the surface | Electrochemical process; grows a thick oxide layer on the surface |
| Dimensional Change | Virtually no change in part dimensions | Significantly increases dimensions; the coating has thickness |
| Applicable Materials | Primarily stainless steel, but also copper, aluminum, etc. | Primarily aluminum and aluminum alloys, but also titanium, magnesium, etc. |
| Appearance | Maintains metal’s original color, or may darken slightly (e.g., blue passivation) | Can present various colors (black, gold, red, blue, etc.) |
| Primary Performance | Mainly: Improves corrosion resistance (rust prevention) | Mainly: Improves wear resistance, corrosion resistance, and electrical insulation |
| Coating Thickness | Very thin, typically less than 0.1 micrometers | Relatively thick, ranging from a few micrometers to several tens of micrometers |
| Electrical Conductivity | Maintains conductivity | The oxide layer is an insulator (hard anodizing offers excellent insulation) |
| Cost | Relatively low | Relatively high |
In following situations, passivation shall be prioritized.
The components require excellent rust prevention without the risk of coating contamination affecting the product or functionality.
The passivation layer is extremely thin and does not affect precision dimensions like thread fits or press fits. This is crucial for high-precision mechanical parts and aerospace components.
The metal itself remains conductive after passivation, whereas the anodized layer is insulating.
Passivation is the most common and cost-effective anti-rust method for stainless steel.
When your budget is limited, and the only requirement is to prevent rust during storage and use, passivation is the best choice.
Anodizing shall be choosed in the following situations.
Components that frequently slide or make contact, such as robotic arms, optical device housings, firearm components, and automotive pistons. The surface hardness of hard anodizing can reach over HV 500, close to that of quenched steel.
Aluminum alloy casings for consumer electronics (e.g., phones, laptops), architectural aluminum profiles, outdoor equipment, water bottles. Anodizing can provide a wide range of durable color options.
When components will be exposed to harsher environments, such as long-term outdoor exposure, marine environments, or frequent contact with sweat, the thicker anodized layer offers better protection than passivation.
Mounting bases that need to prevent electrical short circuits, heat sinks (note: anodizing can affect the thermal conductivity of heat sinks, requiring comprehensive evaluation).
Anodizing is the most mainstream and effective surface treatment for aluminum materials.
You can follow this line of thinking to make your decision:
Stainless Steel? -> Prefer Passivation (Anodizing is less common and less effective).
Aluminum/Aluminum Alloy? -> Proceed to Step 2.
Requirement A: Only need rust prevention, must not change dimensions, and cost needs to be low. -> Choose Passivation (Aluminum can also be passivated, but the anti-rust effect is inferior to anodizing).
Requirement B: Need wear resistance, coloring, or a thicker protective layer, and can accept slight dimensional increase and higher cost. -> Choose Anodizing.
If your component must remain conductive while preventing rust, then regardless of whether the base material is aluminum or stainless steel, you must choose Passivation.

In summary, although both passivation and anodizing are used to protect the base metal, there are various differences between them.
The primary one is that passivation is mostly applied to stainless steel while anodizing is for aluminum. It is important to know them clearly and choose the proper one for CNC parts.
Passivation chemically creates an ultra-thin, dense, and stable oxide film, transforming the metal from an “active” to a “passive” state. This process significantly enhances corrosion resistance without altering the part’s dimensions.
Aluminum anodizing is systematically classified under MIL-PRF-8625F into six distinct Types (I, IB, IC, II, IIB, III) and two Classes (1: non-dyed, 2: dyed), each with specific applications, from environmental protection (Type IC) to extreme wear resistance (Type III Hardcoat).

Selecting the right prototype manufacturing supplier in China is a critical decision that can significantly impact the success of your product development project.

Machining tolerances stand for the precision of manufacturing processes and products. The lower the values of machining tolerances are, the higher the accuracy level would be.