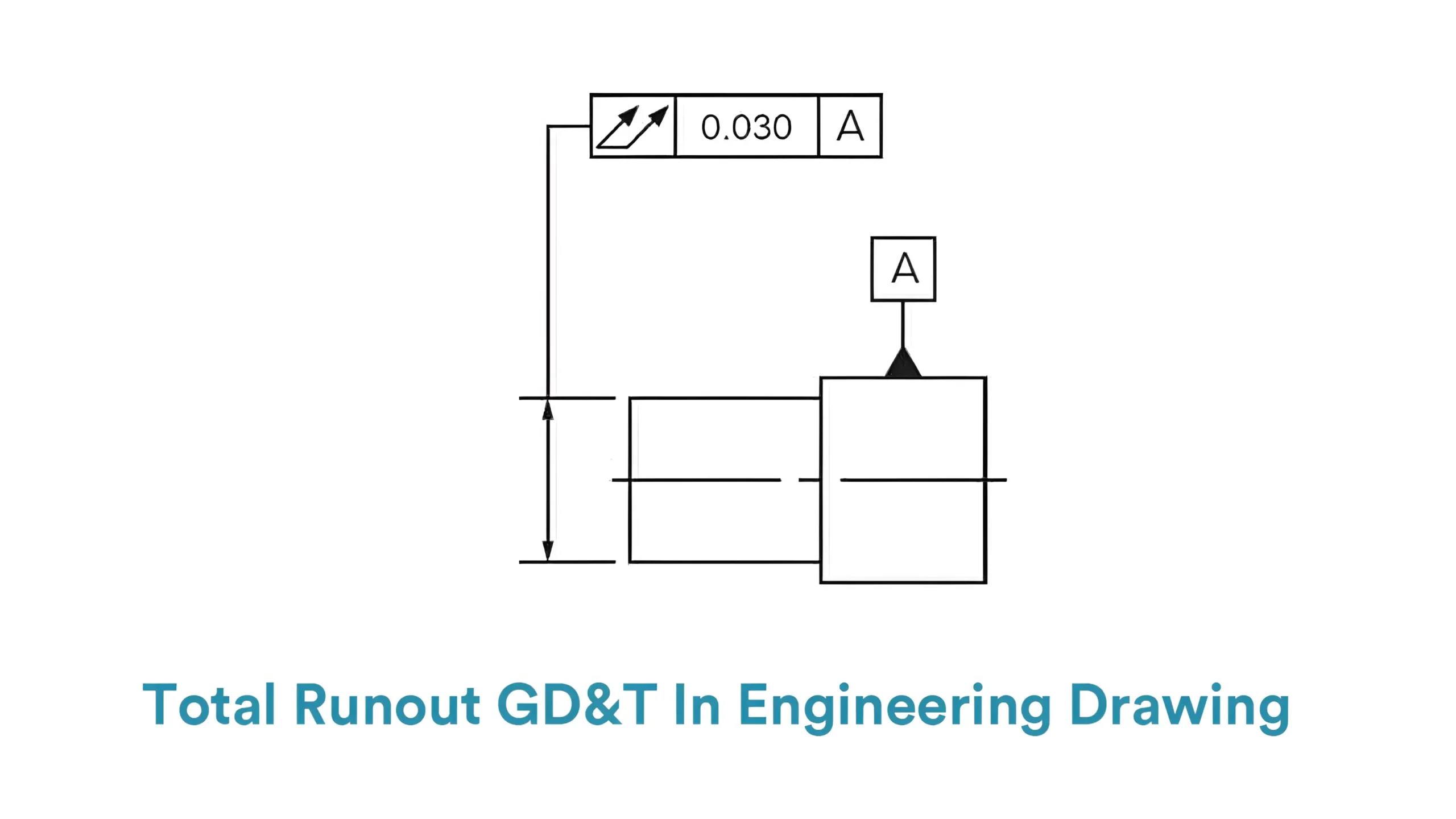
In this part, we will talk about what is total runout in GD&T, including the definition and tolerance zone.
Total runout GD&T is one of the runout symbols that mainly controls the runout deviation of the measured feature’s entire surface during rotation around the datum axis.
Controlled by total runout GD&T, the runout dimension of all points on the feature’s surface must be smaller than the tolerance value indicated on the engineering drawings.
What is more, it is a synthetical tolerance that controls both the radial runout of the entire measured surface and the runout deviation in the axial dimension.
In short, when a feature is rotating around the central axis, both the radial runout and the axial runout should be controlled within the same tolerance according to the total runout GD&T.
And confining the runout variation of the entire surface means to confine the cylindricity location and orientation of the measured feature at the same time.
The tolerance zone of total runout can be classified into two types based on the different controlled elements.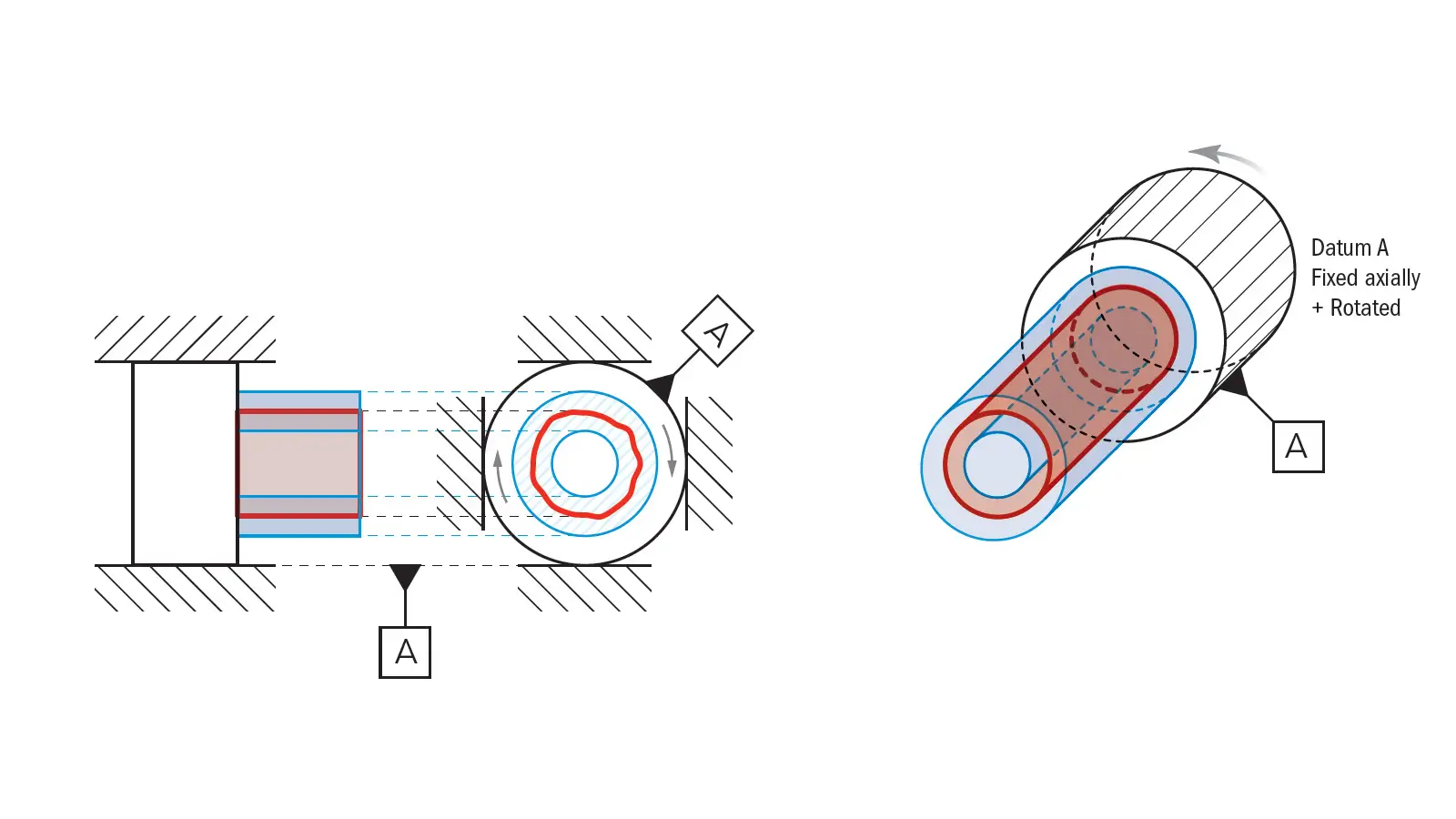
The main one is the radial total runout tolerance zone, which consists of two cylindrical planes.
These two cylindrical planes are coaxial with the datum axis. The tolerance value is the distance between the two cylindrical planes, which refers to the maximum permissible runout deviation of the measured feature(usually the entire cylindrical surface).
If a feature is manufactured to pass the total runout GD&T, the entire surface must runout with a smaller dimension than the tolerance value, which means all the points on the cylindrical surface of the measured feature must lie within the zone of these two cylindrical planes, when the feature is rotating around the central axis.
By confining the runout of the cylindrical surface within the two coaxial cylindrical planes, radial total runout tolerance effectively controls the circularity, cylindricity and co-axiality of the actual cylindrical surface.
Thus, the vibration during rotation is effectively reduced.
The other one is the axial total runout tolerance zone, which is composed with two parallel planes that are both perpendicular to the datum axis.
The controlled element of axial runout is usually the head or end face of the measured part. Both the head surface and the end surface are designed to be perpendicular to the datum axis.
The tolerance value is the perpendicular distance between these two parallel planes, which is the maximum permissible runout deviation along the axial direction during the rotation.
But note that the tolerance value of radial runout is similar to that of the axial runout. It means that radial runout and axial runout are controlled at the same time by one total runout tolerancing indication on the engineering drawing.
Controlled by axial runout tolerance, all points on the head or end surface of the measured part must lie within the two parallel planes that are perpendicular to the datum axis.
The flatness and perpendicularity of the head and end surfaces are controlled at the same time.
Dial indicators and CMMs(Coordinate Measuring Machines) are two kinds of common tools for total runout measurement. The former relies more on manual operation while the latter is more automated. The concrete operational steps are as follows:
Step 1: Clean the measured feature and measuring equipment. Ensure the measured surface, reference axis, and dial indicator probe are free from oil, burrs, or damage.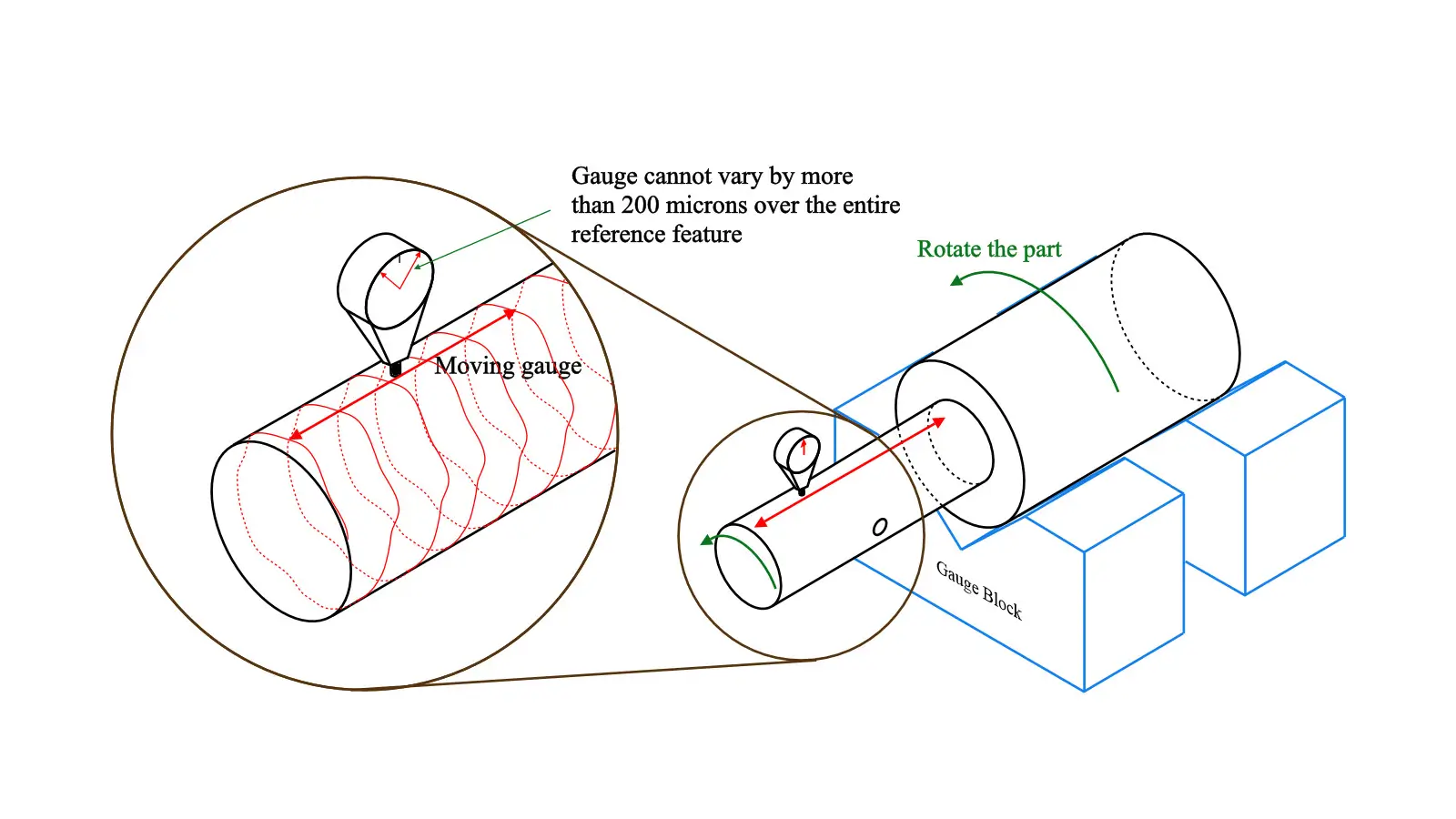
Step 2: Fix the dial indicator on a magnetic stand or rigid bracket steadily. And then fix the measured feature between two coaxial center(for shafts) or on V-blocks(if no center hole is there), ensuring free rotation around the datum axis.
Step 3: Measure the radial total runout. Contact the dial indicator probe perpendicularly against the middle of the cylindrical surface with a preload of 0.1-0.3mm(1/2 to 1 full turn). And then slowly rotate the part one full turn.
Record the difference between max and min readings, which is the circular runout of one single cross-section.
Note to move the dial indicator axially along the entire length to measure multiple cross-sections and record the largest variation of these sections, which is the final radial total runout.
Step 4: Measure the axial total runout. Contact the dial indicator probe perpendicularly against the edge of the end face. Rotate the part one full turn and record the difference between max and min readings.
Note to move the probe radially to cover the entire face and record the largest variation of the end face, which is the final axial total runout.
Step 5: Compare the actual total runout with the tolerance value. If the variations of radial total runout and axial total runout are both smaller than the tolerance value, the measured part passes.
Step 1: Clean the measured surface and datum axis. And then fix the measured part firmly on the CMM table, aligning it with the datum axis by V-blocks or other fixtures.
Step 2: Select an appropriate probe and calibrate it to ensure the measurement accuracy. Measure the cylindrical surface to fit a centerline as the datum axis. Then set the datum axis as the Z-axis and define the XY-plane origin.
Step 3: Measure continuously or in layers along the target surface.
Step 4: Use the CMM software to output the final deviation automatically.

MMC is a feature of size symbol which refers to the dimensional condition where the particular feature contains the maximum amount of material within its indicated tolerance.

LMC is a feature of size symbol which refers to the dimensional condition where the particular feature contains the least amount of material within its indicated tolerance.

Circular runout GD&T is a geometric tolerance used to control the variation of a part’s circular profile as it rotates 360° around the datum axis.

Total runout is one of the runout symbols that mainly controls the runout deviation of the measured feature’s entire surface during rotation around the datum axis.






